

Caractéristiques & systèmes
Choisissez vos systèmes CNC, puissance moteur et niveau d’automatisation préférés pour une efficacité maximale.
Heures d'ouverture:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
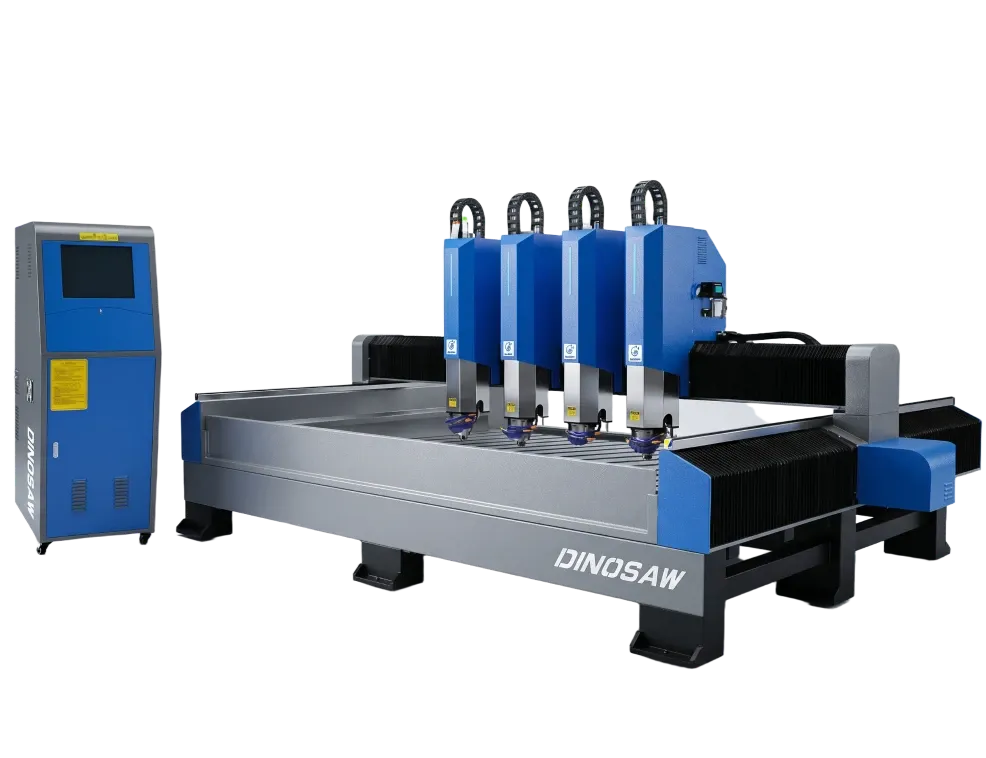
La série ZDDK fonctionne selon trois modes d’usinage distincts, chacun débloquant une classe différente de production. Comprendre quel mode correspond à votre type de production principal est le moyen le plus rapide d’obtenir la bonne configuration.
Trois modes d’usinage
Mode d’usinage | Montage | Hauteur maximale de la pièce | Applications typiques |
Mode standard à plateau plat | Plateau complet en place | Jusqu’à 300 mm | Panneaux en relief, plaques funéraires plates, gravure de carreaux, habillage architectural, relief de surfaces 2D/3D sur dalles |
Mode rotatif (avec appuis de contre-pointe) | Dispositif d’axe rotatif + appuis de contre-pointe montés des deux côtés du plateau | Diamètre adapté au dispositif rotatif | Sculpture cylindrique : colonnes, vases, balustres, rampes, piliers décoratifs — toutes pièces à symétrie de rotation |
Mode de sculpture profonde à plateau ouvert | Plateau retiré; dégagement sol ouvert | Jusqu’à 600 mm | Sculptures sur pied, statues petites ou moyennes, pièces artistiques en pierre, éléments architecturaux dépassant l’épaisseur standard des dalles |
Spécifications de base
Paramètre | ZDDK-1325 | ZDDK-3015 |
|---|---|---|
Zone de travail (X × Y) | 1 300 × 2 500 mm | 3 000 × 1 500 mm |
Précision de positionnement | ±0,03 mm (répétable) | ±0,03 mm (répétable) |
Dévoilement de broche | < 0,005 mm | < 0,005 mm |
Structure du bâti | Acier massif détensionné, recuit haute température + vieillissement naturel | Acier massif détensionné, recuit haute température + vieillissement naturel |
Protection (rails et vis à billes) | Soufflets flexibles qualité nano 360° + lubrification automatisée | Soufflets flexibles qualité nano 360° + lubrification automatisée |
Système de commande | Contrôleur CNC industriel avec algorithme à anticipation | Contrôleur CNC industriel avec algorithme à anticipation |
Compatibilité CAO/FAO | AutoCAD (DXF), ArtCAM, Type3, SprutCAM | AutoCAD (DXF), ArtCAM, Type3, SprutCAM |
Matériaux compatibles | Granit, marbre, calcaire, grès, travertin, onyx, jade, pierre artificielle, céramique, verre | Granit, marbre, calcaire, grès, travertin, onyx, jade, pierre artificielle, céramique, verre |
Refroidissement | Broche refroidie par eau | Broche refroidie par eau |
Protection poussière/eau | Rails et composants d’entraînement totalement étanches | Rails et composants d’entraînement totalement étanches |
Configurations optionnelles
La série ZDDK est conçue pour être configurée à la commande, pas en rétrofit. Indiquez votre mix de production principal et Dinosaw vous recommandera l’ensemble d’options adapté.
Option | Ajout | Idéal pour |
|---|---|---|
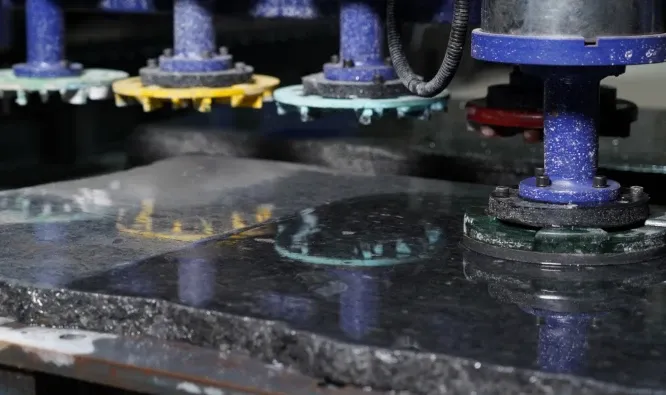
Têtes multi-broches (2, 4 ou plus) | Production simultanée de pièces identiques sur le même plateau — même programme, rendement multiplié | Entreprises funéraires et ateliers traitant des séries importantes de pièces de même taille : ensembles de plaques tombales, carreaux décoratifs identiques, profils de balustre répétitifs |
Axe rotatif + contre-pointe | Permet le mode rotatif pour les pièces cylindriques sans retirage du plateau | Ateliers associant gravure en relief plane et production de colonnes et vases |
Puissance broche renforcée | Broche à couple supérieur pour matériaux durs (granit, quartzite) ou taux de dégagement élevé lors de sculptures profondes | Producteurs de granit en grand volume ; utilisateurs du mode sculpture profonde |
Rails linéaires haute précision | Rails renforcés pour tolérance serrée sur travaux de finition | Travaux artistiques exigeant une précision de surface inférieure à 0,02 mm ; gravure de portraits |
Module de numérisation 3D | Numérise l’objet physique existant en fichier 3D ; génère le chemin d’outils pour copie CNC directe | Ateliers reproduisant des sculptures ou originaux clients en série ; reproduction par lots à partir d’un modèle maître |
La série ZDDK couvre un large éventail de travaux de gravure et sculpture sur pierre — cependant, la bonne configuration dépend entièrement du mix de production que vous réalisez. Trois questions déterminent la spécification.
Cette question unique détermine quels modes d’usinage vous concernent et si la machine de base suffit ou nécessite les capacités rotatives et à plateau ouvert.
La taille de lot et la variété de pièces influent directement sur l’intérêt des têtes multi-broches et du module de numérisation 3D.
La configuration standard de broche traite efficacement le granit, le marbre et les pierres naturelles courantes. Deux cas exigent la broche renforcée :
La série ZDDK offre une compatibilité native avec AutoCAD (DXF), ArtCAM et Type3 — les trois plateformes de conception de gravure sur pierre les plus courantes. Si votre équipe travaille principalement sous ArtCAM ou Type3, aucune conversion n’est requise entre conception et machine. Si vous employez d’autres plateformes CAO, vérifiez la capacité d’exportation avant finalisation de la commande.
Pour les ateliers sans flux CAO existant ni programmeur dédié, le module de numérisation 3D avec intégration SprutCAM offre un chemin pratique : numériser la pièce physique, générer le chemin d’outils, exécuter le programme. Un opérateur général peut gérer l’installation et lancer la production sans expertise CNC spécifique.
Le DS-KR210 repose sur une base robotique industrielle KUKA — l’un des rares systèmes de sculpture sur pierre du marché intégrant un bras robot industriel de marque au lieu d’une machine dédiée. C’est important car les bras KUKA affichent un MTBF de 70 000 heures et une durée de service de 15 ans, tout en offrant la précision mécanique et l’historique des certifications de l’automatisation industrielle, et non d’un équipement pierre spécifique. La capacité de sculpture sur pierre provient de la couche d’ingénierie de Dinosaw sur cette base.
Spécifications principales
Paramètre | DS-KR210 R2700 |
|---|---|
Base robotique | Bras robot industriel KUKA |
Axes | 7 axes |
Portée d’usinage (circonférence) | Périmètre de travail : 3 100 mm |
MTBF (durée de vie) | 70 000 heures / env. 15 ans |
Précision de positionnement | Haute précision — axes intégrés directement dans le bras |
Compatibilité des outils | Lames de scie, fraises, forets de gravure (interchangeables) |
Logiciel de programmation | SprutCAM (programmation hors ligne pour pièces 3D complexes) |
Capacité d’usinage | Géométrie 3D complète : statues, sculptures, colonnes, éléments architecturaux, grands reliefs |
Matériaux compatibles | Granit, marbre, calcaire, grès, travertin — toutes pierres naturelles utilisées en monuments et architecture |
Environnement d’utilisation | Conçu pour environnements industriels difficiles (poussière, eau, vibrations) |
Ces deux machines se recoupent sur certaines applications et sont totalement distinctes sur d’autres. Le choix — ou l’exploitation combinée — dépend de la géométrie pièce, de la structure des lots et de la présence d’un personnel technique capable de gérer l’automatisation programmable. Ce guide traite les deux machines en parallèle car la question centrale des acheteurs est celle du besoin.
Le système robotique nécessite une programmation dédiée pour chaque nouvelle géométrie de pièce. Pour un atelier produisant des pièces sur-mesure variées — designs différents chaque semaine, commandes spécifiques, travaux de réparation et restauration — la charge de programmation annule l’avantage de rendement sur un tourneurs CNC. Si votre enjeu principal est le débit sur du relief plat ou 3D modéré, la machine de gravure CNC offrira un meilleur ratio coût/pièce. Le système robotique rentabilise l’investissement uniquement sur la production répétitive de pièces entièrement tridimensionnelles complexes, jamais sur la diversité.


Les opérations de gravure sur pierre varient autant que les pièces produites. Une société funéraire réalisant en série des plaques en granit identiques possède des besoins d’ingénierie différents de ceux d’un studio architectural finissant des panneaux en marbre uniques ou d’un atelier de sculpture reproduisant des figures bouddhistes via scan maître. Les configurations machine standards constituent un point de départ, non une limite.
Dinosaw collabore avec les entreprises de gravure pour configurer le matériel en fonction des exigences exactes : dimensions de plateau adaptées à votre format standard de dalles et non génériques ; configurations multi-broches ajustées à votre volume pièce et lot ; puissance de broche et spécifications de guides sélectionnées selon la dureté de pierre principale et non dans une optique polyvalente ; intégration du scan 3D au flux de travail si la reproduction à partir d’originaux physiques est un besoin récurrent. Pour ceux qui envisagent le système robotique de sculpture, l’équipe d'ingénierie Dinosaw assure le paramétrage SprutCAM, la formation opérateur et conseille sur l’ensemble d’outils (lames de scie, fraises, forets de gravure) adapté à la géométrie de vos pièces cibles. Décrivez votre profil de production et les pièces à réaliser, Dinosaw spécifiera la configuration optimisant l’économie du projet.
Choisissez vos systèmes CNC, puissance moteur et niveau d’automatisation préférés pour une efficacité maximale.
Ajustez les dimensions de table, longueurs de rails et épaisseurs de coupe selon l’espace atelier et les tailles de dalles.
Services de marque privée incluant couleur machine personnalisée et logo sur matériel et interface logicielle.
 Français
Français
Obtenez une solution simple
Discussion en ligne
Bonjour, ici Lizzy de Dinosaw Machine (pas un robot). Quel modèle de machine vous intéresse ? Veuillez nous contacter sur WhatsApp dès maintenant.
Bonjour 👋 Comment pouvons-nous vous aider ?
 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Русский
Русский 한국어
한국어