















Caractéristiques & systèmes
Choisissez vos systèmes CNC, puissance moteur et niveau d’automatisation préférés pour une efficacité maximale.
Heures d'ouverture:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
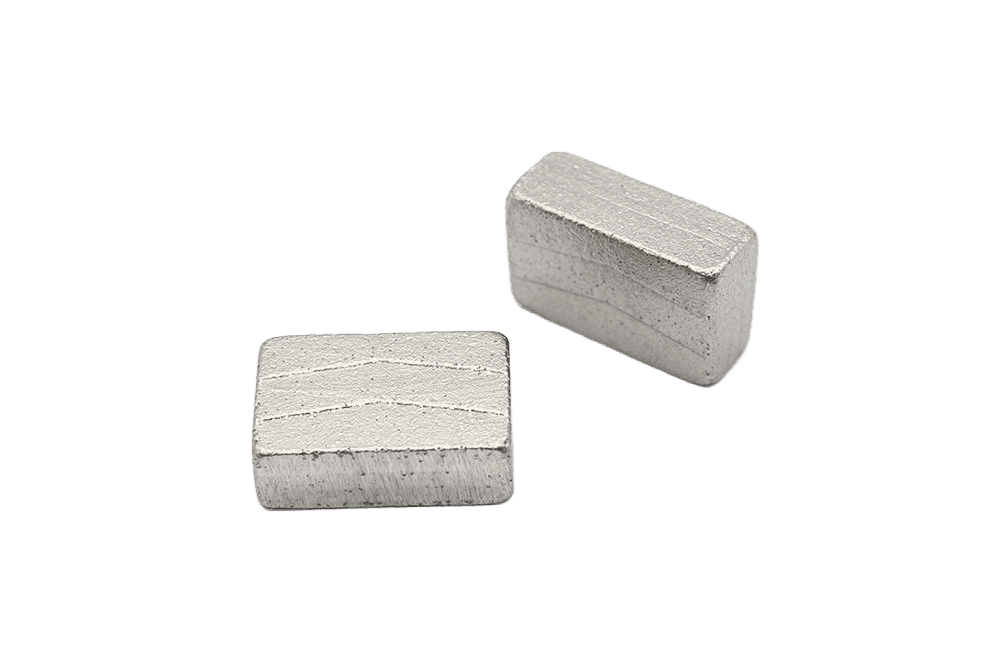
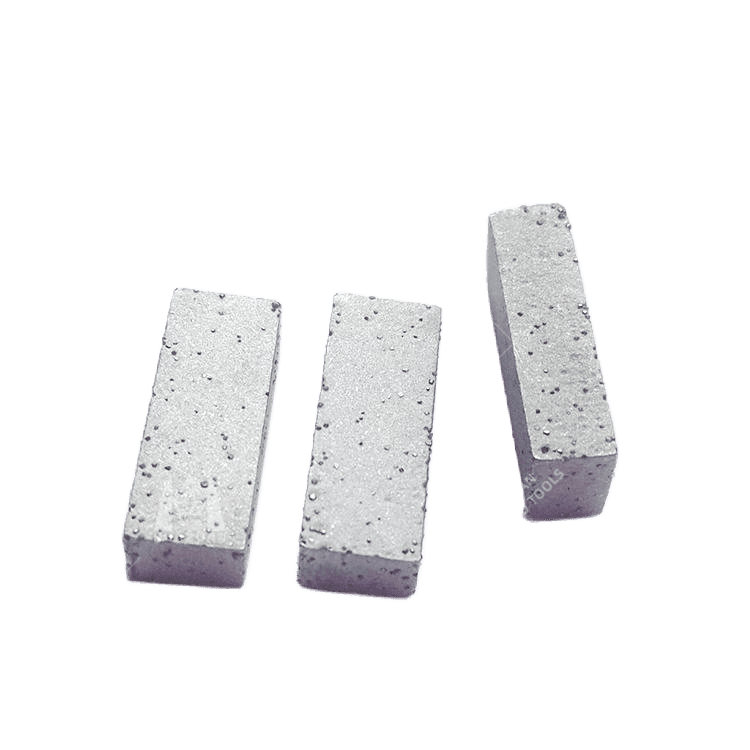
Les segments diamantés sont les composants d'usure pour la coupe, frittés ou soudés sur les lames de scie, châssis multilames et couronnes de forage. La bonne spécification d’un segment — dureté du liant, granulométrie du diamant et profil du segment — dépend de la dureté et de l’abrasivité de la pierre selon l’échelle de Mohs, et non pas de la marque de la machine. Le tableau ci-dessous compare les quatre modèles de segments de Dinosaw Machine selon les paramètres d’application.
Produit | Type de liant | Dureté du matériau (Mohs) | À sec / À l’eau | Machine recommandée | Cas d’utilisation optimal |
|---|---|---|---|---|---|
Segment diamanté pour granit | Matrice frittée métallique (dure) | 6–7 (dur : granit, quartzite, basalte) | Utilisation à l’eau obligatoire | Débiteuse, débiteuse à pont, châssis multilame | Usine de dalles à haut rendement ; rechargement de lame circulaire à granit ; ligne de production sur débiteuse à pont |
Segment marbre pour pierre tendre | Matrice métallique frittée (souple/moyenne) | 3–4 (marbre, calcaire, travertin, onyx) | Utilisation à l’eau (recommandée) | Débiteuse, machine à découpe multi-lames | Usine de dalles de marbre ; découpe grand format en continu ; rechargement de lame châssis multilame |
Segment diamanté pour châssis multilame pierre tendre | Matrice métallique frittée (cuivrée, tendre) | 3–5 (marbre, calcaire, grès) | Utilisation à l’eau obligatoire | Châssis multilame (multi-lames) | Débitage bloc/dalle ; production grands volumes marbre/calcaire |
Segment diamanté pour couronne de forage | Matrice métallisée frittée (adaptée au Ø de la couronne) | 4–7 (granit, marbre, béton, pierre artificielle) | À l’eau (recommandé) / À sec (faible profondeur seulement) | Machine de carottage, perceuse manuelle, machine de perçage CNC | Recharge de couronnes, consommable pour usine de perçage, segments de remplacement |
Note technique :
La dureté du liant est le paramètre majeur : un liant souple sur pierre dure expose toujours du diamant neuf ; un liant dur sur pierre tendre retient trop les grains, qui s’émoussent. Un mauvais appairage liant/matériau cause l’usure prématurée des segments et une coupe de qualité dégradée. Dinosaw Machine propose des segments formulés à façon — contactez notre support technique avec type de pierre, diamètre de lame et régime machine (tr/min) pour une spécification adaptée.
La sélection d’un segment suit une logique axée matériau. Ce processus vous concerne tant pour une commande de lames neuves que pour le rechargement d’une lame existante.
Dinosaw Machine fournit les segments en 4 formats : sur lame soudée laser (préassemblé), segments en vrac pour rechargement, lots industriels pour programmes usine, spécification sur mesure pour fabricants OEM. Minimum de commande et délai selon format — demandez un devis avec votre volume annuel pour tarification dédiée.
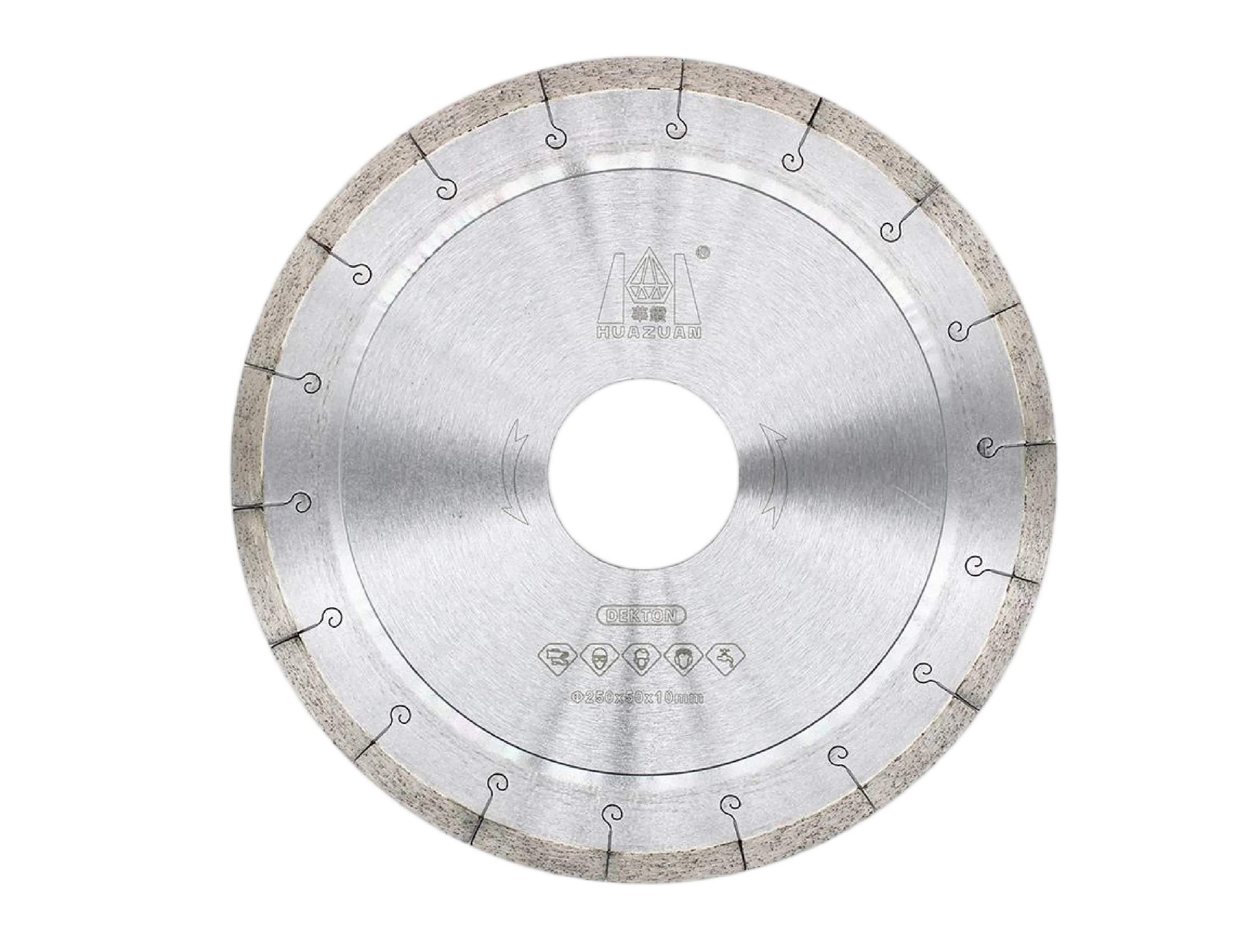
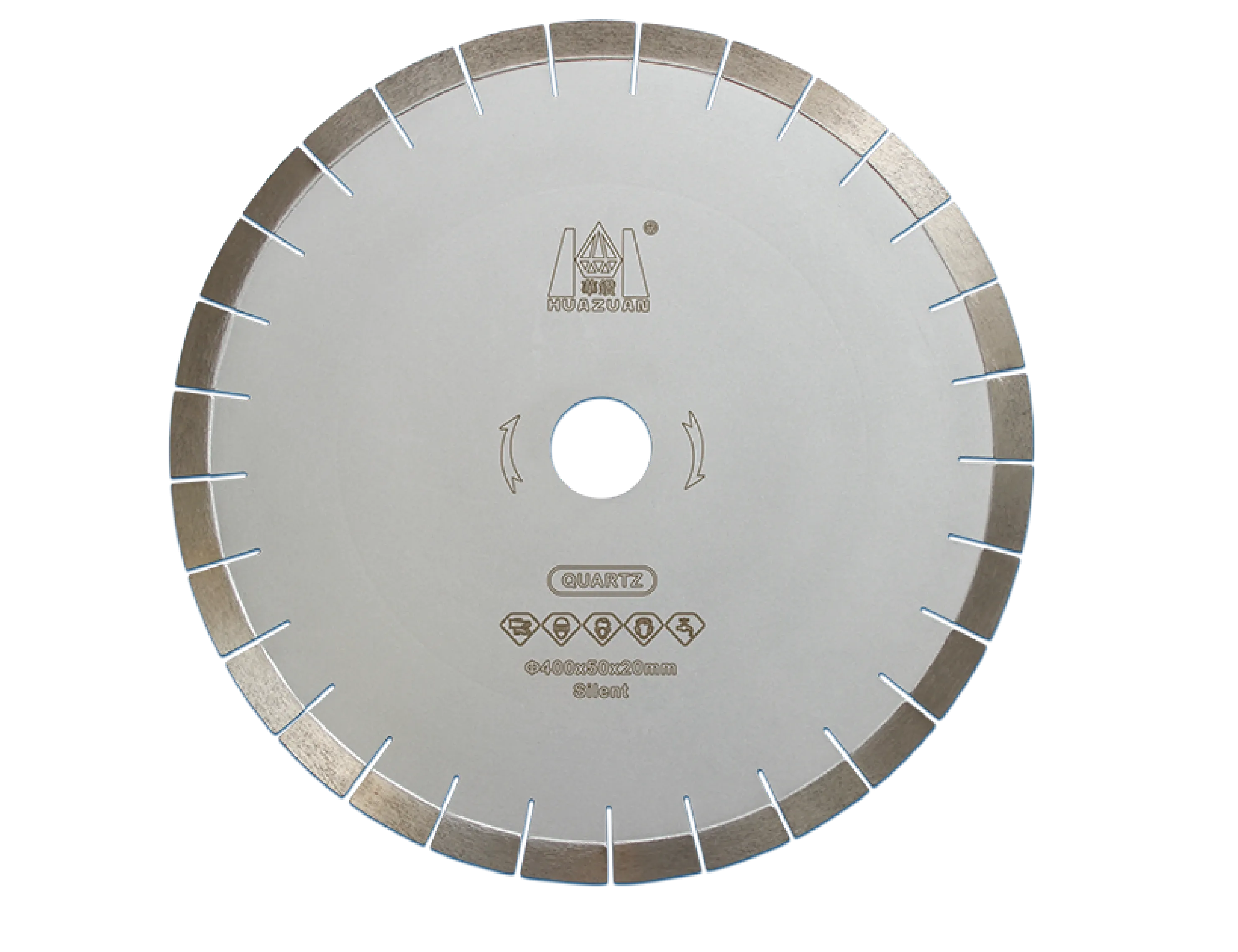
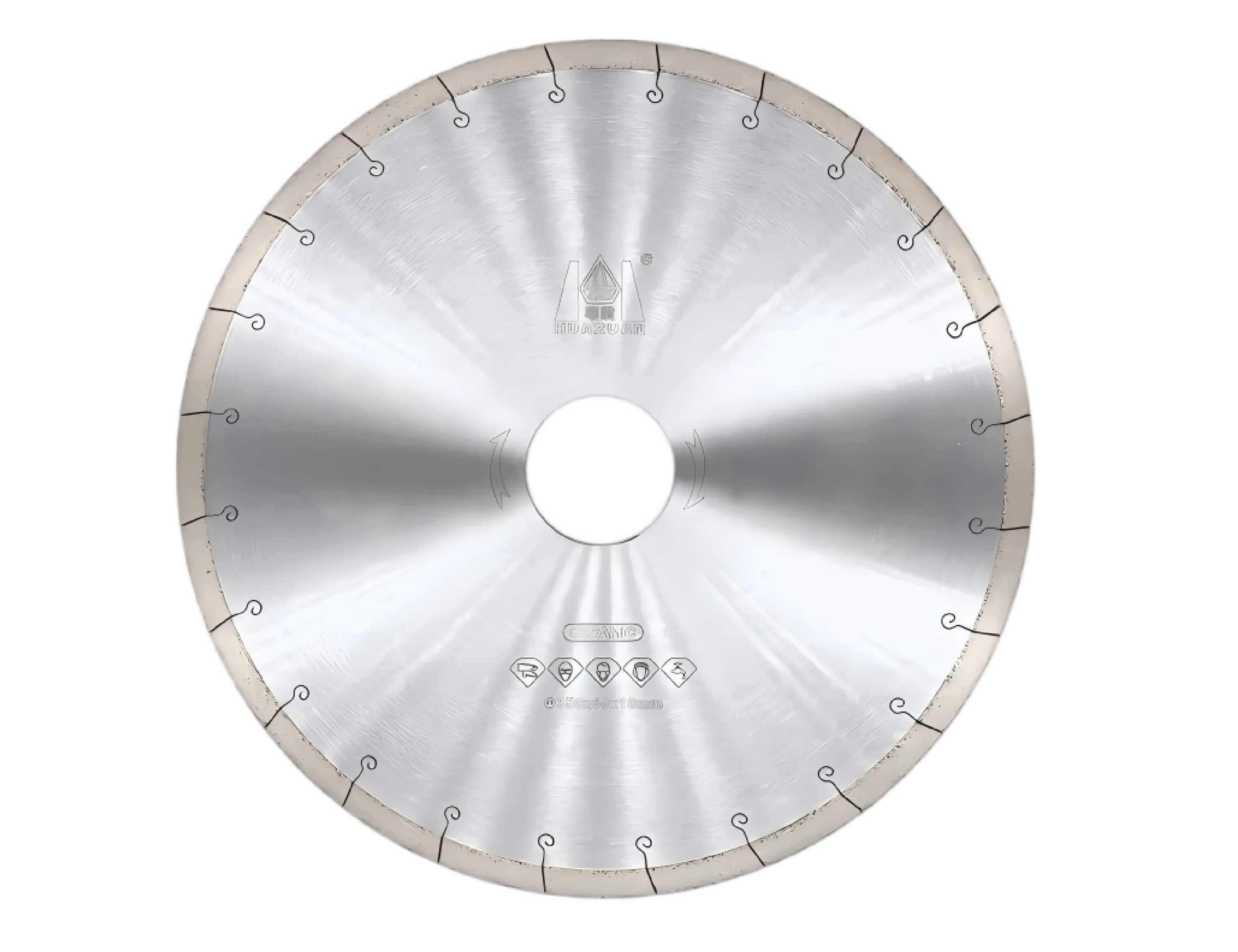
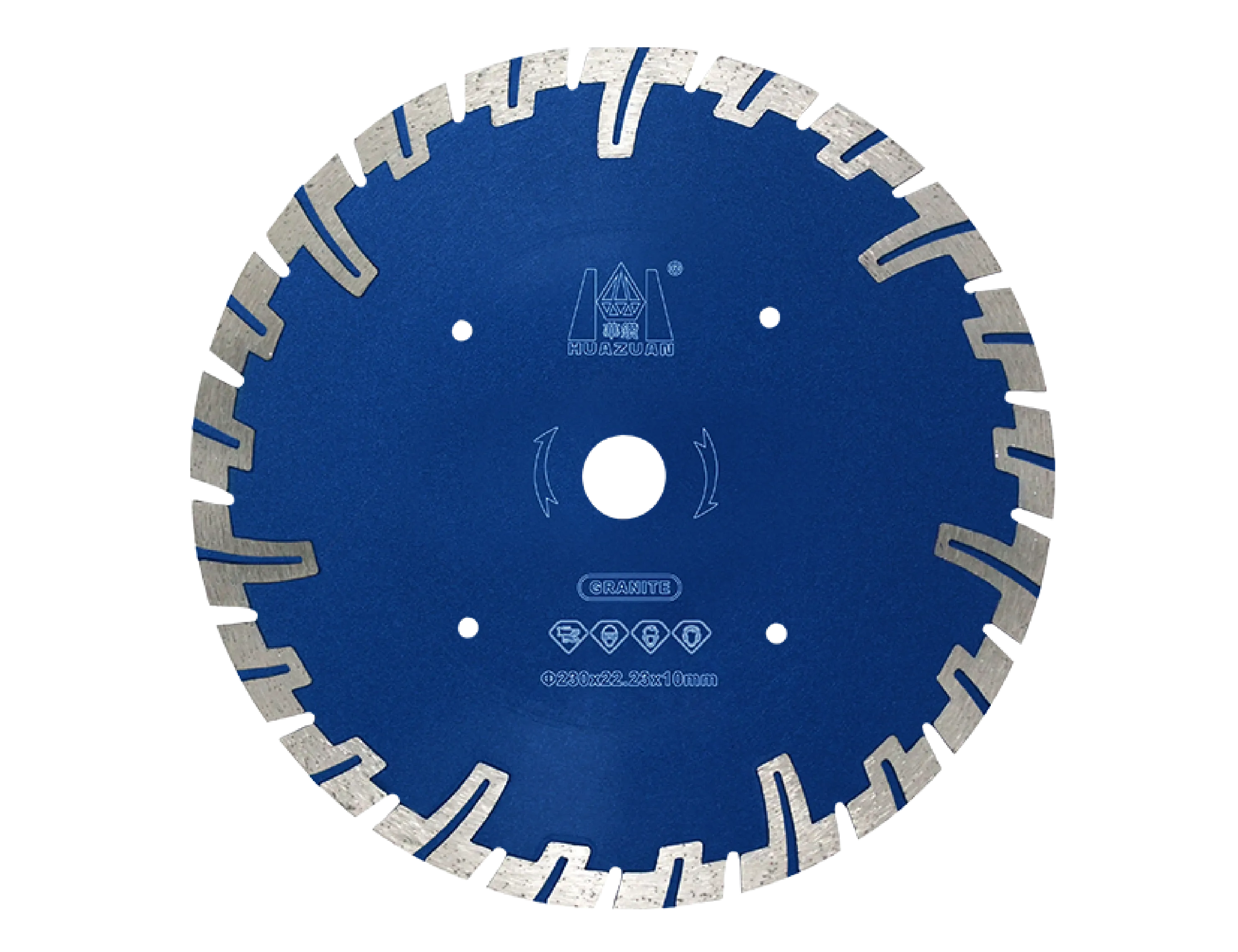
Les lames diamantées diffèrent des disques de coupe par leur diamètre, l’épaisseur du noyau central et la typologie de segments. Elles s’utilisent majoritairement sur débiteuse à pont, débiteuse et machines multi-lames horizontales, là où la régularité de la profondeur et la largeur de trait sont critiques. Le tableau ci-après compare les six modèles Dinosaw Machine selon matériau et application.
Produit | Style de segment / liant | Dureté du matériau (Mohs) | À sec / À l’eau | Machine recommandée | Cas d’utilisation optimal |
|---|---|---|---|---|---|
Lame diamantée pour granit | Segments frittés soudés laser ; segmentés | 6–7 | À l’eau | Débiteuse à pont, débiteuse, CNC | Découpe de dalle & carreau granit ; fabrication plans de travail ; ligne de production à avance rapide |
Lame diamantée pour marbre | Fritté ; segment continu ou fin | 3–4 | À l’eau | Débiteuse à pont, débiteuse | Découpe de dalle marbre ; usinage carrelage décoratif ; précision sans vibration |
Lame diamantée horizontale | Fritté ; grand diamètre segmenté | 5–7 | À l’eau | Machine multi-lames horizontale | Équarrissage ; coupe bordure ; débit horizontal grand format en granit/marbre |
Lame diamantée pour Dekton et pierre frittée | Fritté extra-fin/soudé vide ; soudé sous vide | 7–9 (céramique frittée ultra-dure) | À l’eau (obligatoire, ≥8 L/min) | Débiteuse CNC à pont, scie de table de précision | Dalles Dekton, Neolith, Lapitec, grès cérame fritté ; élimination totale de l’écaillage sur chants |
Lame diamantée pour quartz | Fine épaisseur électrodéposée ; contrôle des éclats | 6–7 (quartz composite + résine) | À l’eau (refroidissement continu) | Débiteuse CNC à pont, scie de table | Découpe plans de travail quartz technique ; chant sans éclat sur revêtement résine |
Lame diamantée frittée pour céramique et grès cérame | Fritté grain fin | 7–8 | Préférablement humide / À sec (courte série) | Scie à carreaux, meuleuse angulaire, débiteuse à pont | Grès cérame pleine masse ; carreau rectifié ; découpe panneau céramique architecturale |
Note technique :
Le diamètre de lame doit correspondre à la capacité de carter — ne jamais excéder 80 % du carter. L’épaisseur centrale impacte directement la largeur de trait et les pertes : un trait de 3,0 mm sur 1 000 coupes/jour à 2 400 mm équivaut à plus de 7 mètres linéaires de matière en poussière. Les versions extra-fines (2,0–2,5 mm) limitent ce gaspillage mais nécessitent une rigidité machine supérieure et un refroidissement constant. Toutes les lames Dinosaw Machine sont livrées avec segments adaptés — ne pas monter de segment d’un autre fabricant sans vérification de compatibilité liant.
La lame appropriée résulte de trois critères hiérarchisés : le matériau usiné, la machine et la qualité de coupe voulue. Un mauvais choix de matériau rend caduques les autres paramètres.
Débiteuse à pont, débiteuse et table CNC requièrent Ø central et perçage porte-lame distincts. Vérifiez la broche de votre équipement, capacité Ø maximum et puissance moteur avant commande. L’ingénierie Dinosaw Machine assure la référence croisée avec vos machines — ce service est inclus gratuitement sur demande d’essai ou devis série.
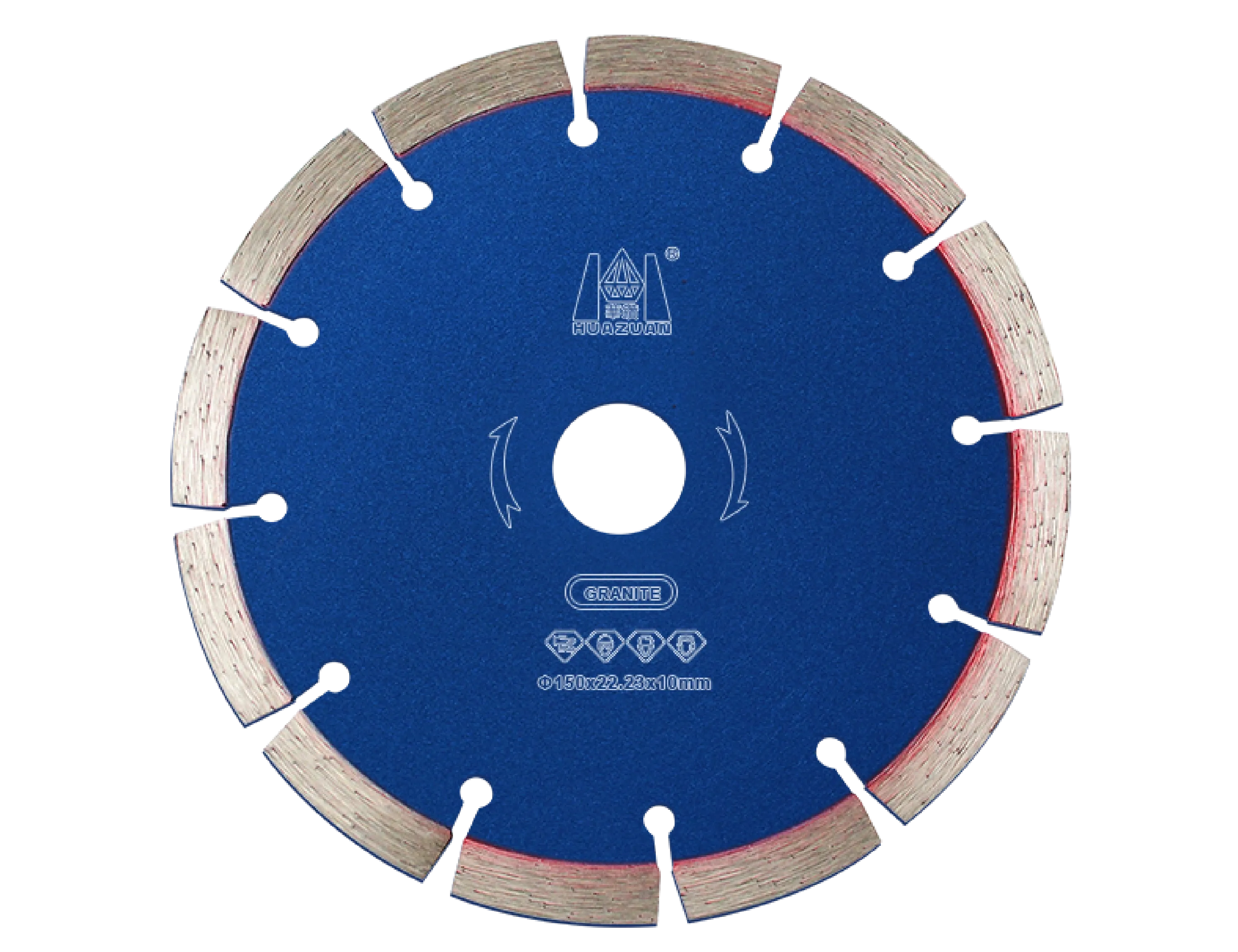
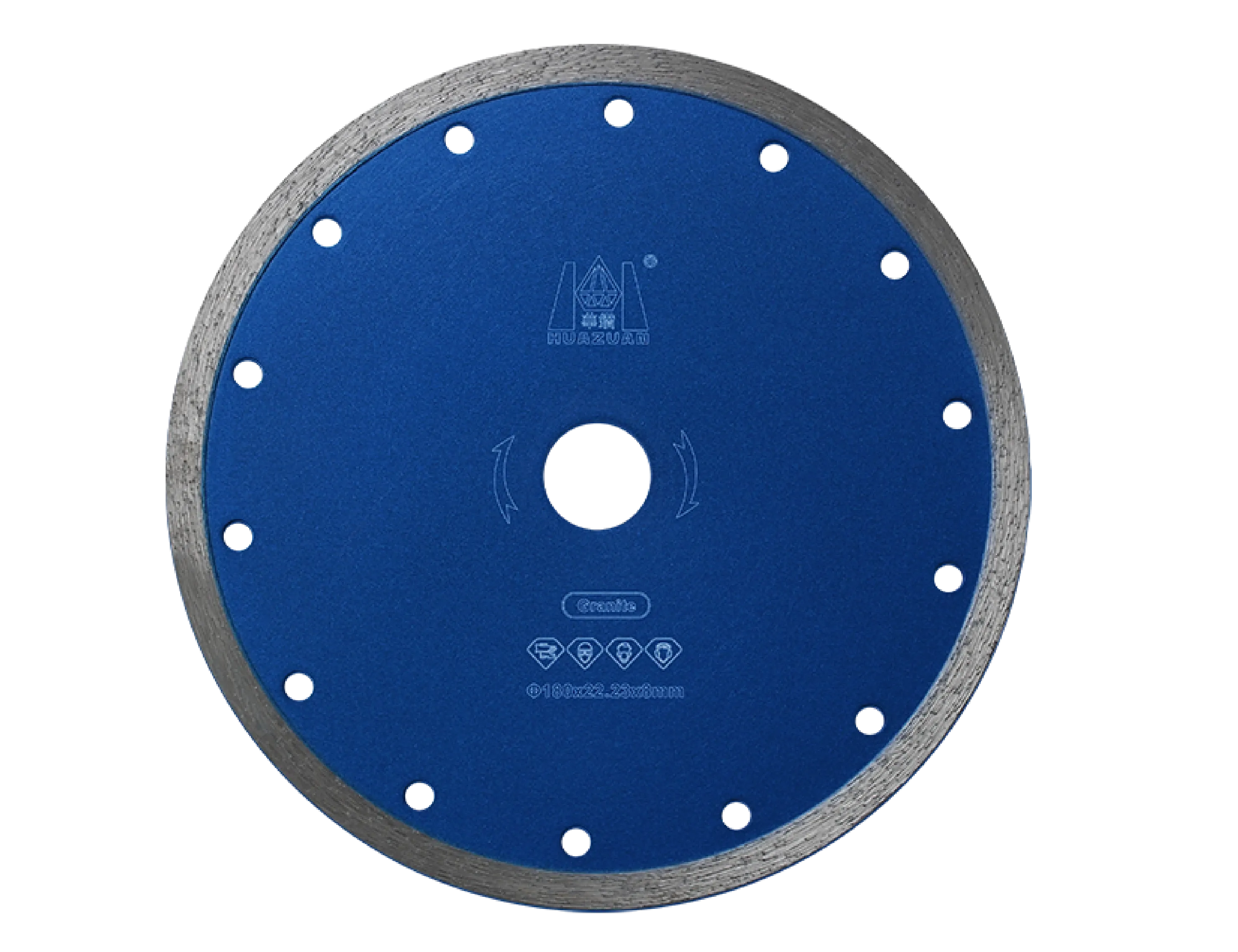
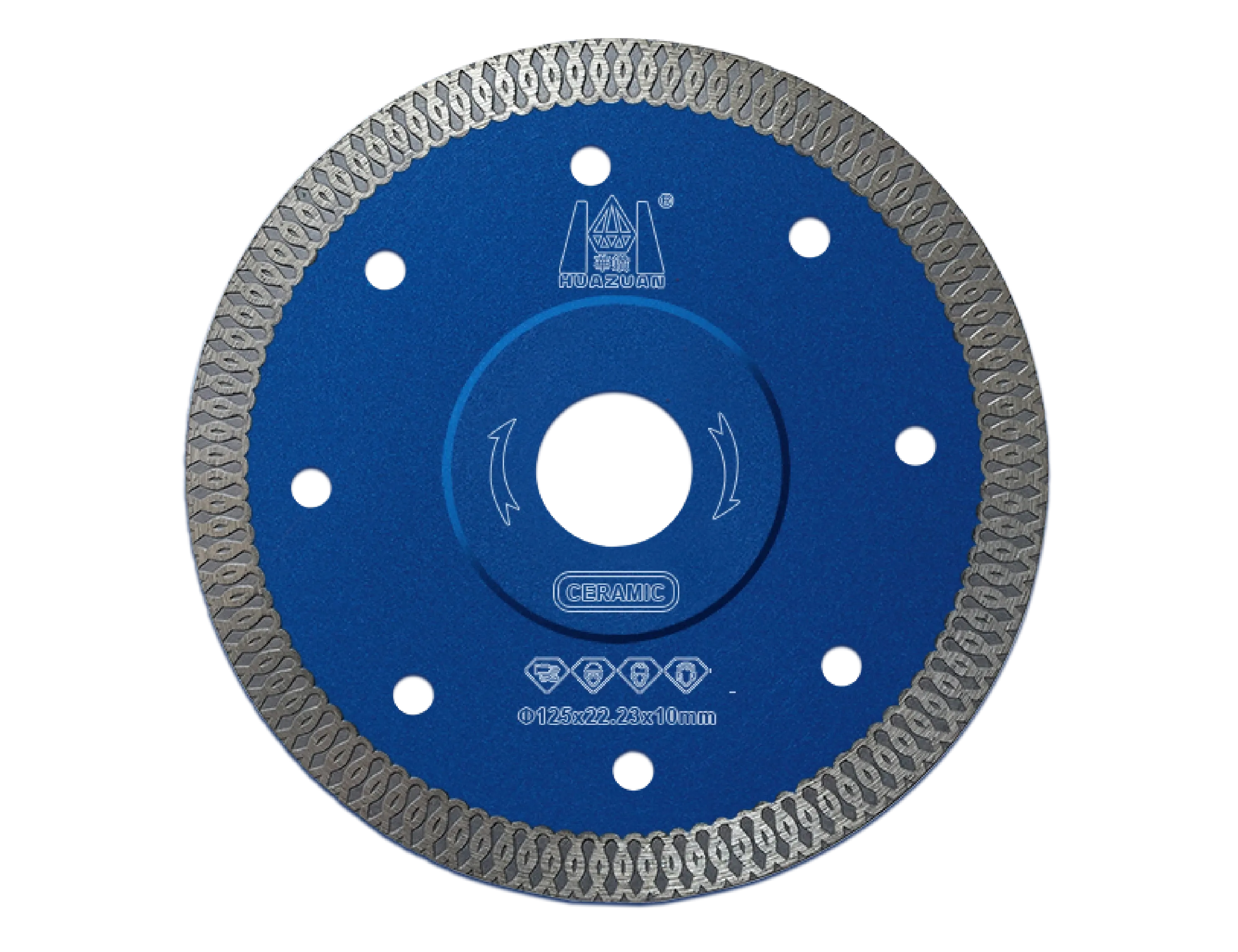
Les disques de coupe sont des outils au format meuleuse d’angle ou petite scie de table (généralement 100–230 mm de diamètre), différenciés des grandes lames par leur profil aminci, leurs machines plus légères et leur portabilité supérieure. Le tableau présente les six références de la gamme Dinosaw Machine, avec classement par environnement d’application.
Produit | Type de couronne / segment | Dureté du matériau (Mohs) | Sec / Humide | Machine recommandée | Scénario optimal |
|---|---|---|---|---|---|
Disque segmenté pour béton et maçonnerie | Couronne segmentée | 4–6 (béton, brique, parpaing, pierre) | Sec ou humide | Meuleuse d’angle, scie de table, scie de sol | Découpe universelle béton ; démolition ; montage bloc béton ; usage chantier |
Disque turbo continu fritté | Couronne turbo continue | 5–7 | Sec ou humide | Meuleuse d’angle, scie portative | Carrelage en granit et pierre dure ; découpe rapide multi-usage ; finition soignée |
Disque continu fritté pour carrelage | Couronne lisse continue | 6–8 | Humide (préféré) | Scie à carrelage, meuleuse d’angle | Faïence murale, carrelage émaillé, surfaces sensibles à l’effritement nécessitant une coupe nette |
Disque turbo maillé ultra-fin pour grès cérame | Turbo maille ultra-fin | 7–8 | Humide (préféré) | Meuleuse d’angle, scie à carrelage | Grès cérame pleine masse ; carrelage grand format (≤6 mm) ; arête de coupe ultra-nette sans éclat |
Disque turbo segmenté biseauté fritté | Segment biseauté turbo | 5–7 | Sec ou humide | Meuleuse d’angle | Déstockage rapide granite/pierre dure ; évacuation des débris dans découpe confinée |
Disque segmenté type T | Segment type T | 4–6 (béton, asphalte) | Sec | Meuleuse d’angle, scie de sol | Découpe sols béton ; ouvrages routiers ; réparation asphalte ; environnements fortement chargés en déchets |
Notes sur la sélection du disque
Le principal critère différenciant est le profil de la couronne. Les couronnes segmentées éjectent rapidement les débris mais laissent une arête plus brute ; les couronnes continues produisent des coupes nettes sans éclat mais s'utilisent exclusivement sous arrosage pour limiter la montée en température ; les couronnes turbo équilibrent vitesse et niveau de finition. En chantier, là où l'arrosage est impossible, les segments classiques ou T assurent la coupe à sec. Pour le carrelage et le grès cérame en atelier, l’utilisation d’une couronne continue ou turbo maille ultra-fine avec arrosage est préconisée dans tous les cas.
Veuillez vérifier le diamètre maximal du disque compatible avec votre meuleuse (100 mm, 115 mm, 125 mm, 230 mm sont courants), la vitesse de rotation admissible (tr/min) ainsi que la disponibilité de l’option coupe sous arrosage. Tous les disques Dinosaw Machine respectent la norme EN 13236 en vigueur. La vitesse maximale admissible est indiquée sur chaque disque — ne la dépassez jamais et assurez-vous toujours que la vitesse maximale du disque excède la rotation à vide de votre meuleuse.
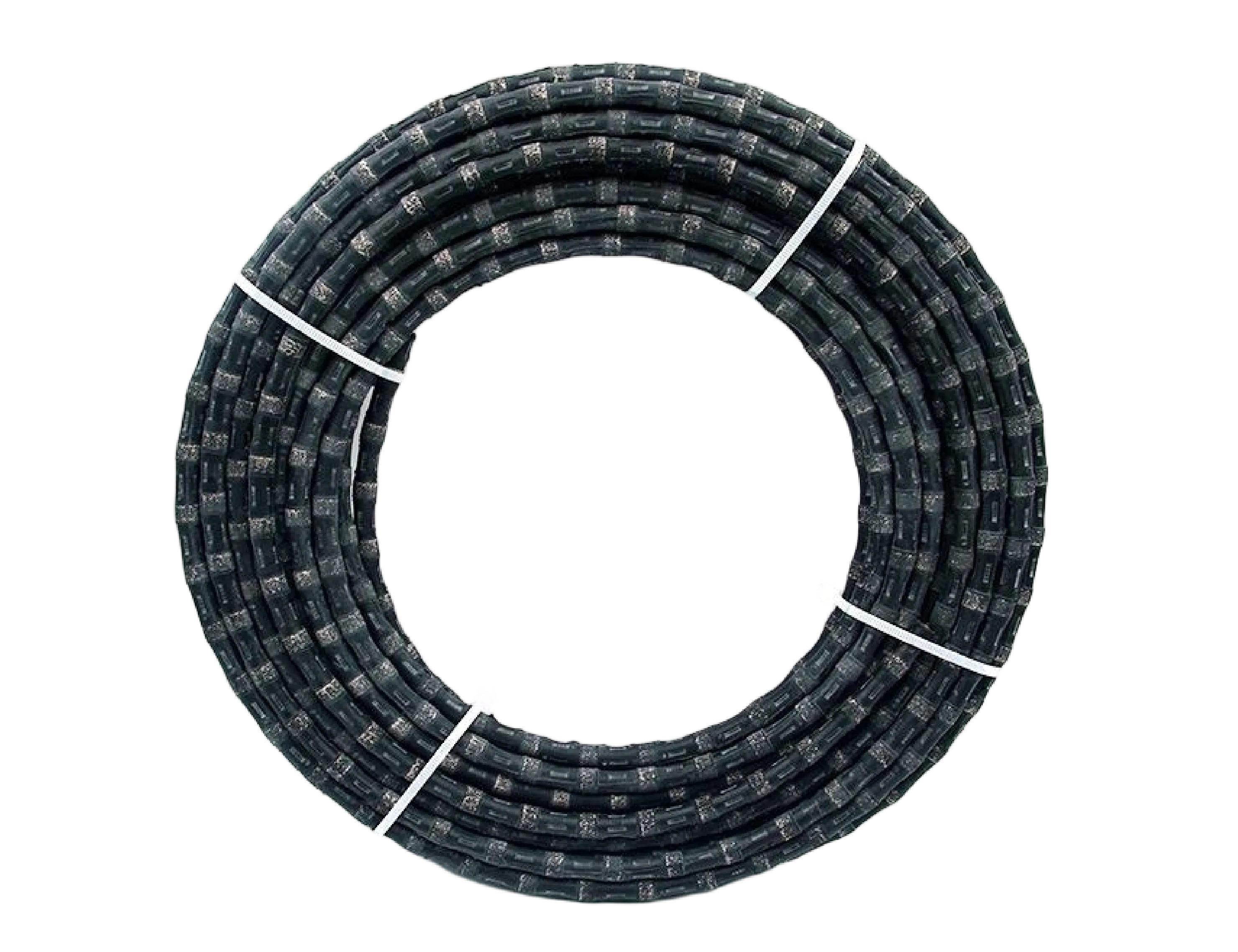
Un fil diamanté se compose d’un câble acier sur lequel sont montées des perles diamantées à intervalles réguliers. Il s’agit de la solution de référence pour l’extraction grand format de la pierre et la découpe de démolition, du fait de la largeur de trait extrêmement faible (0,5 mm pour un fil de 0,35 mm), l'absence totale de vibration structurelle et la possibilité de coupe sans limite de profondeur ni de forme. Le choix du fil s’effectue selon le matériau, la machine de découpe utilisée, et la finalité : production de blocs dimensionnels ou démolition.
Produit | Liaison perles | Dureté du matériau (Mohs) | Sec / Humide | Machine recommandée | Scénario optimal |
|---|---|---|---|---|---|
Fil diamanté électrodéposé et brasé sous vide | Électrodéposition / brasage sous vide | 4–7 (marbre, granit, calcaire, pierre composite) | Humide | Machine à fil diamanté, fil électroportatif | Découpe de contour carrière de précision ; courbes petit rayon ; produits pierre profilés |
Fil diamanté pour coupe béton armé | Matrice frittée métal - perle acier | Béton + armatures | Humide | Machine à fil diamanté hydraulique | Démolition ; sciage ouvrages d’art ; désamiantage nucléaire ; coupe béton armé |
Fil diamanté pour marbre | Matrice frittée tendre ; répartition fine du diamant | 3–4 | Humide | Machine multi-fils, machine à fil diamanté pour carrière | Équerrage de blocs marbre ; sciage tranches ; extraction en carrière ; roches d’ornement sans perte de trait (<0,5 mm) |
Fil diamanté pour granit | Matrice frittée dure ; forte concentration diamant | 6–7 | Humide | Machine multi-fils, machine à fil diamanté pour carrière | Sciage tir de coupe de bancs granit ; extraction blocs ; filetage fil entre trous percés au marteau fond de trou |
Notes sur la spécification du fil
Le diamètre du fil, l’écartement des perles et la dureté de la matrice doivent être adaptés au diamètre du volant d’entraînement et à la vitesse de rotation de la machine à fil diamanté. Dinosaw Machine fournit des fils à la longueur requise, parfaitement adaptés à chaque modèle de machine pour une performance optimale. En coupe multi-fils (Dinosaw Machine et tiers), des fils jusqu’à 0,35 mm sont disponibles pour la production de tranches extrafines — ces fils ne sont pas interchangeables avec les fils carrière standards. Veuillez préciser le modèle de votre machine et le type de pierre cible lors de la commande.
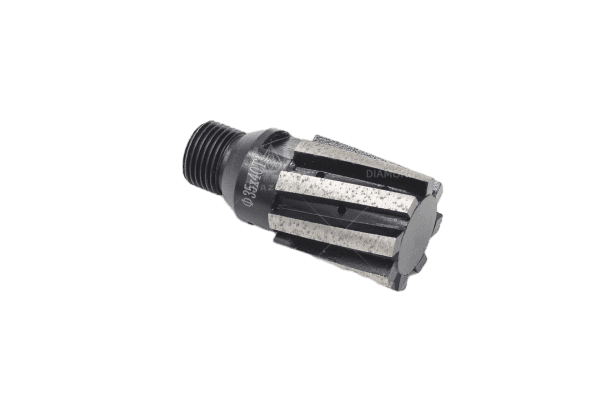
En extraction carrière, le forage au marteau fond de trou dimensionne les entrées/sorties pour le fil. Le foret marteau fond de trou série QKZ90 (perçages Φ65–90 mm) est dimensionné en cohérence avec le calibre de fil diamanté carrière Dinosaw Machine. Ainsi, l’ensemble du flux (perçage, enfilage fil, coupe) fonctionne sur une chaîne intégrée fournie par un seul partenaire, sans risque d’incompatibilité fil/trou. Cette maîtrise logistique et dimensionnelle ne peut être obtenue avec une offre monobloc dispersée.
Dinosaw Machine fournit une gamme unique de couronnes diamantées (pour perçage à sec/humide) couvrant de nombreux diamètres et deux modes de perçage. Plutôt qu'une comparaison modèle par modèle, le tableau ci-dessous associe chaque scénario d’utilisation à la configuration adéquate — type de liant, mode de perçage et adéquation avec la machine.
Application | Matériau | Liant recommandé | Scénario optimal |
|---|---|---|---|
Percements plans de travail (évier, robinet, accessoires) | Granit, marbre, quartz, pierre recomposée | Fritté (pierre dure) / liant résine (pierre tendre) — humide | Production en série atelier ; Machine de perçage CNC ; Exigence de bords sans éclat |
Prélèvements carotte et trous guides en carrière | Granit, marbre, basalte, calcaire | Fritté liant dur ; Forte concentration de diamant | Association avec foreuse marteau fond de trou ou foreuse à portique ; Prélèvement géotechnique |
Forage chantier (chevilles, gaines, CVC) | Béton armé, parpaing, brique | Fritté renforcé ; anneau acier pour armature | Foreuse de chantier, perceuse manuelle ; traversée armature nécessaire |
Perçage verre et matériaux spéciaux | Verre, carreau céramique, grès cérame, pierre recomposée | Galvanique grain fin / brasé sous vide | Machine CNC ou perceuse sur établi ; basse vitesse rotation + arrosage continu indispensables |
Remarques techniques sur la configuration
La durée de vie d’une couronne varie fortement selon la dureté du matériau et l’efficacité du refroidissement : marbre et calcaire tendre — jusqu’à 1 200 mètres linéaires par outil en conditions atelier maîtrisées ; granit dur — 200 à 500 mètres linéaires. Ces valeurs sont données à titre indicatif uniquement. Dinosaw Machine propose un service de rechargement : les couronnes usées peuvent être retournées pour remplacement des segments, à coût inférieur à un outil neuf, pertinent pour la production en série avec grands diamètres.
Le diamètre doit correspondre au besoin réel, pas à la capacité machine. Repères courants : robinet standard 35 mm ; départ cuve évier 60 mm ; carottage plan de travail 50–100 mm ; trous guides en carrière à marteau fond de trou 65–90 mm ; colonnes jusqu’à 600 mm (foreuse portique nécessaire). Au-delà de 150 mm, l’utilisation d’une perceuse sur établi ou portique est impérative — la perceuse manuelle n’offre pas la stabilité ni le couple requis à ces diamètres.
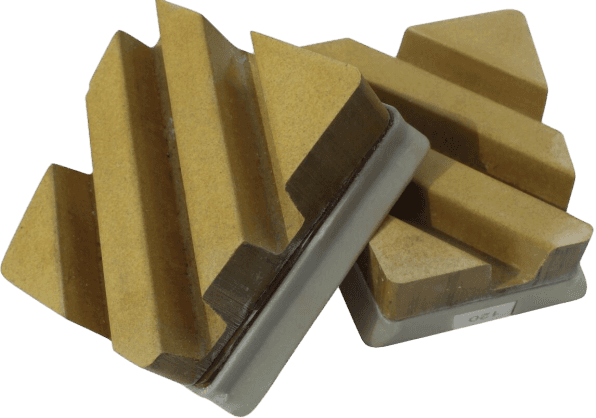
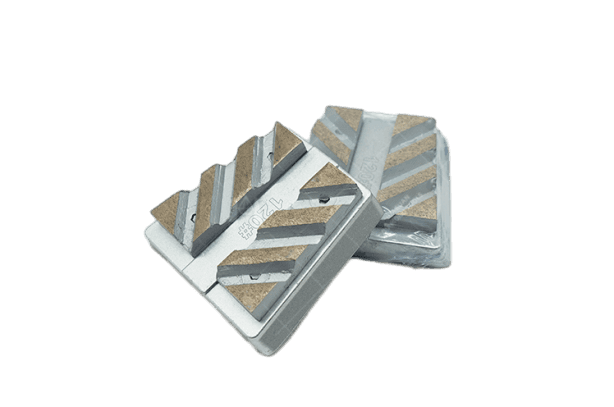
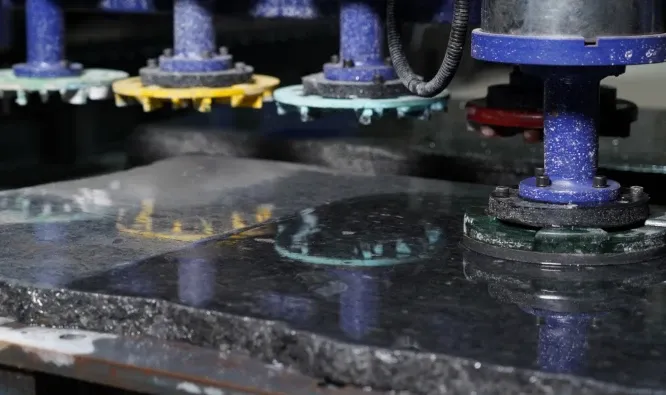
Cette catégorie regroupe les outils destinés à quatre sous-processus distincts du parachèvement de surface et de chants de la pierre. Les tableaux comparatifs ci-dessous sont structurés par sous-processus, plutôt que par désignation commerciale, car le choix approprié de l’outil exige de comprendre précisément sa position dans le schéma opératoire, et non uniquement son étiquette produit.
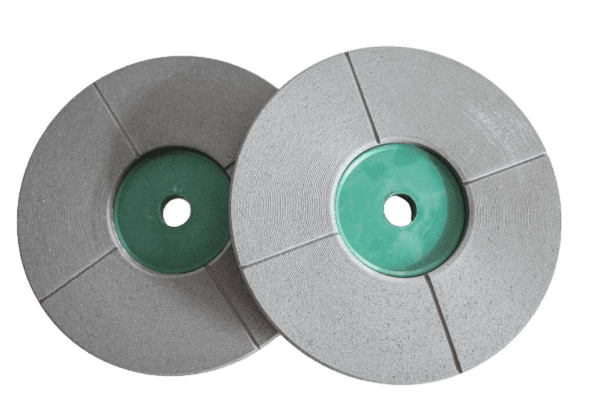
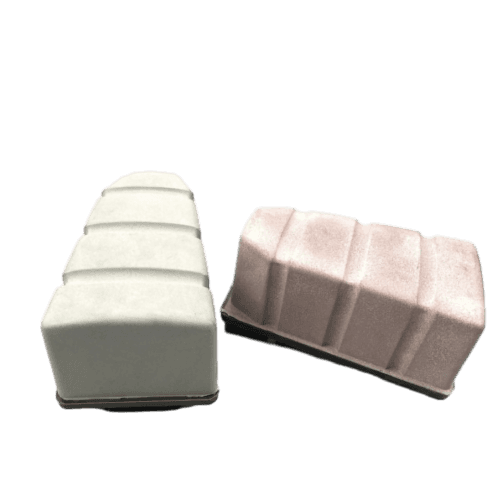
Le surfaçage constitue la première étape post-découpe : il vise à gommer les variations d’épaisseur, éliminer les traces de sciage et préparer la surface en vue du polissage. Outils utilisés sur lignes de polissage en continu ou sur machines de surfaçage autonomes.
Produit | Liant | Plage de grain | Humide / Sec | Machine préconisée | Scénario optimal |
|---|---|---|---|---|---|
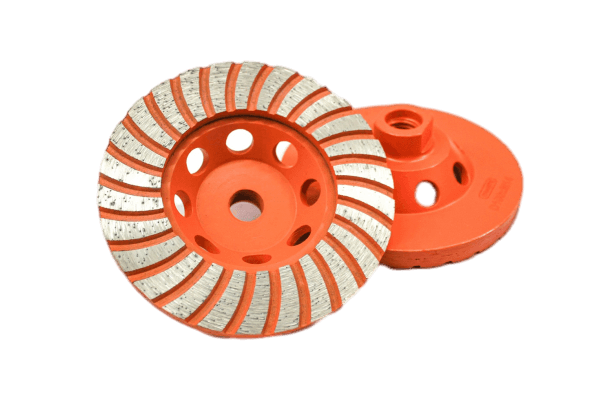
Meule boisseau diamantée | Liant métallique | Grains 16–120 | Humide ou sec | Meuleuse d’angle, rectifieuse de sol, machine à chants | Mise à niveau de surface de dalles ; restauration de planéité des sols ; chanfreinage de chants ; enlèvement de résine epoxy |
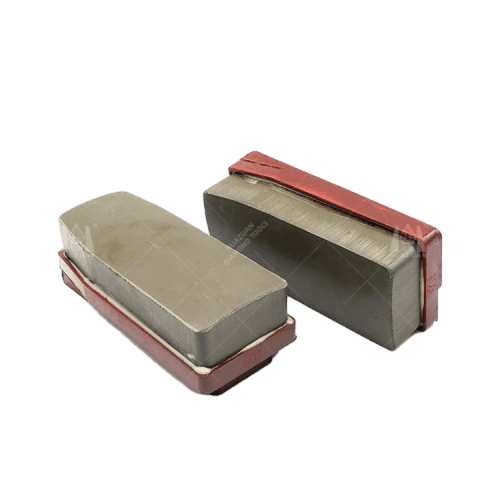
Fickert diamant à liant métallique | Liant métallique | Grains 24–120 | Humide | Ligne de polissage continue, machine auto-calibrante | Calibration en série de dalles ; surfaçage granit ; enlèvement matière avant polissage |
Fickert diamant à liant résine | Liant résine | Grains 120–400 | Humide | Ligne de polissage continue | Ponçage de transition avant polissage ; gommage des rayures sur marbre et granit |
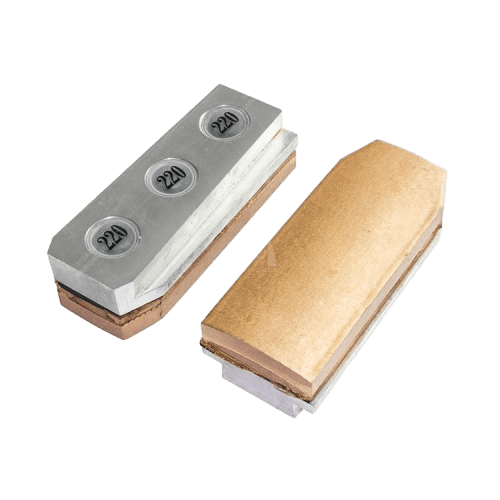
Frankfurt diamant à liant métallique | Liant métallique | Grains 24–80 | Humide | Machine de calibration polissage | Calibration de dalles marbre ou granit ; homogénéisation d’épaisseur avant séquence de polissage |
Abrasifs magnésite & synthétiques | Magnésite / composé synthétique | Moyen-fin | Humide | Ligne de polissage continue | Éclaircissement du marbre ; polissage intermédiaire avant finition |
Disque de surfaçage liant métal/résine | Liant métal ou résine | Gros à moyen | Humide ou sec | Meuleuse d’angle, rectifieuse plane | Surfaçage de dalles ; élimination des défauts superficiels ; préparation avant polissage |
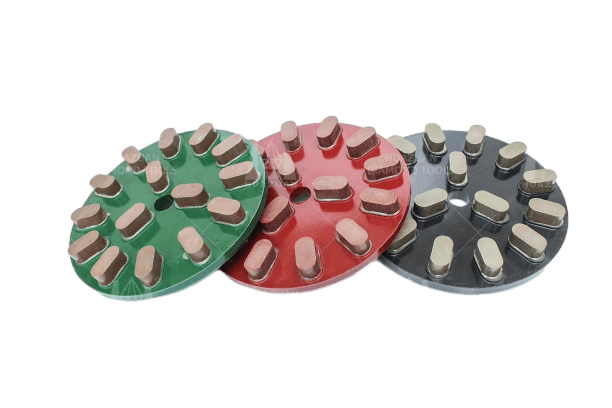
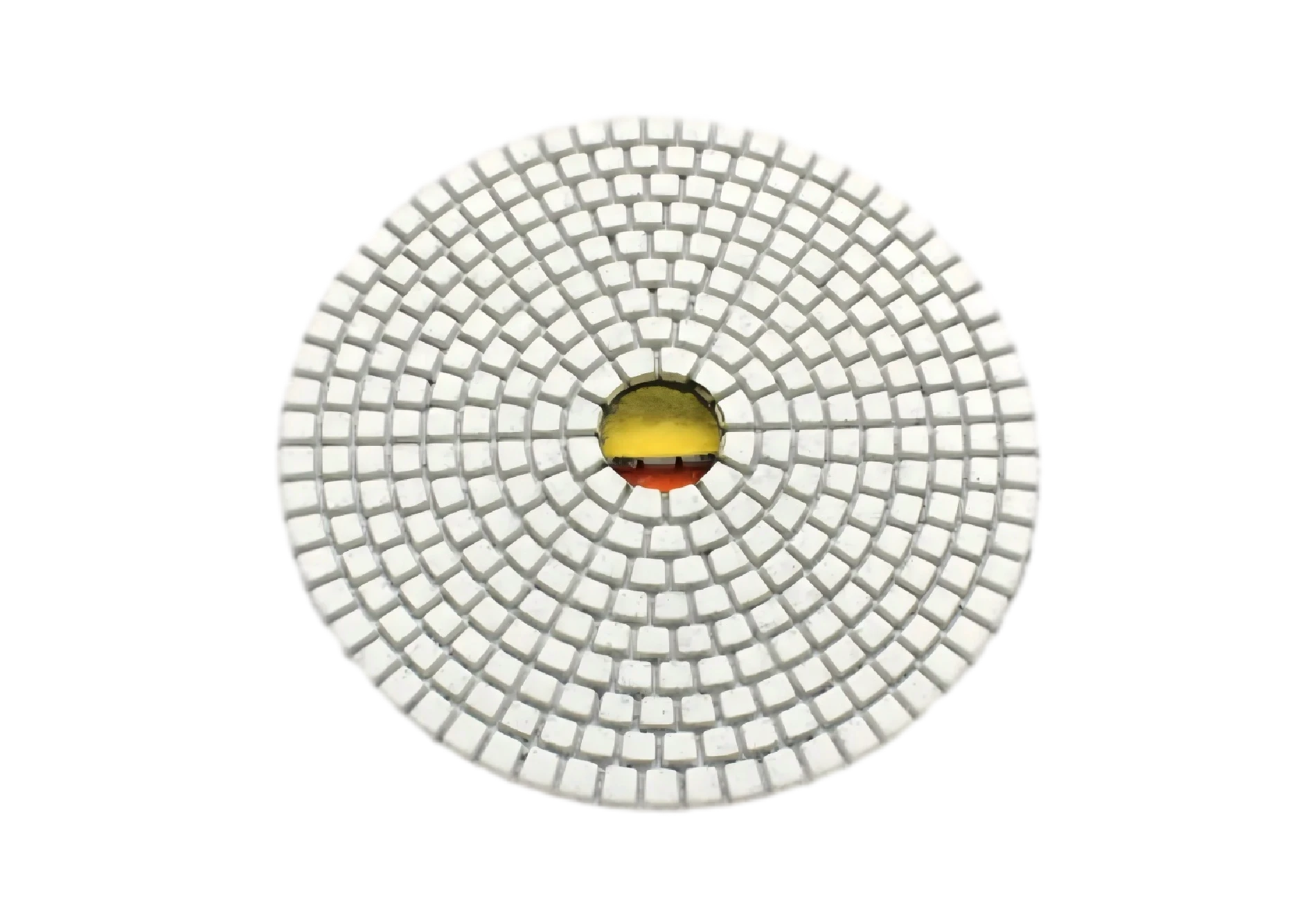
Le polissage s’effectue après le surfaçage et exige une plage granulaire progressive, du gros au très fin. L’échelle standard en 7 étapes (50# → 100# → 200# → 400# → 800# → 1500# → 3000# + tampon) s’applique au rendu miroir du granit et du marbre. Des séquences abrégées (3 ou 5 étapes) conviennent aux pierres tendres ou en finition sur dalles pré-préparées nécessitant simplement un voile de brillance.
Produit | Liant | Grain / étape | Humide / Sec | Machine préconisée | Scénario optimal |
|---|---|---|---|---|---|
Tampons de polissage diamantés (liant résine) | Liant résine | 50# → 3000# + tampon | Humide (préféré) ou sec | Polisseuse portative, polisseuse automatique de dalles, polisseuse de chants | Progressivité complète de grains pour granit, marbre, quartz ; séquence 7 étapes pour finition miroir ; brillance sur chants |
Frankfurt diamant à liant résine | Liant résine | 200–3000 grains | Humide | Ligne de polissage continue, machine automatisée | Polissage final sur marbre et calcaire ; finition brillante sur pierre tendre |
Disque de polissage | Liant résine | 400–3000 grains | Humide | Polisseuse portative, polisseuse à pont | Finition brillante de surface ; polissage monuments/tombes ; pièces spéciales sur mesure |
Brosse antique abrasive diamantée | Frittée flexible | Gros à moyen | Humide | Machine à brosser, meuleuse d’angle | Effet antique/cuir sur granite et marbre ; rendu brossé pour sols et murs |
Les outils de façonnage des chants réalisent les profils et découpes caractéristiques du produit fini : nez de taureau, doucine, biseau, chants cascade pour plans de travail ; percements d’éviers et lavabos ; chanfreins sur bords de sols. Ces outils opèrent sur centres d’usinage CNC, machines à polir les chants et meuleuses d’angle.
Produit | Liant | Matériau | Humide / Sec | Machine préconisée | Scénario optimal |
|---|---|---|---|---|---|
Roue à profiler diamant | Frittée / brasée | Granit, marbre, quartz, grès cérame | Humide | Machine à polir les chants, centre d’usinage CNC | Profils de chants plans (nez de taureau, doucine, biseau, cascade) ; usinage industrialisé en ligne automatisée |
Mèches à profiler diamant | Fritté (pierre dure) / brasé (pierre tendre) | Granit, marbre, quartz, verre, grès cérame | Humide | Centre d’usinage CNC, polisseuse de chants, meuleuse d’angle | Mise en forme de chants ; raccord de jointure ; rainurage ; durée de vie 50× supérieure au carbure sur granit |
Rouleau cylindre diamant pour découpes d’éviers CNC | Fritté | Granit, marbre, pierre reconstituée | Humide | Débiteuse CNC, centre d’usinage CNC | Façonnage de découpes évier/lavabo ; pré-formage sur plan de travail ; usinage automatisé CNC |
Mèche à doigts diamant pour découpes internes | Fritté | Granit, marbre, quartz, grès cérame | Humide | Centre d’usinage CNC, débiteuse à pont | Percements mitigeur ; arrondi des angles internes ; amorce de découpe ; remplace la scie sauteuse pour pierres dures |
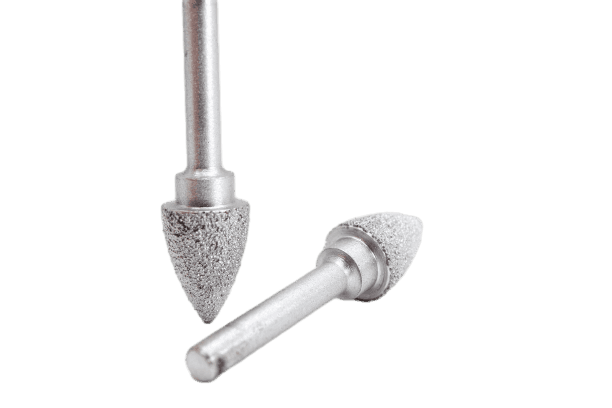
Les outils de gravure sont mis en œuvre sur machines de gravure CNC, pour le lettrage de monuments, la sculpture bas-relief, la réalisation de motifs décoratifs 2D/3D ou les créations sur mesure. Le choix du liant (fritté pour granit, brasé pour marbre) conditionne directement la qualité du trait et la longévité pour les travaux en finesse.
Produit | Liant | Matériau | Humide / Sec | Machine préconisée | Scénario optimal |
|---|---|---|---|---|---|
Mèche de gravure diamant CNC | Fritté grains fins / brasé sous vide | Granit, marbre, calcaire, grès cérame | Humide ou sec | Machine de gravure CNC | Lettrage monuments ; gravure relief ; motifs décoratifs 2D/3D ; personnalisation de pierres tombales |
Mèches à profiler diamant | Brasé sous vide grain fin | Marbre, calcaire, pierre tendre | Humide ou sec | Centre d’usinage CNC, machine de gravure | Rainurage ultra-détaillé ; ornementation architecturale ; sculpture de surface sur pierre tendre |
La sélection des outils dans cette catégorie dépend de votre étape dans la séquence d’usinage, du type de pierre que vous travaillez et de la configuration de votre machine. Le guide de sélection rapide ci-dessous associe les tâches courantes à l’outil adapté. La logique détaillée de choix par sous-processus est présentée par la suite.
| Votre opération d’usinage | Outil à utiliser | Paramètre clé |
|---|---|---|
| Mise à niveau et calibration de surface de dalles | Fickert ou Frankfurt liant métallique → Fickert liant résine | Débuter au grain 24–80 ; progresser jusqu’à 200–400 avant l’étape de polissage |
| Polissage miroir de plan de travail en granit | Pads de polissage diamantés — échelle résine en 7 étapes (50# → 3000# + Buff) | Polissage à l’eau ; vitesse de rotation constante ; suivre l’ensemble des grains successifs |
| Texture de surface antique / cuir | Brosse diamantée pour vieillir | Gros grain ; à sec ou à l’eau ; pression homogène sur toute la surface |
| Profil de chant pour plan de travail (quart de rond, ogée, chanfrein) | Fraise de profilage diamantée ou fraise pour machine à sculpter la pierre | Adapter le liant à la dureté de la pierre : fritté pour granite/quartz, brasé pour marbre |
| Découpe pour évier/bassin (CNC) | Fraise à percer pour trou d’entrée → Roue à tambour pour la forme → Fraise pour finition de chants | Toutes les étapes en un seul montage CNC ; à l’eau en continu |
| Gravure de lettrage monument / usinage 2D-3D | Fraise de gravure diamantée (machine CNC de gravure) | Brasé grain fin pour marbre ; fritté pour granit ; contrôle fin de l’avance impératif |
| Préparation finition sol béton & retrait de revêtements | Plateau diamanté (segment T pour retrait de revêtement ; double rangée pour nivelage) | Liant métallique ; à sec ou à l’eau ; adapter le grain à la résistance du béton (PSI) |
La majorité des outils de meulage et polissage Dinosaw sont équipés d’un support velcro (scratch) ou filetage M14 standard. Pour les lignes automatiques de polissage (format Fickert/Frankfurt), veuillez vérifier le nombre de têtes et les dimensions des porte-segments de votre machine. Concernant les outils pour machine à sculpter la pierre CNC ou pour gravure, contrôlez le cône de broche, le diamètre de queue (généralement 6 mm ou 8 mm pour les fraises de gravure) ainsi que la vitesse maximale. Les outils Dinosaw sont validés sur nos propres machines et compatibles avec l’ensemble des marques reconnues du marché : en cas de doute, demandez la liste de compatibilité pour le modèle et la marque de votre équipement.


Dinosaw Machine exploite deux sites de production distincts : l’un dédié aux machines pour la pierre, l’autre aux outils diamantés. Vous bénéficiez ainsi d’une synergie immédiate entre nos équipes d’ingénierie, en charge des paramètres de coupe des machines Dinosaw, et l’équipe chargée de la fabrication des outillages. Les fabricants de lames OEM, distributeurs d’outils et ateliers de transformation recherchant des consommables en grande quantité peuvent accéder directement à ce service.
Pour vos usines conçues ou en extension, Dinosaw Machine fournit l’ensemble des spécifications d’outillage compatibles pour chaque étape du process — découpe, meulage, polissage et perçage — via un interlocuteur technique unique, réduisant ainsi la complexité de coordination liée à la gestion de plusieurs fournisseurs de consommables.
Choisissez vos systèmes CNC, puissance moteur et niveau d’automatisation préférés pour une efficacité maximale.
Ajustez les dimensions de table, longueurs de rails et épaisseurs de coupe selon l’espace atelier et les tailles de dalles.
Services de marque privée incluant couleur machine personnalisée et logo sur matériel et interface logicielle.
 Français
Français
Obtenez une solution simple
Discussion en ligne
Bonjour, ici Lizzy de Dinosaw Machine (pas un robot). Quel modèle de machine vous intéresse ? Veuillez nous contacter sur WhatsApp dès maintenant.
Bonjour 👋 Comment pouvons-nous vous aider ?
 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Русский
Русский 한국어
한국어