



 English
English Italian
Italian





黄女士
您好,我是大鲨鱼机械的Lizzy(非机器人)。您需要哪款设备?可以直接微信联系我们
 Mar 9, 20255分钟阅读
Mar 9, 20255分钟阅读 Mar 9, 20255分钟阅读
Mar 9, 20255分钟阅读对比激光、水刀、CNC和超声波在无毛边碳纤维切割中的表现。了解厚度适配、速度、成本、粉尘控制及各方法的适用场景。
碳纤维已成为现代制造业的基石,推动了航空航天、汽车和机器人领域的进步。其轻质高强特性使其不可替代——直到切割失误阻碍了发展。
研究显示,近三分之一的碳纤维部件失效源于切割工艺缺陷。例如,某知名汽车制造商因切割边缘微观毛边导致电池壳体密封失效,最终引发了数百万美元的召回。这类事件凸显了一个残酷事实:切割精度不是可选项——而是产品可靠性的基础。
影响不仅限于质量。碳纤维成本高昂,每一次切割失误都直接侵蚀利润。据行业分析,精度提升1%,可减少5%的后处理成本。
合规风险也加剧了紧迫性。切割过程中粉尘控制不力,可能因违反职业安全法规而被罚款或停产。对于工业决策者来说,优化碳纤维切割不仅关乎技术,更关乎合规、盈利和市场领导力。

本指南将解析成熟策略,助您将切割挑战转化为竞争优势。
让我们深入了解那些让行业领袖脱颖而出的工具、技术和数据驱动决策。
立即联系大鲨鱼!我们的专家团队为您提供高精度与高效率服务。

激光切割为薄碳纤维板(5mm以下)提供无与伦比的精度。
非接触式工艺消除了刀具磨损,保证了质量一致性。
但高功率激光设备前期投入较大,更适合大规模生产。热损伤风险仍在——参数设置不当会削弱树脂结合力。
适用于航空航天支架或医疗器械部件。
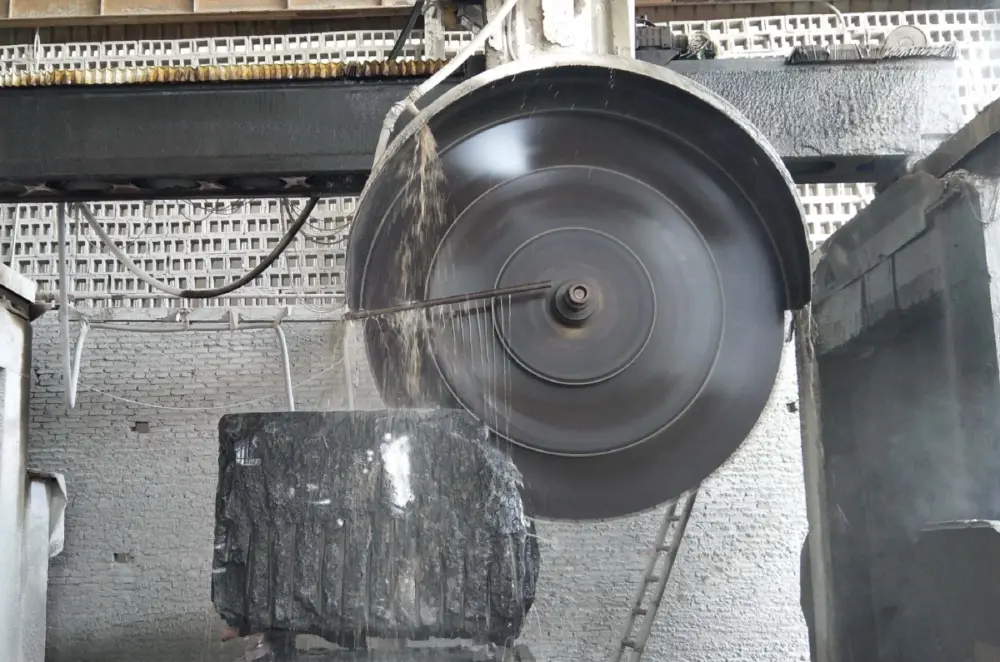
水刀切割厚碳纤维(10mm以上)无热变形表现卓越。
其磨料水流可完美处理多层复合材料。
缺点是速度较慢,喷嘴磨损导致维护成本较高。
适合对结构完整性要求极高的船舶制造或风电叶片。
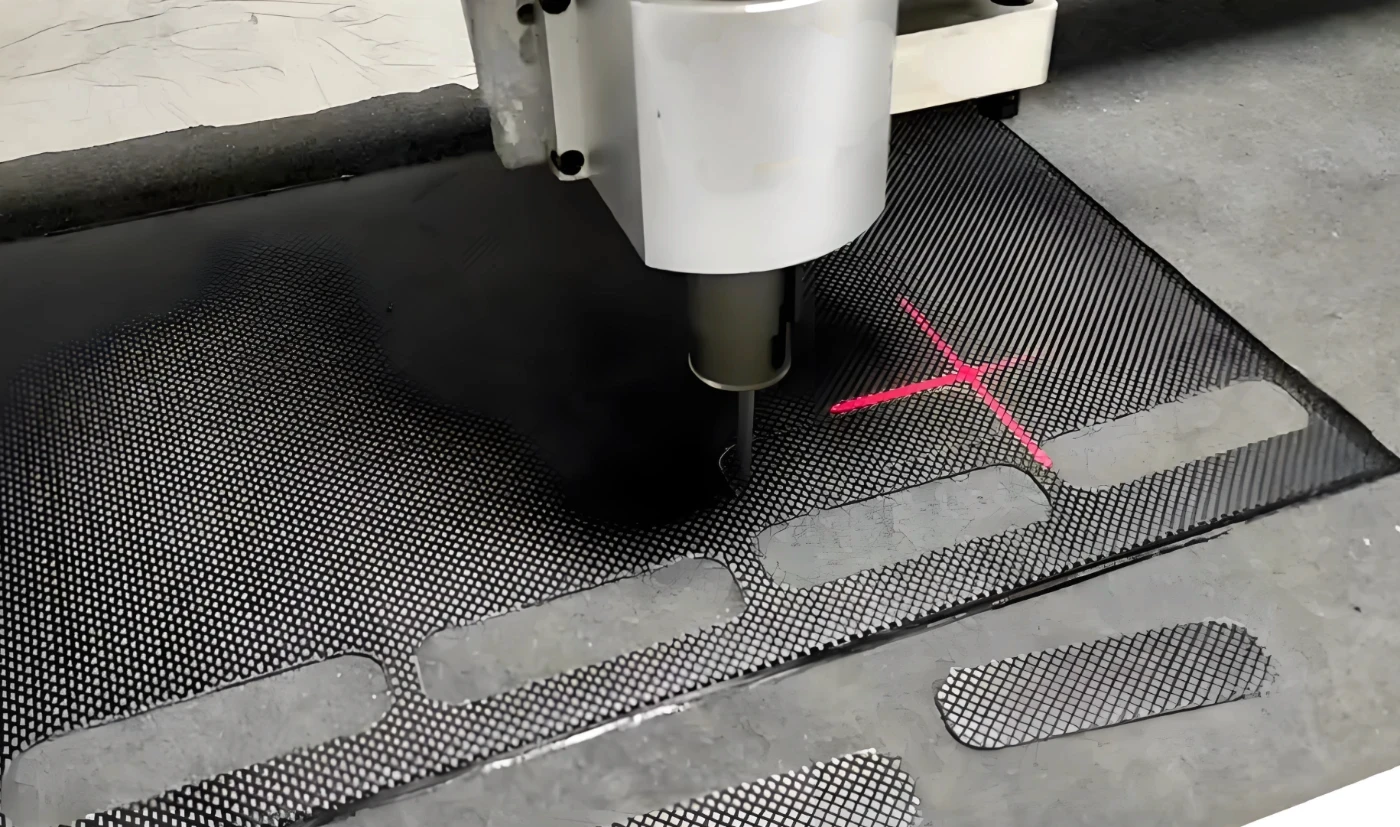
CNC切割机和雕刻机在碳纤维管及复杂三维造型(如碳纤维机器人关节或定制汽车模具)领域占据主导。
自动化流程适合大批量生产。但刀具快速磨损会增加成本,且必须配备粉尘抽取系统以保护设备。
该方法可降低敏感航空航天预成型件的分层风险。
产生的粉尘极少,有助于提升工作场所安全。采用范围有限,速度较慢,主要用于卫星等超高价值零部件。
根据项目需求选择合适的切割方式。
请自问三点:
材料厚度? 薄板→激光。厚板→水刀。
零件复杂度? 简单形状→激光/水刀。三维曲面→CNC。
预算? 预算紧张→外包。预算充足→投资自动化。

碳纤维粉尘会损害肺部和设备。请安装过滤抽取系统并确保工作区密封。定期检测空气质量,防止违反职业安全法规。
与供应商签订按使用付费合同可降低前期支出。实时磨损传感器可提前预测故障,避免每月逾万元的意外停机损失。
智能节能模式可在待机期间降低40%能耗。闭环水刀系统可循环利用90%水资源,助力可持续发展目标。

激光切割适用于碳纤维薄板(<5mm)及复杂二维形状。
CNC加工更适合三维碳纤维零件、厚材料或需要抛光边缘的场合。
预算建议:打样用激光,量产用CNC。
风险:吸入可致肺部刺激;导电粉尘可能导致电子设备短路。
解决方案:
安装过滤抽取系统。
采用水辅助切割抑制粉尘。
强制佩戴防护用品:呼吸器、防护眼镜、防静电服。

可以。与专业回收商合作,将边角料研磨成可再利用纤维或无纺毡。
注意:回收材料强度约为原生碳纤维的80%,但成本低50%。
原因:碳纤维的高磨蚀性加速刀具磨损。
解决方法:
使用金刚石涂层或聚晶金刚石(PCD)刀具。
主轴转速降低20%,进给速度略微提升。

标准CO₂激光:最多10mm(需多次切割)。
高功率光纤激光:最多20mm(仅限工业级设备)。
替代方案:更厚材料建议采用水刀切割。
预钻:使用硬质合金阶梯钻头。
技巧:
先钻1-2mm小导孔。
每次以0.5mm递增钻孔直径。
使用垫板支撑材料。
常规公差:50mm厚度以下零件±0.1mm。
如需更高精度:可先用水刀粗切,再用CNC精加工。
工业级碳纤维切割不仅是工具之争,更是战略选择。掌握精度、成本控制与创新的企业将引领未来市场。
大鲨鱼可提供CNC碳纤维切割机、水刀及配套金刚石刀具,支持个性化定制。
 中文
中文您好 👋 有什么可以帮您?