

















Характеристики и системы
Выберите нужную систему ЧПУ, мощность двигателя и уровень автоматизации для максимальной эффективности.
Часы работы:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
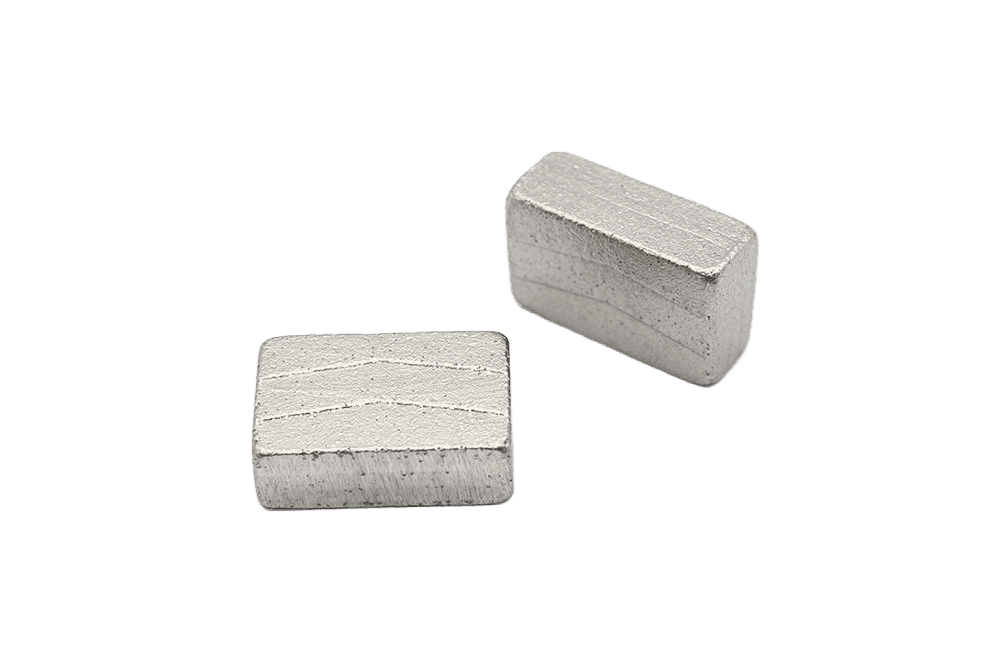
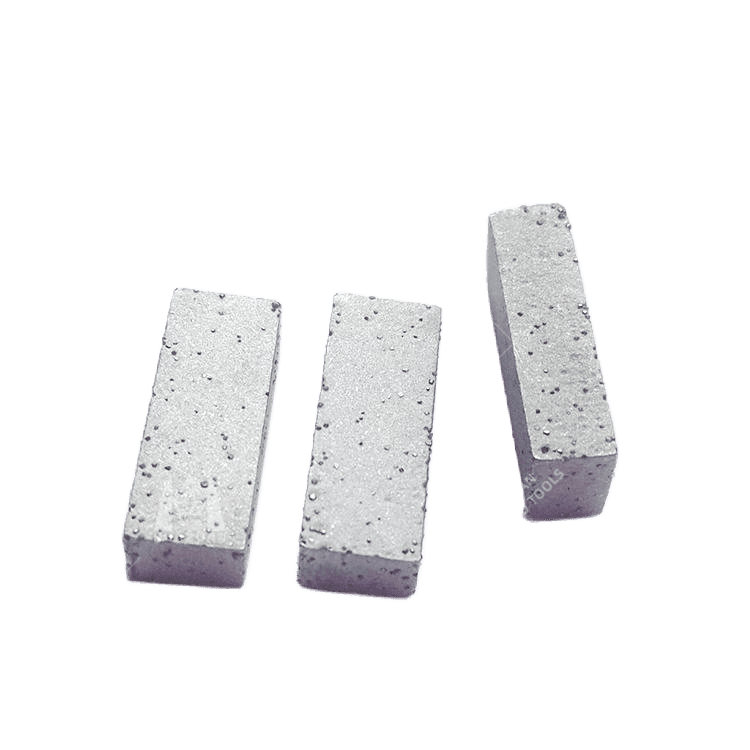
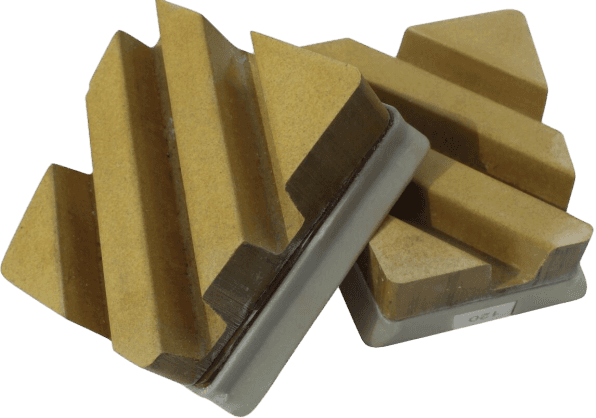
Алмазные сегменты — это расходные режущие элементы, которые спекаются или привариваются к пильным дискам, рамным штрипсовым станкам и буровым коронкам. Правильный подбор сегмента — твердость связки, размер алмаза, профиль сегмента — определяется твердостью по Моосу и абразивностью материала, а не моделью оборудования. В таблице ниже представлены четыре типа сегментов компании Dinosaw Machine по эксплуатационным параметрам.
Продукт | Тип связки | Твердость материала (Моос) | Влажная / сухая резка | Рекомендуемый станок | Оптимальное применение |
|---|---|---|---|---|---|
Сегмент для резки гранита | Металлическая спечённая связка (твёрдая матрица) | 6–7 (твёрдый материал: гранит, кварцит, базальт) | Влажная (обязательно) | Распиловочный, мостовой, штрипсовый станок | Поточная линия по производству слэбов; восстановление дисков по граниту; мостовой станок |
Сегмент для мрамора и мягких пород | Спечённая металлическая связка (мягкая/средней твёрдости матрица) | 3–4 (мрамор, известняк, травертин, оникс) | Влажная (предпочтительно) | Распиловочный, многодисковый станок | Производство мраморных слэбов; длинные резы в большом формате; восстановление полотен для штрипсовых станков |
Алмазный сегмент для штрипсового станка (мягкий камень) | Спечённая металлическая связка (мягкая, на основе меди) | 3–5 (мрамор, известняк, песчаник) | Влажная (обязательно) | Рамный штрипсовый (многодисковый) станок | Распиловка блока в слэбы; массовое производство мрамора и известняка |
Сегмент для алмазной буровой коронки | Спечённая металлическая связка (под диаметр коронки) | 4–7 (гранит, мрамор, бетон, искусственный камень) | Влажная (предпочтительно) / сухая (только мелкие отверстия) | Станок для корончатого сверления, ручная дрель, ЧПУ станок для сверления | Восстановление коронок; расходники для фабричного сверления; сегменты для замены |
Техническое примечание:
Самый важный параметр — твердость связки: мягкая связка для твёрдых пород быстро открывает новые алмазы; твёрдая связка для мягких пород держит алмазы до полировки. Ошибка в подборе связки приводит к преждевременному износу сегментов и низкому качеству реза. Компания Dinosaw Machine изготавливает сегменты по индивидуальному заказу — для подбора свяжитесь с нашими инженерами, сообщив тип камня, диаметр диска и обороты станка.
Выбор сегмента строится по принципу «сначала материал». Эта схема применима как при заказе сегментов на новую оснастку, так и для восстановления.
Компания Dinosaw Machine поставляет сегменты в четырёх форматах: лазерная приварка на диски (монтаж на заводе), россыпь для восстановления на объекте, большие партии для фабрик и специальные партии по ТЗ для OEM. Минимальные объёмы и сроки поставки зависят от формата — для специальных условий оставьте заявку с годовым объёмом потребления для расчёта программы.
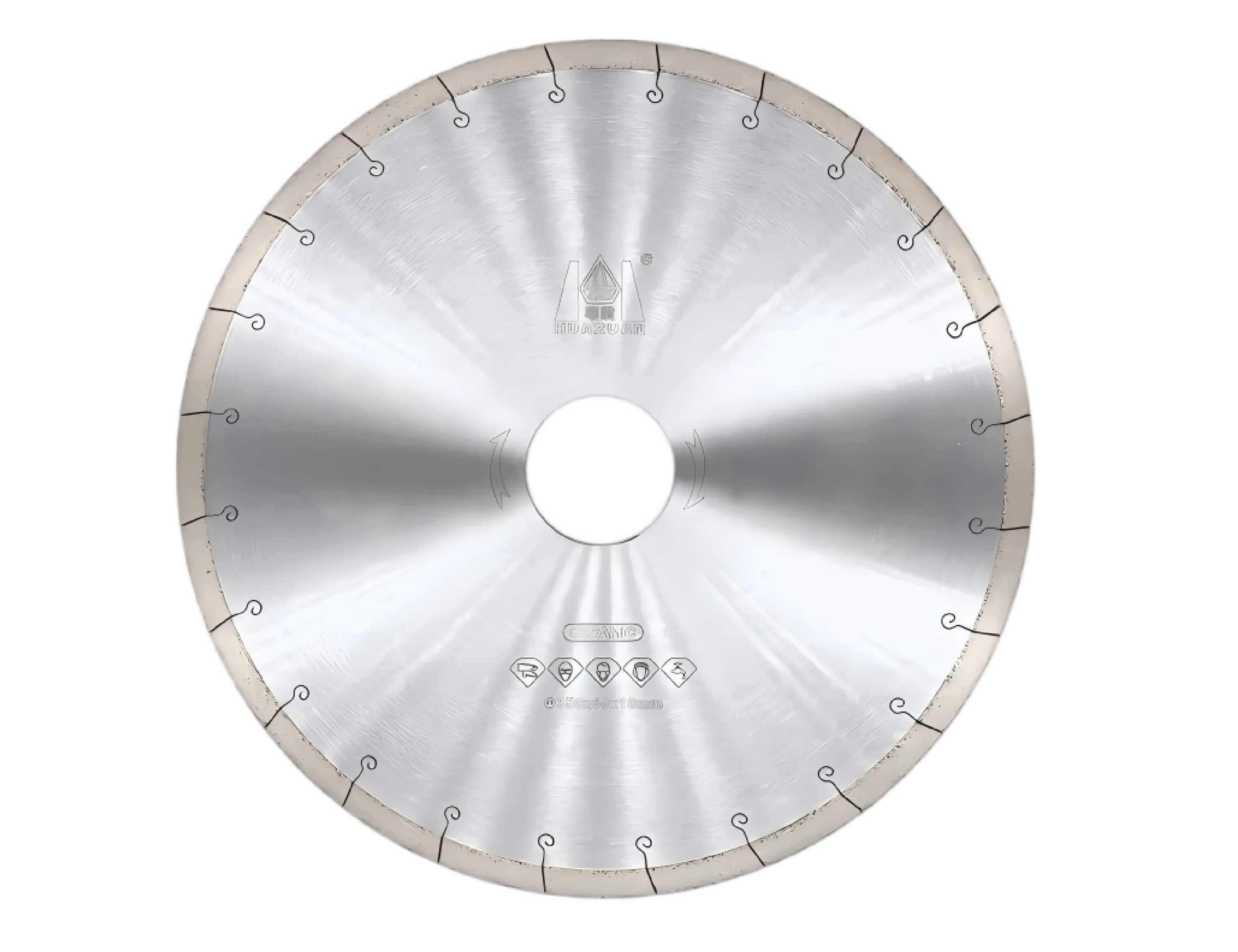
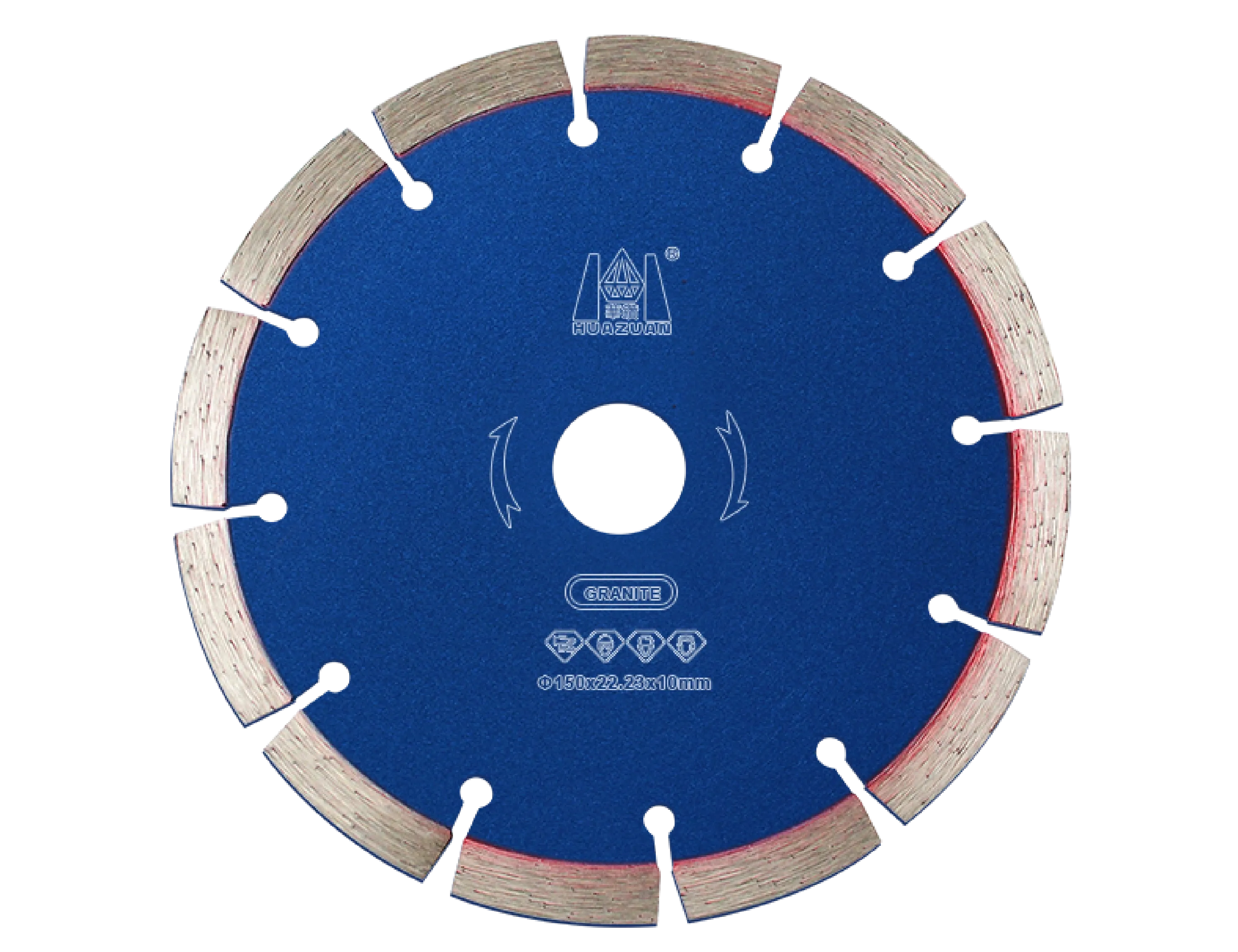
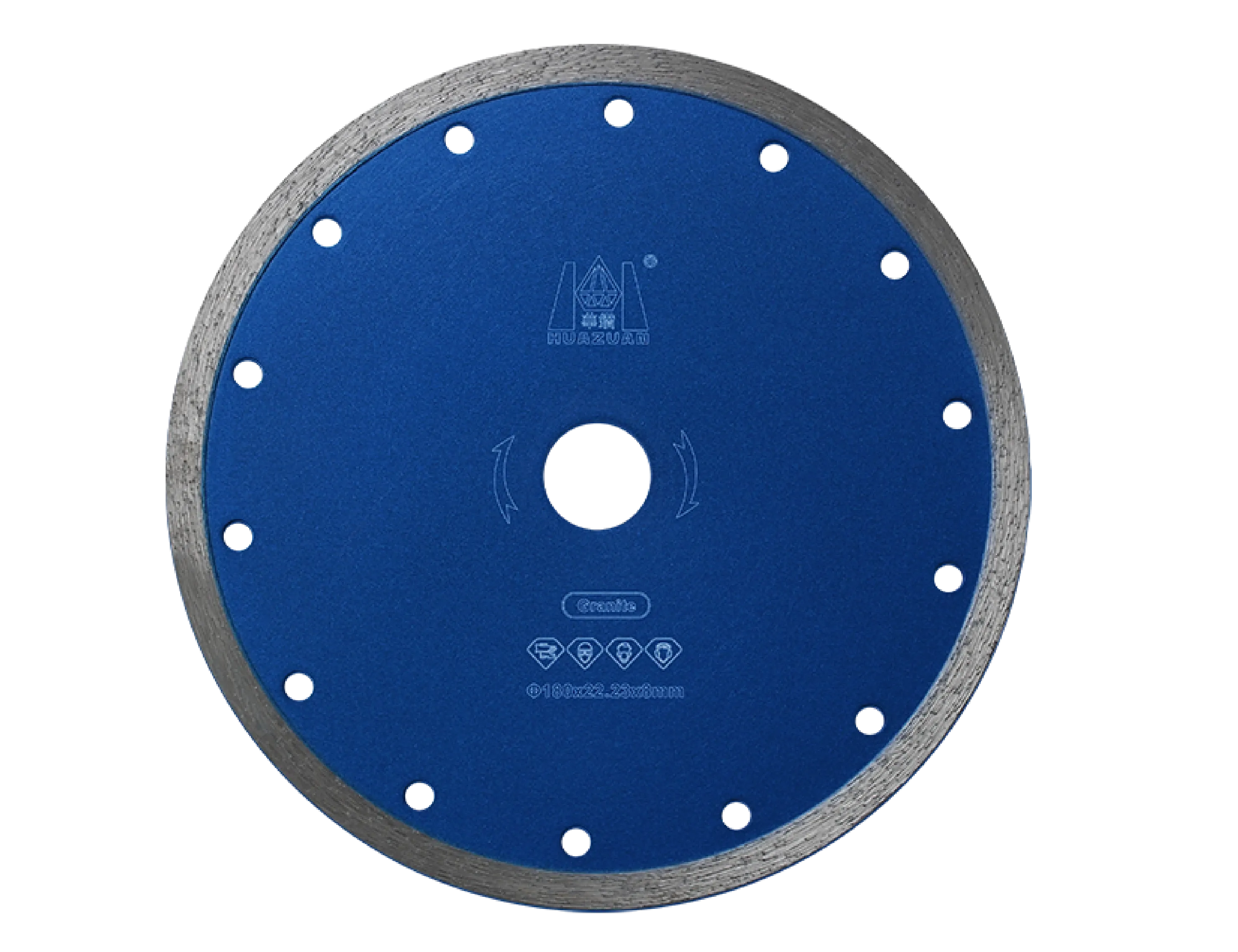
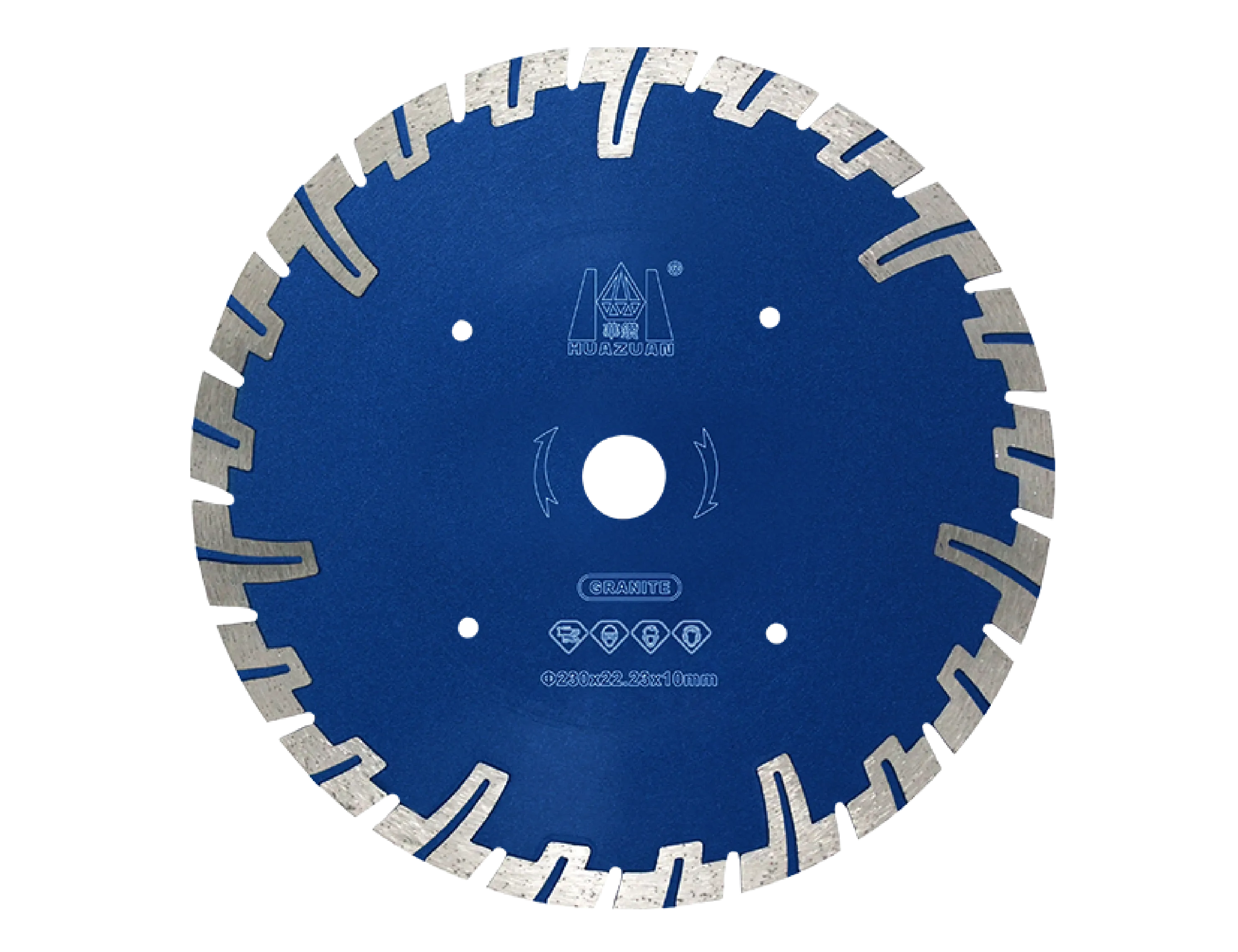
Алмазные диски отличаются от отрезных по размерам, толщине сердечника и конструкции сегментов. Они работают на мостовых и круглопильных станках, а также на горизонтальных многодисковых станках, где важны точный контроль глубины и постоянство ширины реза. Таблица ниже показывает шесть типовых позиций оборудования Dinosaw Machine по материалу и применению.
Продукт | Тип связки / сегмента | Твердость материала (Моос) | Влажная / сухая резка | Рекомендуемый станок | Оптимальное применение |
|---|---|---|---|---|---|
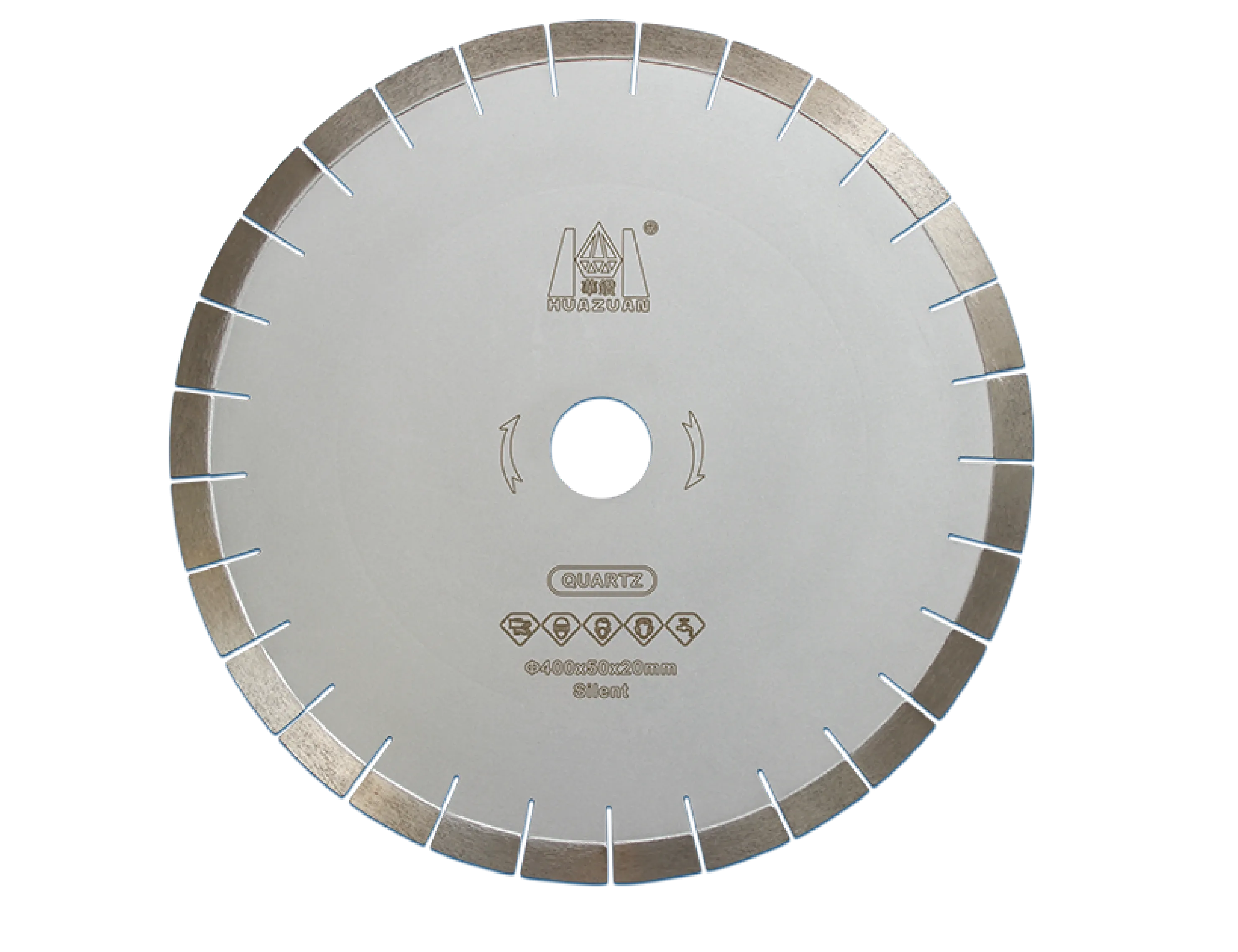
Алмазный диск для гранита | Лазерная спайка; спечённая связка; сегмент | 6–7 | Влажная резка | Мостовой, распиловочный станок, ЧПУ | Резка слэбов и плит по граниту; производство столешниц; линии высокого выхода |
Алмазный диск для мрамора | Спечённая связка; сплошной или слабосегментированный | 3–4 | Влажная резка | Мостовой или круглопильный станок | Резка мраморных слэбов; декоративный распил; точная низковибрационная резка |
Горизонтальный алмазный диск | Спечённая связка; большой диаметр, сегментированный | 5–7 | Влажная резка | Горизонтальный многодисковый станок | Обрезка блоков; резка бордюров; горизонтальная нарезка гранита/мрамора большие форматы |
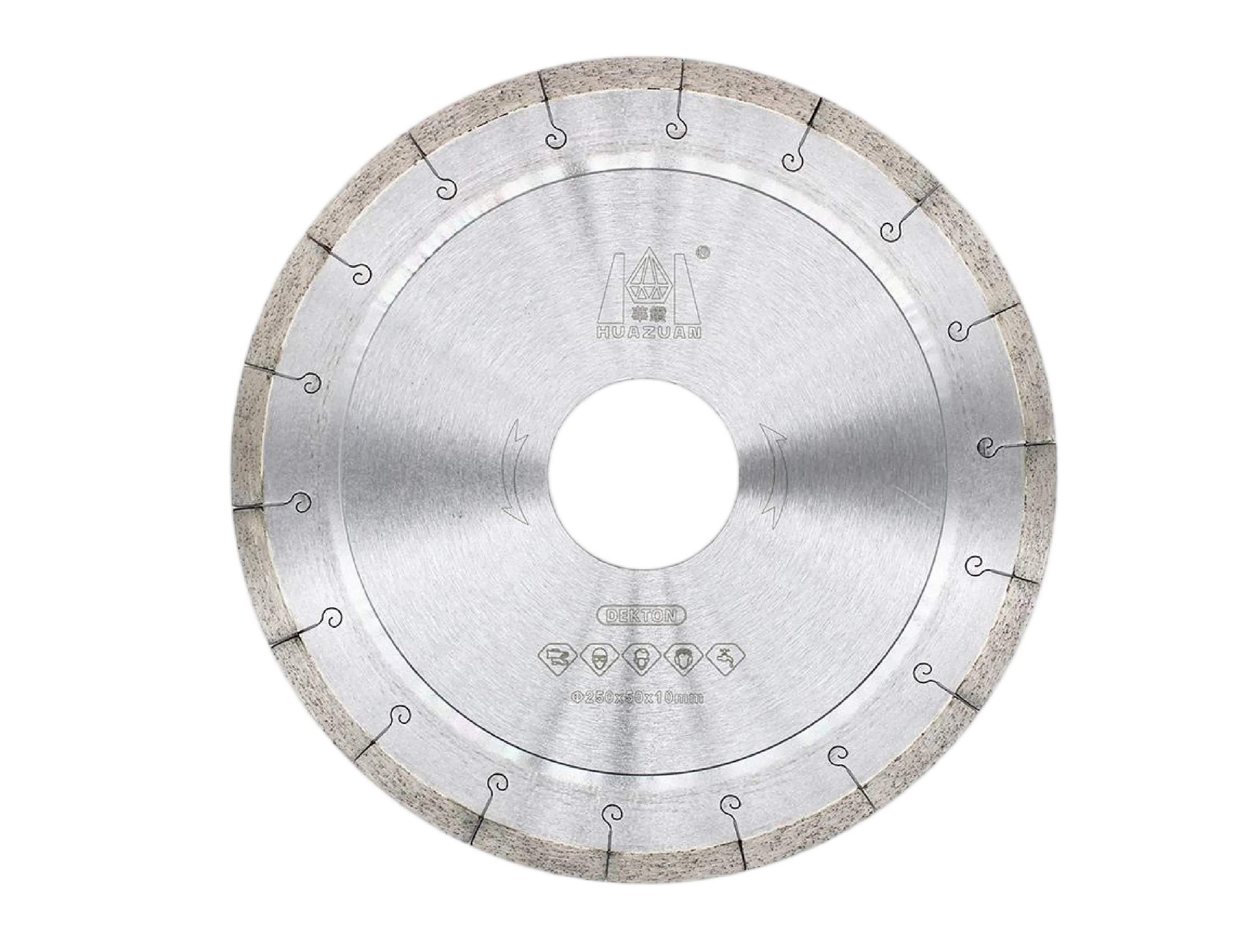
Алмазный диск для Dekton и спечённого камня | Вакуумное напыление / тонкий спечённый обод | 7–9 (ультратвёрдая спечённая керамика) | Влажная обязательно, ≥8 л/мин | Мостовой ЧПУ станок, прецизионный столовый | Спечённый керамогранит Dekton, Neolith, Lapitec; критичная защита кромки от сколов |
Алмазный диск для кварца | Гальваническое покрытие; тонкий рез с контролем скола | 6–7 (кварцевый композит + смола) | Влажная (непрерывное охлаждение) | ЧПУ мостовой станок, столовый | Резка кварцевых столешниц; чистая кромка на смоляной поверхности без скола |
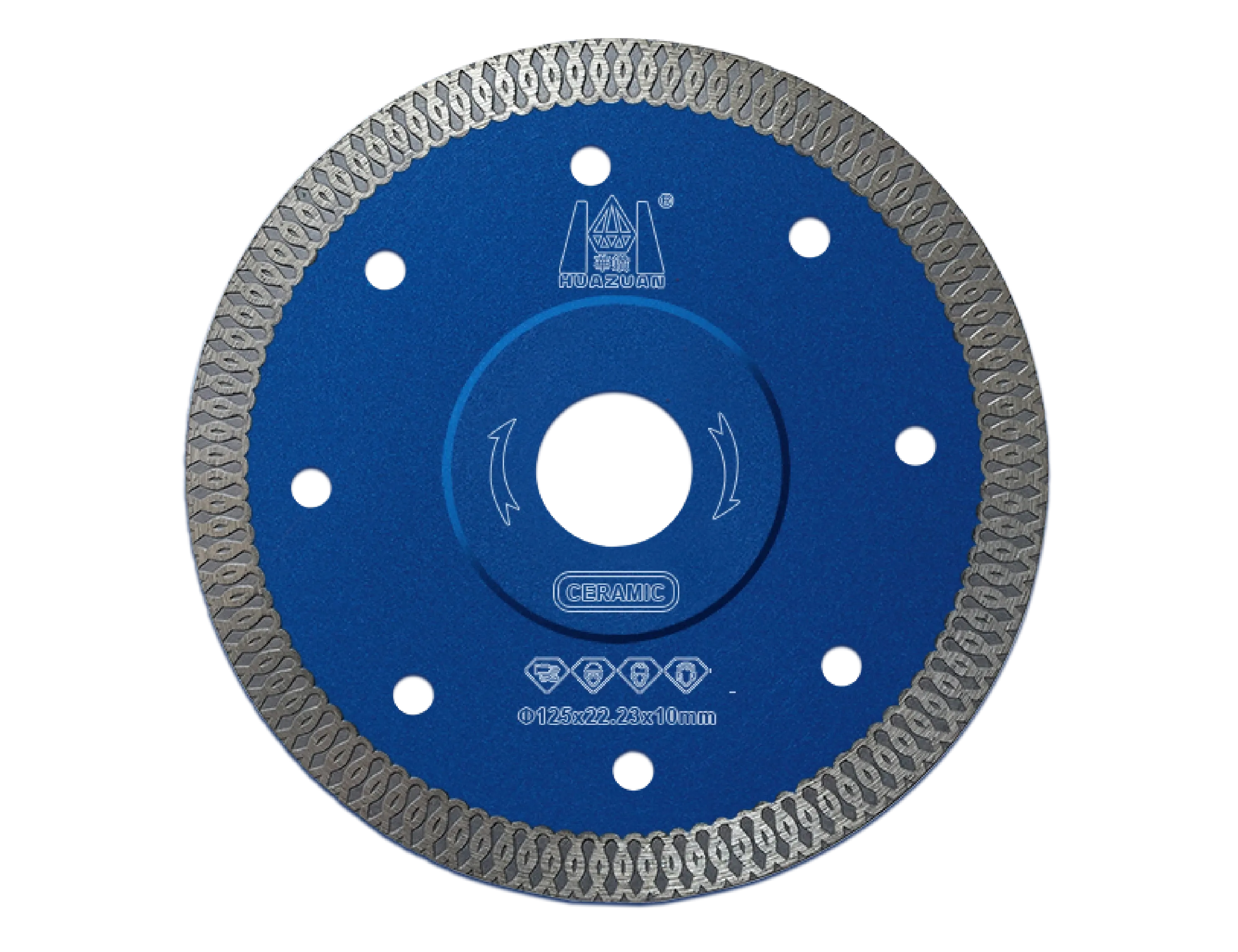
Спечённый алмазный диск для керамики и керамогранита | Спечённый, тонкозернистый | 7–8 | Влажная предпочтительно / сухая (короткие резы) | Плиткорез, УШМ, мостовой станок | Полнотелая керамогранитная плитка; ректифицированная плитка; точная резка архитектурных панелей |
Техническое примечание:
Диаметр диска должен строго соответствовать ограду станка – не превышайте 80% высоты защитного кожуха. Толщина сердечника напрямую влияет на ширину пропила и расход материала: при 3,0 мм пропила на 1 000 резах по 2 400 мм ежедневно теряется более 7 метров распила в пыль. Тонкие диски (2,0–2,5 мм) экономят расход, но требуют большей жёсткости станка и стабильного подачи охлаждения. Все диски компании Dinosaw Machine поставляются с оригинальными сегментами – не допускается использовать сегменты сторонних производителей без проверки совместимости связки.
Выбор диска определяется тремя ключевыми факторами: обрабатываемый материал, тип станка и требуемое качество реза. Ошибка в материале перечёркивает остальные параметры.
Мостовые, круглопильные и ЧПУ-станки требуют разные сердцевины и размеры посадочного отверстия. Перед заказом обязательно уточните диаметр по паспорту, внутренний диаметр и мощность электродвигателя. Техническая служба компании Dinosaw Machine сопоставит модель Вашего станка и спецификацию диска – консультация бесплатна при любом обращении.
Отрезные диски предназначены для угловых шлифмашин и малых настольных станков (типовые диаметры 100–230 мм). Их отличие от полноразмерных пильных дисков — минимальная толщина, лёгкость оборудования и высокая мобильность. В таблице представлены шесть позиций дисков от компании Dinosaw Machine с разбивкой по среде применения.
Продукт | Тип режущей кромки / сегмента | Твёрдость материала (по Моосу) | Сухая/влажная резка | Рекомендуемое оборудование | Лучшее применение |
|---|---|---|---|---|---|
Сегментированный диск для бетона и кладки | Сегментированная кромка | 4–6 (бетон, кирпич, блок, камень) | Сухая или влажная резка | Углошлифовальная машина, настольный станок, напольный станок | Общестроительная резка бетона; снос; блоки; применение на стройплощадке |
Спечённый турбо-диск с непрерывной кромкой | Турбо-непрерывная кромка | 5–7 | Сухая или влажная резка | Углошлифовальная машина, ручная отрезная | Гранит и твёрдая плитка; быстрорез с чистым краем |
Спечённый диск с непрерывной кромкой для плитки | Гладкая непрерывная кромка | 6–8 | Влажная резка (рекомендуется) | Плиткорез, углошлифовальная машина | Керамическая и глазурованная плитка; чувствительные к сколу поверхности; чистый рез |
Ультратонкий турбо-диск типа «сетка» для керамогранита | Ультратонкая сетчатая турбо-кромка | 7–8 | Влажная резка (рекомендуется) | Углошлифовальная машина, плиткорез | Цельнопрессованный керамогранит; плитка толщиной ≤6мм; отсутствие сколов по кромке |
Спечённый турбо-диск с фаской, сегментированный | Фасочная турбо-сегментация | 5–7 | Сухая или влажная резка | Углошлифовальная машина | Быстрое снятие материала с гранита, твёрдого камня; эффективный выброс шлама в узких пропилах |
Сегментированный диск типа T | T-образный сегмент | 4–6 (бетон, асфальт) | Сухая резка | Углошлифовальная машина, напольный станок | Резка бетонных полов; дорожные работы; ремонт асфальта; среды с интенсивным засором |
Техническое примечание по подбору дисков
Главный критерий выбора диска — форма кромки: сегментированная активно удаляет шлам, но оставляет шероховатый край; непрерывная кромка даёт чистый, без сколов рез, требует постоянного охлаждения водой; турбокромка — оптимальный баланс чистоты и производительности. На стройке при невозможности охлаждения используются сегментированные или T-образные диски для сухой резки. В мастерской для плитки и керамогранита всегда применяйте диски с непрерывной кромкой или ультратонкой сеткой с водяным охлаждением.
Проверьте максимальный диаметр диска вашей УШМ (100, 115, 125, 230 мм — наиболее распространены), обороты шпинделя (об/мин) и возможность работы с водой. Все диски для резки бренда Dinosaw соответствуют стандарту безопасности EN 13236. Максимальная рабочая скорость указана на каждом диске — нельзя её превышать. Обязательно проверьте, чтобы допустимые об/мин на диске превышали холостую скорость вашего инструмента.
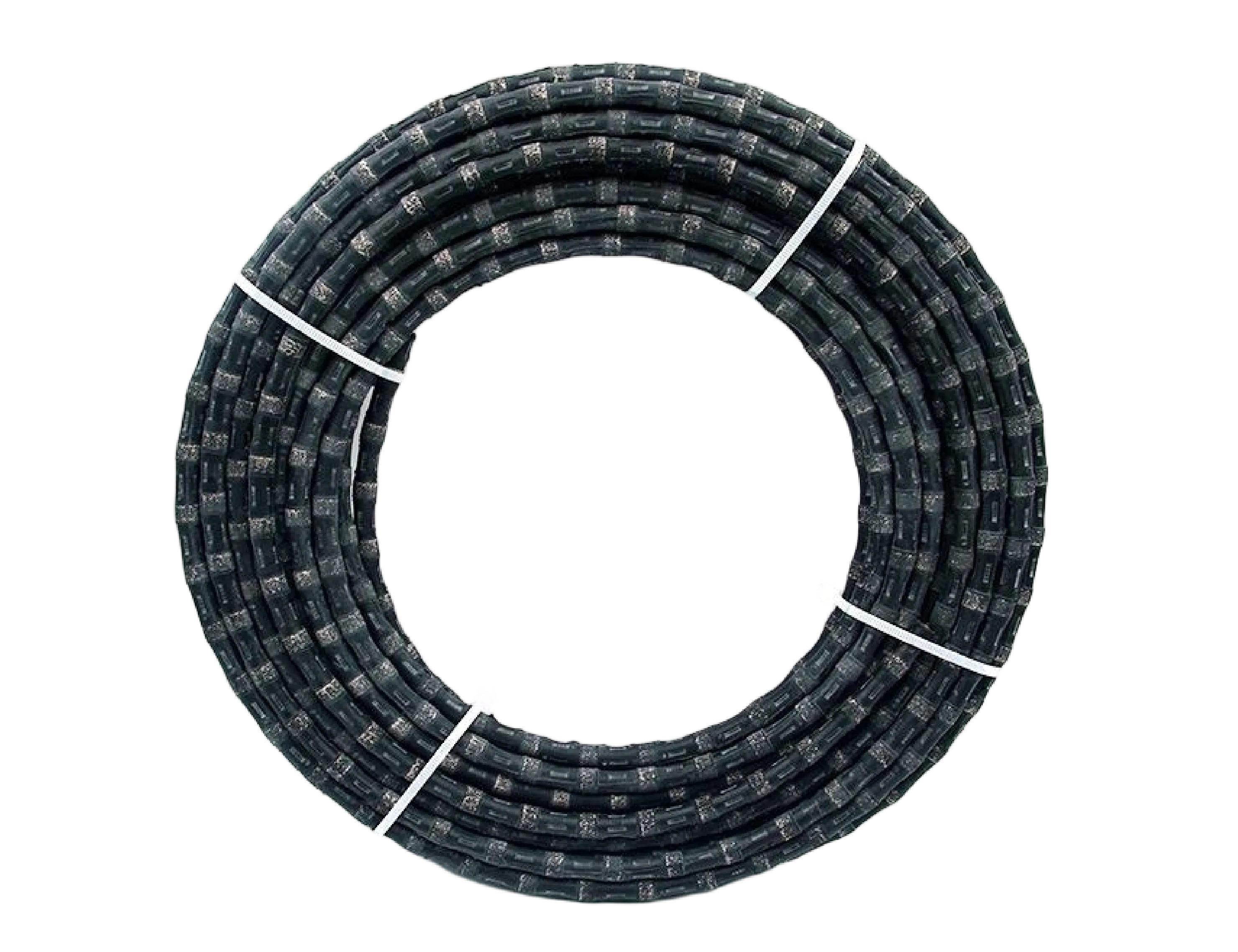
Алмазно-канатная пила — это стальной канат с нанизанными алмазными бусинами, расположенными на регулярных интервалах. Основной инструмент для добычи камня крупных фракций и демонтажных работ: минимальная толщина пропила (0,5 мм при канате 0,35 мм), полное отсутствие вибрации, возможность резки на любую глубину и сложный контур. Подбор каната зависит от типа материала, оборудования и задачи — производство облицовки либо демонтаж.
Продукт | Тип крепления бусин | Твёрдость материала (по Моосу) | Сухая/влажная резка | Рекомендуемое оборудование | Лучшее применение |
|---|---|---|---|---|---|
Гальваническое и вакуумнопаянное алмазное канатное пило | Гальваника / вакуумная пайка | 4–7 (мрамор, гранит, известняк, искусственный камень) | Влажная резка | Канатный станок, ручное оборудование | Фигурная резка по контуру; рез малых радиусов; изделия сложной формы |
Алмазный канат для резки армированного бетона | Спечённая металлическая связка, стальные бусины | Бетон с арматурой | Влажная резка | Гидравлический канатный станок | Демонтаж; резка мостов и инфраструктуры; атомная декомиссия; бетон с арматурой |
Алмазный канат для мрамора | Мягкая спечённая связка, мелкое распределение алмаза | 3–4 | Влажная резка | Многоканатный станок, карьерная канатная машина | Выравнивание мраморных блоков; производство плит; карьерная добыча; элитный камень с минимальными потерями (0,5 мм) |
Алмазный канат для гранита | Жёсткая спечённая связка, высокая концентрация алмаза | 6–7 | Влажная резка | Многоканатный станок, карьерная канатная машина | Резка гранитных уступов в карьере; добыча блоков; продёргивание каната между скважинами после бурения DTH |
Техническое примечание по подбору каната
Диаметр каната, шаг установки бусин и жёсткость связки должны соответствовать диаметру шкива и рабочей скорости канатного станка. Компания Dinosaw Machine поставляет канат любой длины и с индивидуальной подборкой параметров под каждую модель оборудования. Для многоканатных станков (Dinosaw Machine или сторонние бренды) доступен канат Ø0,35 мм для ультратонких плит — не взаимозаменяем со стандартными карьерными канатами. При заказе укажите модель Вашего станка и вид обрабатываемого камня.
В карьере DTH-установки бурят стартовые и приёмные скважины для протяжки каната. Серия DTH QKZ90 (отверстия Φ65–90 мм) оптимизирована под диаметр каната для карьерных станков Dinosaw Machine. Это значит, что весь цикл — бурение скважин, протяжка каната, запуск станка — идёт по интегрированной логистике без риска несовпадения диаметров. Такой подход к комплектации доступен только у комплексного поставщика.
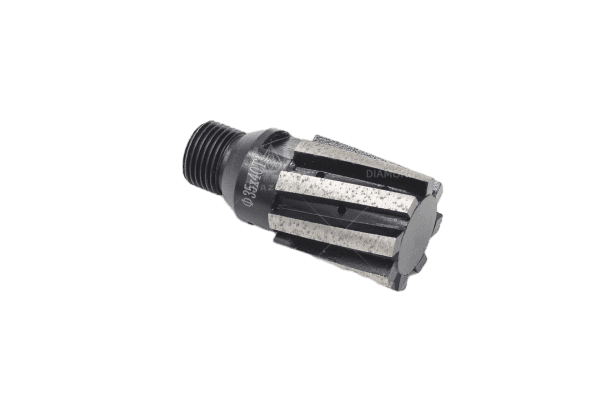
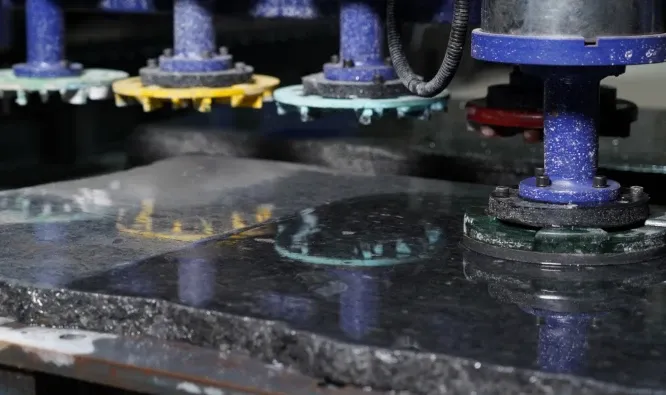
Компания Dinosaw предлагает универсальную линейку алмазных коронок (для сухого и влажного сверления по камню) с широким диапазоном диаметров и двумя режимами сверления. Вместо сравнения моделей, таблица ниже сопоставляет типовые задачи с правильной конфигурацией — состав связки, тип сверления и рекомендуемое оборудование.
Применение | Материал | Рекомендуемая связка | Оптимальные условия |
|---|---|---|---|
Отверстия в столешницах (мойка, смеситель, фурнитура) | Гранит, мрамор, кварц, искусственный камень | Спечённая (твердый камень) / полимерная (мягкий камень) — влажная резка | Поточная фабрика; станок с ЧПУ для сверления; критична минимальная скола кромки |
Керн отбор и направляющие отверстия в карьере | Гранит, мрамор, базальт, известняк | Спечённая корка, высокая концентрация алмаза | В паре с пневмоударной установкой или портальным сверлильным станком; геотехническое бурение |
Строительное бурение (анкеры, гильзы, вентиляция) | Железобетон, блок, кирпич | Связка — спечённая, армированная; стальная бусина для арматуры | Буровая установка на объекте, ручная дрель; пересечение арматуры обязательно |
Бурение стекла и специальных материалов | Стекло, керамическая плитка, керамогранит, искусственный камень | Гальваническое (мелкое зерно) / вакуумное спекание | Станок с ЧПУ или сверлильный пресс; низкие обороты и постоянная подача воды строго обязательны |
Техническое примечание:
Рабочий ресурс алмазной коронки сильно зависит от твёрдости обрабатываемого материала и качества охлаждения: мрамор и мягкий известняк — до 1 200 погонных метров на одну коронку в оптимальных условиях на производстве; твёрдый гранит — 200–500 метров. Приведённые значения справочные. Для оборудования Dinosaw предусмотрена услуга восстановления: изношенные коронки можно вернуть для замены сегментов по цене ниже покупки нового инструмента, что особенно выгодно при серийном производстве с большими диаметрами.
Диаметр коронки должен соответствовать требуемому отверстию, а не максимально возможному диаметру станка. Типовые размеры: под стандартный смеситель — 35 мм; под мойку — стартовый 60 мм; отбор керна со столешницы 50–100 мм; направляющие отверстия для пневмоударников — 65–90 мм; архитектурные колонны до 600 мм (требуется портальный сверлильный станок). При диаметре свыше 150 мм обязательно использование станка на столе или портала — ручные дрели не обеспечивают необходимую жёсткость или крутящий момент для таких работ.
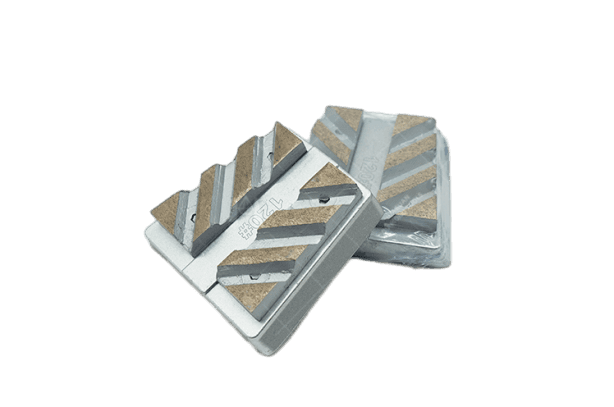
Данная категория объединяет оснастку для четырёх технологических подпроцессов обработки поверхности и кромок камня. Сравнения в таблице сгруппированы по назначению, а не по названию продукта: чтобы выбрать оптимальный инструмент, важно учитывать его позицию в технологической цепочке, а не только маркировку.
Первая операция после резки — устранение перепадов по толщине, снятие следов пиления, подготовка основы к полировке. Данные инструменты применяются на линиях непрерывной полировки или автономных станках для шлифования.
Изделие | Связка | Зернистость | Сухая/влажная обработка | Рекомендованное оборудование | Оптимальная задача |
|---|---|---|---|---|---|
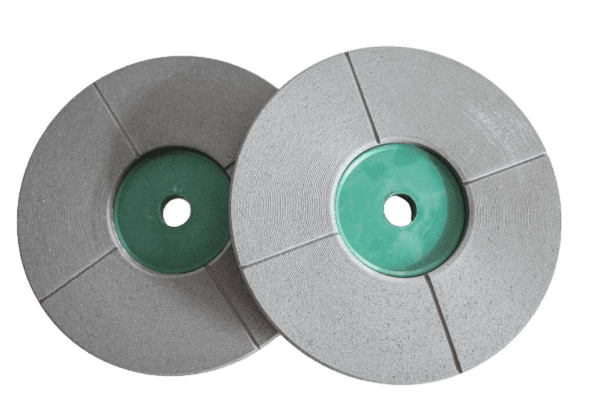
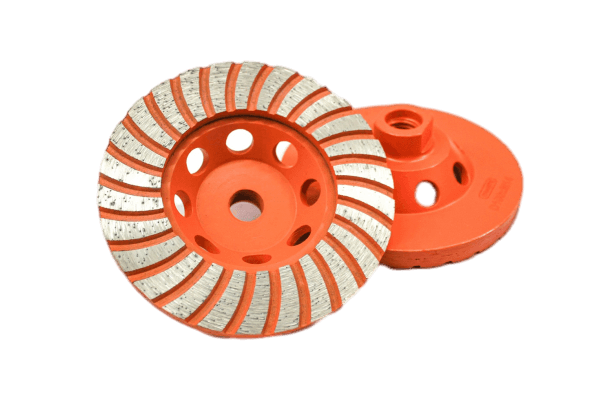
Алмазный чашечный круг | Металлическая связка | 16–120 грит | Влажная или сухая | Угловая шлифмашина, напольный либо кромкообрабатывающий станок | Выравнивание слэба; восстановление плоскости пола; снятие фаски; удаление эпоксидного покрытия |
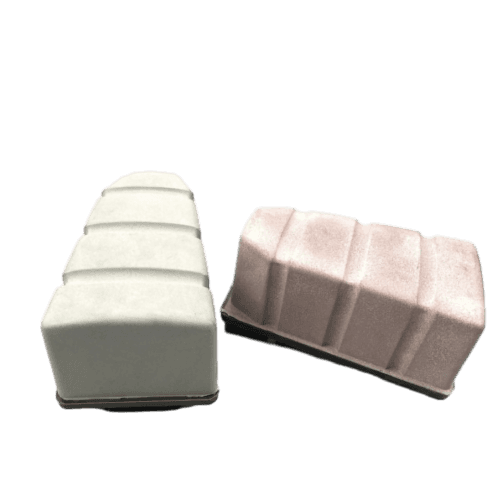
Fickert алмазный на металле | Металлическая связка | 24–120 грит | Влажная | Линия непрерывной полировки, автокалибровочный станок | Высокопроизводительная калибровка слэбов; шлифовка гранита; снятие припуска до этапа полировки |
Fickert алмазный на связке смолы | Полимерная связка | 120–400 грит | Влажная | Линия непрерывной полировки | Переходная шлифовка между обработкой и полировкой; удаление рисок на мраморе и граните |
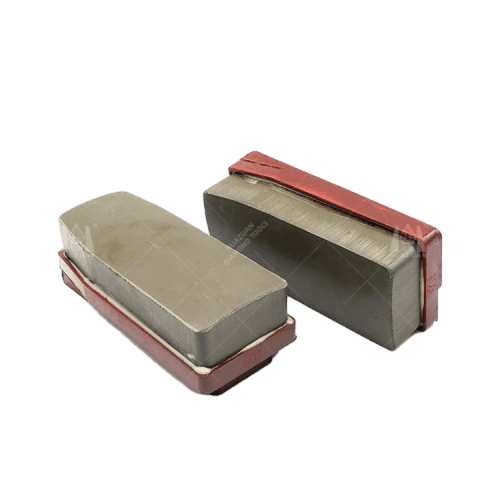
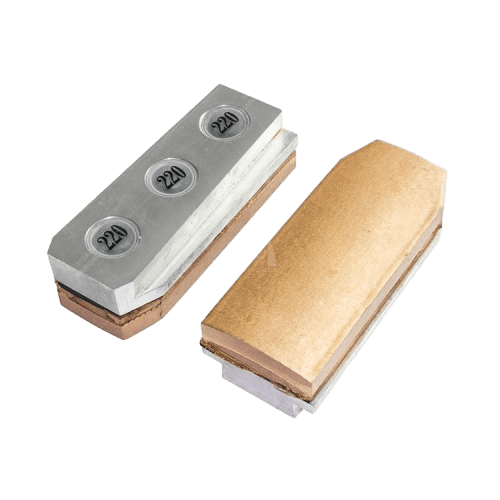
Франкфурт алмазный на металле | Металлическая связка | 24–80 грит | Влажная | Калибровочный полировальный станок | Калибровка мрамора и гранита; нормализация толщины до полировки |
Магнезитовые и синтетические абразивы | Магнезит/синтетика | Средняя/мелкая | Влажная | Линия непрерывной полировки | Осветление мрамора; промежуточный этап полировки между шлифовкой и финишной доводкой |
Шлифовальный диск на металле/смоле | Металлическая или полимерная связка | Крупная/средняя | Влажная или сухая | Угловая и плоскошлифовальная машина | Плоская шлифовка слэба; удаление дефектов; предварительная подготовка к полировке |
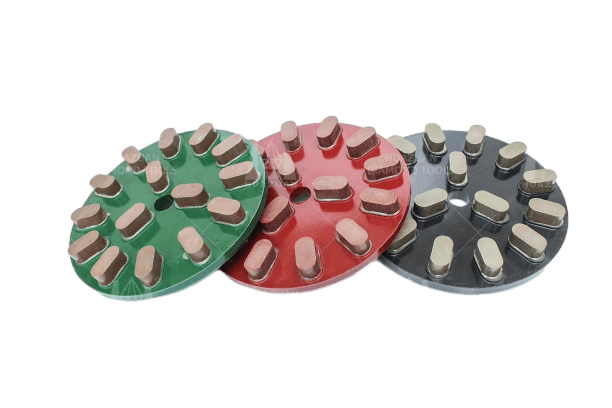
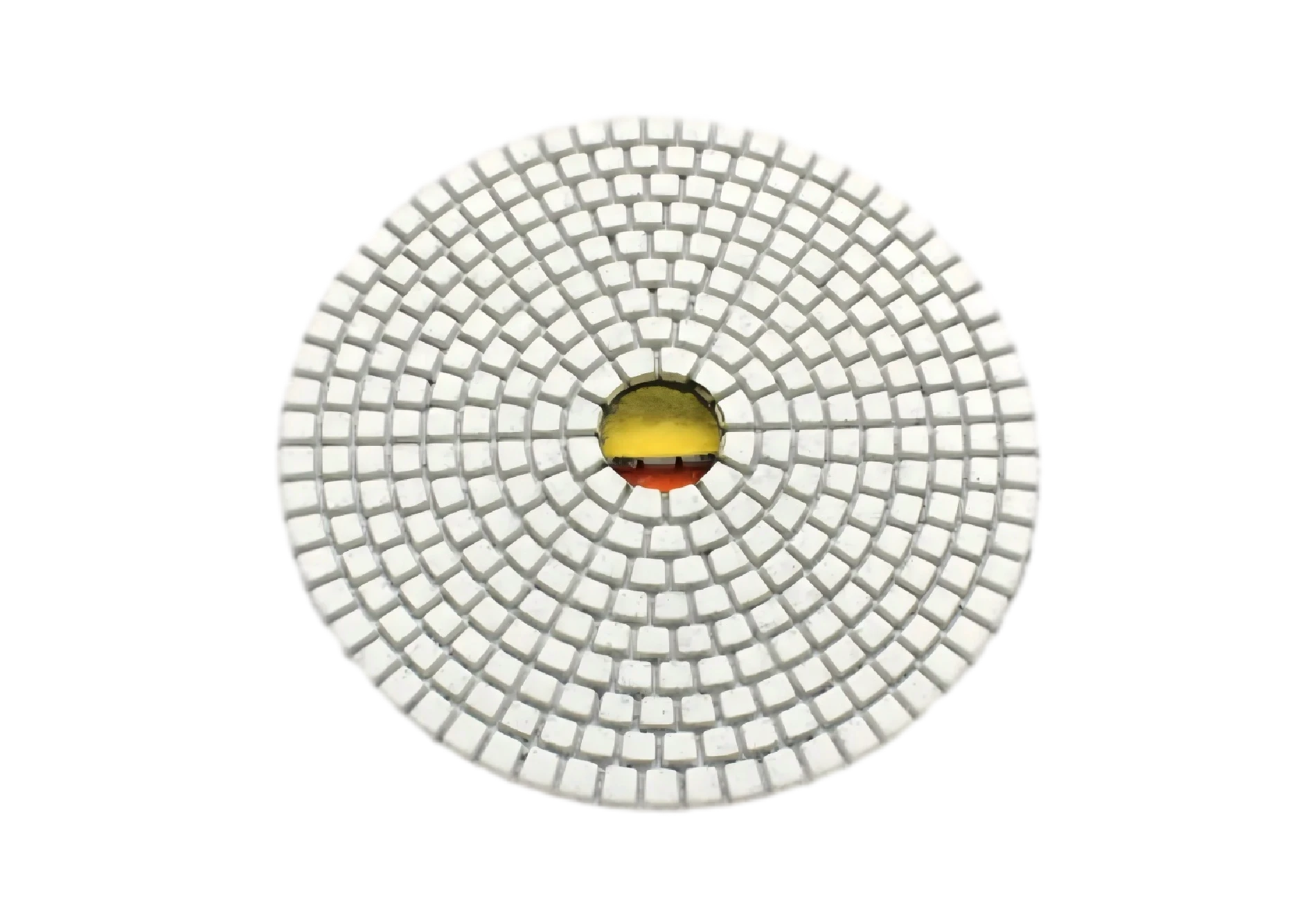
После шлифования выполняется поэтапная полировка — последовательное повышение зернистости от крупной к тонкой. Классическая «лесенка» 7 шагов (50# → 100# → 200# → 400# → 800# → 1500# → 3000# + Buff) позволяет получить зеркальный блеск гранита и мрамора. Укороченные схемы — 3/5 шагов — применяются для мягких пород, либо для доводки предварительно обработанных слэбов.
Изделие | Связка | Зернистость/этап | Сухая/влажная обработка | Рекомендованное оборудование | Оптимальная задача |
|---|---|---|---|---|---|
Алмазные полировальные пады (связка смола) | Полимерная связка | 50# → 3000# + Buff | Влажная (оптимально) или сухая | Ручная полировальная машина, автомат для слэбов, кромкоцентр | Полная лесенка зернистости для гранита, мрамора, кварца; зеркало за 7 этапов; доводка кромки |
Франкфурт алмазный на связке смолы | Полимерная связка | 200–3000 грит | Влажная | Линия непрерывной полировки, автомат | Финишная полировка мрамора, известняка; доводка мягких пород |
Полировальный диск | Полимерная связка | 400–3000 грит | Влажная | Ручной полировальный или мостовой станок | Поверхностная финишная полировка; полировка памятников; индивидуальные малые изделия |
Алмазная щётка antique | Синтерованная гибкая | Крупная/средняя | Влажная | Щёточная машина, угловая шлифмашина | Создание фактуры antique/leather на граните и мраморе; брашированная отделка для пола и облицовки |
Профилирующие инструменты создают формы и вырезы, определяющие конечный вид изделия: радиус, бык, фаска, «водопад» на столешницах; вырезы под мойку; фаска по периметру плитки. Применяются на ЧПУ, кромкообрабатывающих станках и УШМ.
Изделие | Связка | Материал | Сухая/влажная обработка | Рекомендованное оборудование | Оптимальная задача |
|---|---|---|---|---|---|
Профильный алмазный круг | Синтерованный/напаянный | Гранит, мрамор, кварц, керамогранит | Влажная | Кромкообрабатывающий станок, ЧПУ-фрезер | Формование кромок столешниц (бык, фигурная, фаска, водопад); массовое профилирование на линии |
Фрезы алмазные профильные | Синтер (твердый камень) / Напайка (мягкий камень) | Гранит, мрамор, кварц, стекло, керамогранит | Влажная | ЧПУ-фрезер, кромкообрабатывающий, УШМ | Профилировка кромки; зачистка стыков; прорезка канавок; ресурс в 50 раз выше победитовых на граните |
Барабанная алмазная фреза для ЧПУ-вырезов моек | Синтерованная | Гранит, мрамор, искусственный камень | Влажная | ЧПУ-мостовой станок, ЧПУ-фрезер | Формование вырезов под мойку/раковину; предварительное профилирование; автоматика на ЧПУ |
Алмазная пальчиковая фреза для внутренних вырезов | Синтер | Гранит, мрамор, кварц, керамогранит | Влажная | ЧПУ-фрезер, мостовой станок | Отверстия под смеситель; закругление внутренних углов; начальные пропилы; альтернатива лобзику по твёрдому камню |
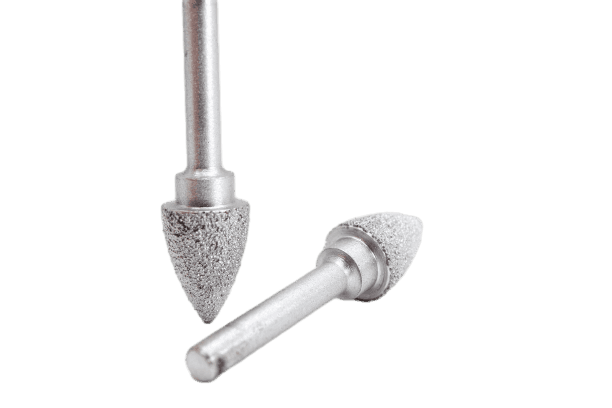
Гравировальные инструменты используются на ЧПУ-станках для ритуального надписывания, барельефной резки, 2D/3D декорирования и индивидуальных заказов. Выбор связки — синтер для гранита, пайка для мрамора — определяет линию работы и ресурс на сложном контуре.
Изделие | Связка | Материал | Сухая/влажная обработка | Рекомендованное оборудование | Оптимальная задача |
|---|---|---|---|---|---|
ЧПУ-гравировальная алмазная фреза | Синтер мелкое зерно/вакуумная пайка | Гранит, мрамор, известняк, керамогранит | Сухая или влажная | ЧПУ-гравировальный станок | Надписи на памятниках; барельеф; 2D/3D орнамент; художественная гравировка |
Профильные алмазные фрезы | Вакуумная пайка, мелкое зерно | Мрамор, известняк, мягкий камень | Сухая/влажная | ЧПУ-фрезер, гравировальный станок | Сложная детализация букв; архитектурный декор; рельефная обработка мягких пород |
Выбор инструмента в данной категории определяется Вашим этапом обработки, видом камня и параметрами Вашего оборудования. Быстрый справочник ниже связывает типовые работы с оптимальным инструментом. Далее приводятся подробные рекомендации по каждому подпроцессу.
| Ваша технологическая операция | Рекомендуемый инструмент | Ключевой параметр |
|---|---|---|
| Выравнивание и калибровка плиты | Фиккерт или Франкфурт на металлической связке → Фиккерт на полимерной связке | Стартуем с зернистости 24–80; поэтапное увеличение до 200–400 перед переходом к полировке |
| Зеркальная полировка гранитной столешницы | Алмазные полировальные пады — 7-ступенчатая система (от 50# до 3000# + Buff) | Мокрая полировка; стабильные обороты; проход всех зернистостей |
| Антик/Кожа — создание текстуры поверхности | Алмазная щётка для антика | Грубое зерно; влажная или сухая обработка; равномерное давление по всей поверхности |
| Фаска столешницы (профиль: «бык», «карниз», скошенный) | Алмазный профильный или фрезерный сегмент | Связка в зависимости от твёрдости камня: спечённая для гранита/кварцита, вакуумно-паянная для мрамора |
| Вырез под мойку/раковину (ЧПУ) | Фреза-восьмёрка для входного отверстия → Барабан для формования выреза → Профильная головка для кромки | Всё в одном ЧПУ-цикле; обработка только мокрым способом |
| Надписи на памятнике/2D-3D гравировка | Алмазная гравировальная фреза (ЧПУ-станок) | Тонкозернистая вакуумно-паянная для мрамора; спечённая для гранита; важно контролировать подачу |
| Шлифовка бетона и подготовка основания под покрытие | Алмазный чашечный диск (T-сегмент — для снятия покрытия; двухрядный — для выравнивания) | Металлическая связка; мокрая или сухая обработка; подбор зерна под твёрдость основания (PSI) |
Большинство шлифовальных и полировальных инструментов компании Dinosaw Machine оснащены липучкой (Velcro) или стандартным резьбовым креплением М14. Для линий непрерывной полировки плит стандарта Fickert / Frankfurt обязательно уточняйте число головок и размеры тримачей-сегментодержателей. Для инструмента ЧПУ (фрезы, гравёры) проверьте тип хвостовика, диаметр (чаще всего 6 или 8 мм для фрез по буквам), максимально допустимые обороты шпинделя. Инструмент Dinosaw предварительно тестируется на оборудовании Dinosaw и совместим с большинством сторонних марок. При сомнении запросите чек-лист совместимости, указав марку и модель Вашего оборудования.
Компания Dinosaw располагает двумя специализированными производственными площадками: одна выпускает оборудование для обработки камня, вторая — алмазный инструмент. Это обеспечивает тесное взаимодействие инженерных команд, разрабатывающих рабочие параметры оборудования Dinosaw Machine, с производством оснастки. OEM-производители алмазных дисков, дистрибьюторы инструмента и фабрики, закупающие расходные материалы оптом, получают прямой доступ к таким решениям.
Для заводов, которые строят или расширяют линии по обработке камня, компания Dinosaw Machine способна предложить комплектацию инструмента для всех этапов технологического процесса — резка, шлифование, полировка, сверление. Всё осуществляется через одного инженера, что минимизирует издержки на логистику и координацию между несколькими поставщиками расходников.
Выберите нужную систему ЧПУ, мощность двигателя и уровень автоматизации для максимальной эффективности.
Настройте размеры стола, длину направляющих и толщину пропила под задачи Вашего цеха.
Услуги OEM: любой цвет корпуса станка, нанесём логотип на оборудование и интерфейс.
 Русский
Русский
Получите быстрое решение
Чат онлайн
Здравствуйте, вас приветствует Lizzy из компании Dinosaw (не робот). Какой станок (модель) Вас интересует? Пожалуйста, напишите нам в WhatsApp сейчас
Здравствуйте 👋 Чем можем помочь?
 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français 한국어
한국어