






 English
English Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어

Lizzy
您好,我是大鲨鱼机械的 Lizzy(真人回复)。想了解哪款设备型号?请现在添加微信
250-3000mm



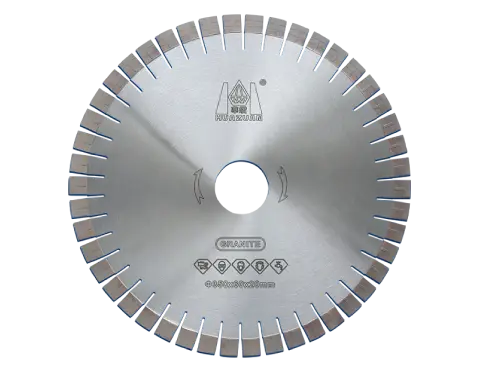
花岗岩刀头,匹配高效洁净板材切割




花岗岩硬度高,需要精准控制刀头金刚石外露度,结合剂硬度均衡,保证切割稳定。
中粗粒刀头(如30/40目),配合湿切,适用于组合大切与桥切机;充足冷却,避免刀头玻璃化。
最终成效:切缝整洁、崩边极少、整板厚度均匀。




致密玄武岩切割时发热高,须搭配高保持力结合剂防止金刚石早期脱落。
硬质结合剂在慢速高负载修边工况下依然保证切缝笔直。
刀头寿命更长,结构稳定,减少返修与停机时间。




砂岩磨损强烈,要求刀头同时具备坚韧和稳定暴露。
组合大切等多片锯系统,强韧结合剂保证速度,同时精准暴露保障切割效率持久。
提升产量,确保每条料尺寸一致。




安山岩密度变化大,不合理参数易致爆边。
合理的结合剂与优化冷却控制,保证中等转速与均匀进给时边缘整齐。
异形精度提升,返工明显减少。




火山岩结构混杂、夹杂物多,粗加工与精加工切缝稳定性挑战大。
专属刀头结构实现稳定进刀和高效排屑,贯穿整个切割流程保障切口质量。
从粗切到精抛,切缝始终保持平稳。
参数可按需求定制。
| 外径 | 刀头尺寸 | 齿数 | |||
|---|---|---|---|---|---|
| 英寸 | mm | 长度/mm | 厚度/mm | 高度/mm | 齿数/片 |
| 10" | 250 | 40 | 3 | 15 | 17 |
| 12" | 300 | 40 | 3 | 15 | 21 |
| 14" | 350 | 40 | 3.2 | 15/20 | 24 |
| 16" | 400 | 40 | 3.4 | 15/20 | 28 |
| 18" | 450 | 40 | 4 | 15/20 | 32 |
| 20" | 500 | 40 | 4.2 | 15/20 | 36 |
| 24" | 600 | 40 | 4.8 | 15/20 | 42 |
| 28" | 700 | 40 | 5.2 | 15/20 | 42 |
| 32" | 800 | 40 | 5.6 | 15/20 | 46 |
| 36" | 900 | 24 | 6/7 | 15/20 | 64 |
| 40" | 1000 | 24 | 6.5/7.5 | 15/20 | 70 |
| 48" | 1200 | 24 | 6.5/7.5 | 15/20 | 80 |
| 51" | 1300 | 24 | 7/8 | 15/20 | 88 |
| 56" | 1400 | 24 | 7.5/8.5 | 15/20 | 92 |
| 64" | 1600 | 24 | 8.4/9.2 | 15/20 | 108 |
| 72" | 1800 | 24 | 9.5/10.5 | 15/20 | 120 |
| 80" | 2000 | 24 | 9.5/10.5 | 20/30 | 128 |
| 88" | 2200 | 24 | 10.5/11.5 | 20/30 | 132 |
| 100" | 2500 | 24 | 11.5/12.5 | 20/30 | 140 |
| 120" | 3000 | 24 | 11.5/12.5 | 20/30 | 160 |
切割更快、寿命更长、边缘更洁净


寿命长,进料稳定,减少换刀与返工。
优化刀头几何形状与冷却控制,崩边更少。
结合剂和金刚石暴露均衡,切口直线度高,板材厚度统一。
耐热金属结合剂
湿切高速下不易玻璃化,适用硬质石材。
自锐型混合砂粒
多粒径砂混合设计,持续暴露新金刚石,保持切割速度稳定。
花岗岩金刚石刀头常见问题

CE认证

100+项发明专利
ISO 9001:2015
行业标准
大鲨鱼机械不仅严格符合国际工程标准,更积极主导相关标准制定。作为多线锯、CNC绳锯机、桥切机等核心标准的主编单位,精准定义制造规范。通过 ISO 9001、CE认证和百余项专利,产品在高负载严苛环境下也保障极致耐用与安全。

75+
全球覆盖国家

20+
机械行业专长
全球75国客户信赖,大鲨鱼机械提供全生命周期质量追溯和二十余类机械行业专属技术支持。从传统矿山开采、石材加工,到半导体、石英玻璃等高精密制造,乃至核退役等特殊领域,一站式方案满足全球苛刻应用。
大鲨鱼机械专注工业级CNC设备制造,针对石材、耐火砖、石英玻璃、石墨、玻璃钢等硬脆材料高精度加工。
工厂直供,无中间加价,为加工厂提供重型设备出厂价,助您控制投资、缩短回本周期。

为全球经销商提供盈利批发合作。特殊需求场景,工程团队支持OEM/ODM定制——按您材料工艺调整设备尺寸、马达功率、CNC参数。

 中文
中文您好 👋 需要什么帮助?