







Характеристики и системы
Выберите нужную систему ЧПУ, мощность двигателя и уровень автоматизации для максимальной эффективности.
Часы работы:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
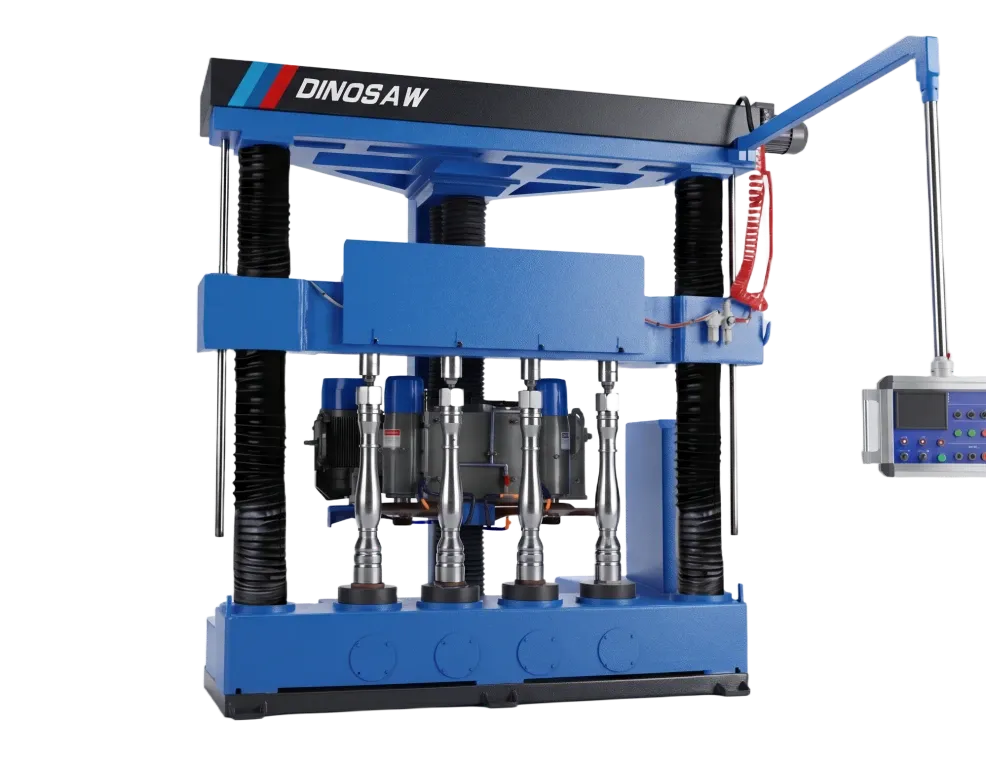
Токарные и профильные станки по камню предназначены для изготовления вращающихся элементов — мраморных балясин, гранитных колонн, декоративных сфер, опор фонтанов и ваз или сложных профилей. В отличие от плоских профилировочных систем, данные станки вращают заготовку вокруг центральной оси, пока управляемый по ЧПУ алмазный диск повторяет заданную форму, обеспечивая идеальную цилиндрическую симметрию в серийном цикле. Оборудование Dinosaw Machine предлагает три исполнения в зависимости от диапазона диаметров, объёмов производства и ограничений по размещению.
| Параметр | Токарный станок по камню/LGFX | Вертикальный станок для балясин/LGFX-LS4 | Станок для резки верхушек и оснований колонн/ZMFX | Рекомендовано для |
|---|---|---|---|---|
| Макс. диаметр резки | Ø600мм (×1 шт.) Ø280мм (×2 шт.) | Ø300мм (×2 шт.) Ø220мм (×4 шт.) | Ø2 000мм диск | LGFX: балясины и колонны ZMFX: верхушки и основания |
| Макс. длина резки | 300–4 000 мм | 200–1 200 мм | Макс. высота 1 500 мм | Длинные колонны → LGFX-600-2H |
| Диаметр диска | 600 мм | 440 / 470 мм | 600 мм | — |
| Мощность главного двигателя | 7,5–11 кВт | 11 кВт × 2 (суммарно 29,37 кВт) | 15 кВт | Твёрдый гранит → выше кВт |
| Количество режущих голов | 2 одновременно | 4 одновременно | 1 (вертикальный токарный) | Серийные партии → 4 головы |
| Система управления | Полный ЧПУ, сервоуправление | ЧПУ или ПЛК | Автоматическое профилирование | Гибкие профили → ЧПУ |
| Совместимые материалы | Мрамор, гранит, известняк, травертин, кварцит, пенокерамика | Мрамор, гранит, песчаник | Мрамор, гранит, все виды камня | Твёрдый камень → LGFX-600-2HПористый → электронный щуп |
| Вес станка | 3,5 т | 4,2 т | 6,5 т | — |
| Габариты станка | 5 500×1 800×3 800 мм | 2 400×2 200×2 750 мм | 4 000×2 200×3 100 мм | Ограничение по месту → LS4 |
| Лучший сценарий применения | Индивидуальное и смешанное производство; римские колонны до 4 м; архитектурные проекты | Серии идентичных балясин; 1 оператор/несколько станков | Верхушки колонн, пьедесталы, кольца чаш фонтанов, диски диаметром >400 мм |
Ошибка при выборе токарного станка по камню стоит куда больше разницы в цене между моделями. Недостаточная мощность требует постоянной перенастройки и неравномерной поверхности; чрезмерно крупный станок занимает полезную площадь и, возможно, избыточно по энергетике. Ответьте на четыре ключевых вопроса, прежде чем запрашивать коммерческое предложение.
Этот вопрос определяет всю дальнейшую конфигурацию. Ошибка приведёт к покупке оборудования, неспособного обрабатывать основное изделие.
Типичная ошибка при закупке: измеряют готовое изделие, а не необработанную болванку. Так, балясина 350 мм обычно вырезается из болванки 380–400 мм. Добавьте 10–15% к расчетной заготовке и выбирайте модель по покрытию этого размера.
Если Ваша фабрика серийно выпускает один профиль балясины большими партиями — многоголовочный станок минимизирует себестоимость. При регулярной смене профиля преимущество сводится на нет за счёт времени перенастройки.
Твёрдость камня и допуски по проекту влияют на выбор мощности и необходимость опции электронного щупа Dinosaw.
Молдинговые станки формируют архитектурный камень в линейные профили — подоконники, декоративные молдинги, бортовые камни, проступи ступеней и кромки панелей. Рез формирует сложное поперечное сечение по прямой траектории. Мостовые профильные станки компании Dinosaw Machine сочетают жёсткость портала с возможностью ЧПУ–CAD-управления, прямым импортом DXF без изготовления физических шаблонов. Три типа рам перекрывают толщины от 100 до 1000мм и ширины до 3300мм.
Серия SKFX доступна в трёх конфигурациях. Используйте эту таблицу для подбора мощности шпинделя, жёсткости конструкции и уровня пылезащиты под твёрдость Вашего материала, толщину камня и производственный режим.
| Параметр | Inteгpиpованный ЧПУ-профилировщик/SKFX-1835 | Мост однобалочный/SKFX-3500 | Мост двухбалочный/SKFX-3500 | Рекомендовано для |
|---|---|---|---|---|
| Размеры станка | 3 200×4 900×2 200 мм | 3 550×4 850 мм (опция) | 4 500×4 900 мм (опция) | — |
| Размер платформы | 1 800×3 200 мм | 1 200×3 300 мм | 2 500×3 300 мм | Широкие панели → двухбалочный |
| Толщина обрабатываемого камня | 100–1 000 мм | 100–1 000 мм | 100–1 000 мм | Любой вариант; массив → удлинённая ось Z |
| Мощность шпинделя | 15 кВт | 18,5 кВт | 22 кВт | Гранит/базальт → 18,5 кВт и выше |
| Междисковое расстояние | 850 мм (фикс) | 850 мм | 1 200 мм (опция) | Широкие профили >850мм → двойная балка |
| Приводная система | AC серводвигатель | AC серводвигатель | AC серводвигатель | — |
| Система управления | Wecon CNC / G-code | Wecon CNC / G-code | Wecon CNC / G-code | — |
| Смазка | Автоматическая автосмазка оси Z | XY-маслобанька | XY-маслобанька | 24ч / трёхсменка → XY-маслобанька |
| Точность обработки | ±0,05 мм | ±0,05 мм | ±0,05 мм | Норма отрасли ±0,25мм → выше в 5 раз |
| Вес станка | 3,5 т | 7 т | 8 т | Гашение вибраций → тяжелее |
| Материалы | Мрамор, известняк, травертин, песчаник, кварцевый агломерат | Мрамор, гранит, известняк, бордюр, бетон | Гранит, кварцит, базальт, железобетон, архитектурный камень большой ширины | Укажите материал для комплектования дисков |
| Лучшее применение | Универсальный среднеобъёмный цех; частая смена профиля; мрамор/известняк — основа | Длинные серии одного профиля; подоконники/пояса по 10м+ за смену; гранит средней твёрдости | Круглосуточная 3-сменка; твердый камень; фасады большой ширины; линии бордюра ЖБИ |
Выбор профильного станка по камню сводится к трём вопросам: какой профиль производится, какова твердость Вашего камня и сколько смен в сутки работает цех. Пройдите по контрольным точкам ниже.
Молдинговые станки работают только с линейными профилями, то есть повторяющимся поперечным сечением. Сложность такого «разреза» целиком берёт на себя ЧПУ, не мощность станка. Все варианты SKFX справляются со сложным 12-ступенчатым профильным S-профилем на точности ±0,05мм как и с простым радиусом.
Ключевой параметр для твердого камня — мощность шпинделя. Недостаточная мощность на твёрдых породах заставляет снижать подачу, удлиняя цикл и уменьшая суточный выпуск.
Структурная жёсткость определяет стабильность качества профиля при длительной работе. Более легкая машина даст отличное качество на первом метре, но после 6–8 часов может появиться мелкая рябь, заметная на длинных молдингах.
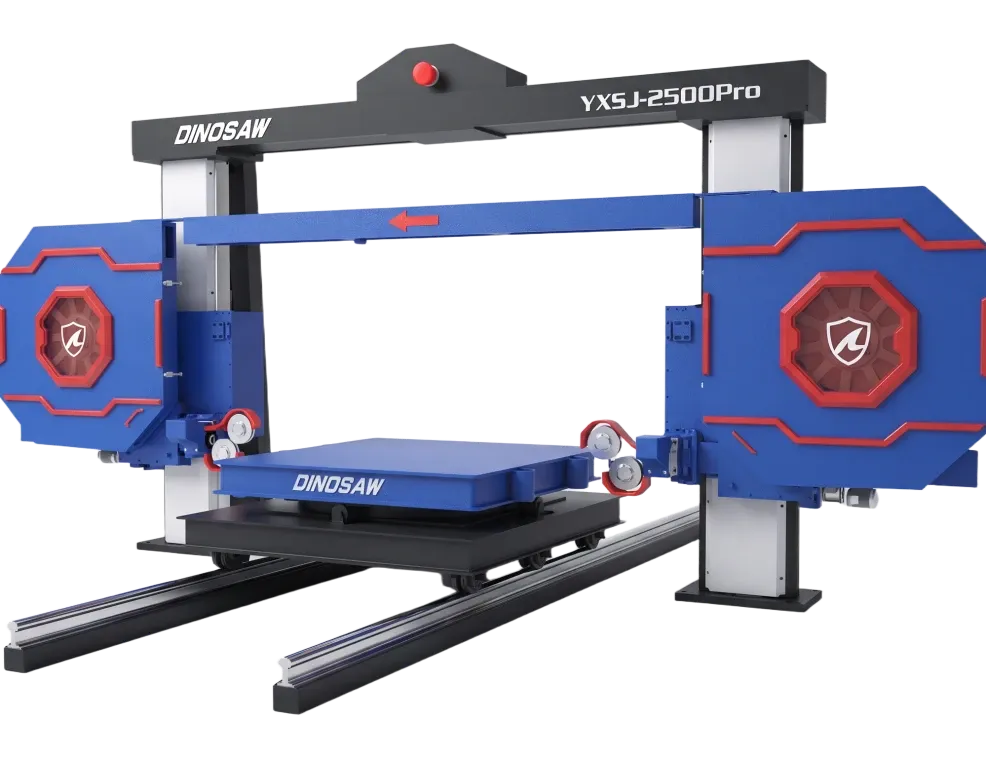
Оборудование для криволинейной и арочной резки разработано для обработки панелей с радиусной и круглой геометрией — фасады по радиусу, колоннады, бордюры для бассейнов и цилиндрические облицовочные панели, которые невозможно производить на стандартных прямолинейных станках. Компания Dinosaw Machine предлагает два подхода: специализированный станок для кромочной подгонки («arc slab»), обеспечивающий серийный темп резки круговых деталей, и ЧПУ алмазно-канатный станок для 3D-криволинейных изделий, не доступных для дискового реза.
Выбор между дисковым и канатным методом определяется только геометрией реза. Сопоставьте вашу задачу с таблицей для подбора технологии:
| Параметр | Станок для подрезки арок/YHQJ | ЧПУ-канатный станок Pro/YXSJ Pro | Рекомендовано для |
|---|---|---|---|
| Рабочий принцип | Двойная рама (основной + вспом.) и диск на вращающемся столе | ЧПУ-алмазный канат, 3 оси, частотное регулирование | Диск → плоская дуга; Канат → 3D окружности |
| Максимальный размер заготовки | 2 600 × 1 400 мм | 3 500 × 1 500 мм рабочая зона | Крупные панели ротонды → YXSJ-3500 |
| Максимальная толщина среза | 180 мм | Ограничение по размеру рабочей зоны | Массивные криволинейные детали → YXSJ |
| Мощность главного двигателя | 11–18,5 кВт (основной) + 7,5 кВт (вспом.) | 15 кВт | — |
| Канат/Диск диаметр | Главный: 600мм, Вспом.: 500мм | 7,6–11 мм алмазный канат | Канат для сложных 3D и пазов |
| Стол / Салазки | Стол 2 600мм, ход салазок 4 500мм | 2 500 × 1 400 мм стол | — |
| Габариты | 4 500×2 100×2 500 мм | 6 300×9 000×4 000 мм | — |
| Вес станка | 2,5 т | 8,5 т | YHQJ: более компактные габариты |
| Система управления | Автоматический трекер дуги | Сенсор ЧПУ; G-код не требуется; OTA-обновления | Для пользователей без ЧПУ-навыков → YXSJ touch-screen |
| Удалённый сервис | Нет | Да — диагностика и однокнопочное обновление ПО | Экспорт → удалённая поддержка YXSJ критична |
| Совместимые материалы | Мрамор, гранит, известняк, песчаник, травертин | Мрамор, гранит, кварцевый агломерат, твёрдый натуральный камень | Уточните материал для комплектования |
| Лучшее применение | Облицовка колонн, криволинейная ступень, бордюр бассейна, криволинейная плитка — массовый выпуск плоских дуговых панелей | Архитектурный 3D-декор, профили памятников, сложная фасадная резка, цеха без ЧПУ-опыта и экспорт с онлайн поддержкой |
Всё определяет один вопрос: Ваша панель — плоская дуга или сложный 3D профиль?
Это ключ при выборе технологии. Ошибка — станок физически не обработает Вашу деталь.
Для YHQJ: максимум 2 600 × 1 400 мм, толщина до 180 мм. Криволинейные панели >180мм (капитальные элементы, массивные ступени) — индивидуальные решения по запросу.
Для YXSJ: выбирайте модель с запасом 100–150мм по габариту будущей заготовки. YXSJ-2500 — до 2,5×1,5м, YXSJ-3000 — до 3,0×1,5м, YXSJ-3500 — до 3,5×1,5м.
Каждый архитектурный проект уникален — требуется удлинённое ложе, увеличенный диаметр вращения, многоголовочные линии для балясин, мощные приводы под абразивные породы. Компания Dinosaw Machine подбирает конфигурацию под размеры Вашей заготовки, материал, целевой объём смены — не ограничивая рамками типовых решений. Эксплуатационная среда также учитывается: для холодного климата, производства фасадов из пенокерамики, зон с контролем пыли или безводной резки есть реализованные схемы — от антифриза и утеплённых кожухов до сухой резки канатным станком с интегрированной вытяжкой.
Сообщите материал, максимальный размер заготовки, суточное задание, режим работы и особенности площадки — инженерная группа представит письменное техническое решение за 3 рабочих дня.
Выберите нужную систему ЧПУ, мощность двигателя и уровень автоматизации для максимальной эффективности.
Настройте размеры стола, длину направляющих и толщину пропила под задачи Вашего цеха.
Услуги OEM: любой цвет корпуса станка, нанесём логотип на оборудование и интерфейс.
 Русский
Русский
Получите быстрое решение
Чат онлайн
Здравствуйте, вас приветствует Lizzy из компании Dinosaw (не робот). Какой станок (модель) Вас интересует? Пожалуйста, напишите нам в WhatsApp сейчас
Здравствуйте 👋 Чем можем помочь?
 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français 한국어
한국어