




 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Ms.Lizzy
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Çalışma Saatleri:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 23, 20257 DAKİKALIK OKUMA
Sep 23, 20257 DAKİKALIK OKUMA Sep 23, 20257 DAKİKALIK OKUMA
Sep 23, 20257 DAKİKALIK OKUMAKöprülü Kesme Makinası'nızın çalışma süresini en üst düzeye çıkarmak için O&M rehberimizden yararlanın. SOP'ler, bıçak aşınması gibi yaygın sorunlar için arıza giderme akış şeması, tam bakım takvimi ve temel güvenlik protokollerini kapsar.
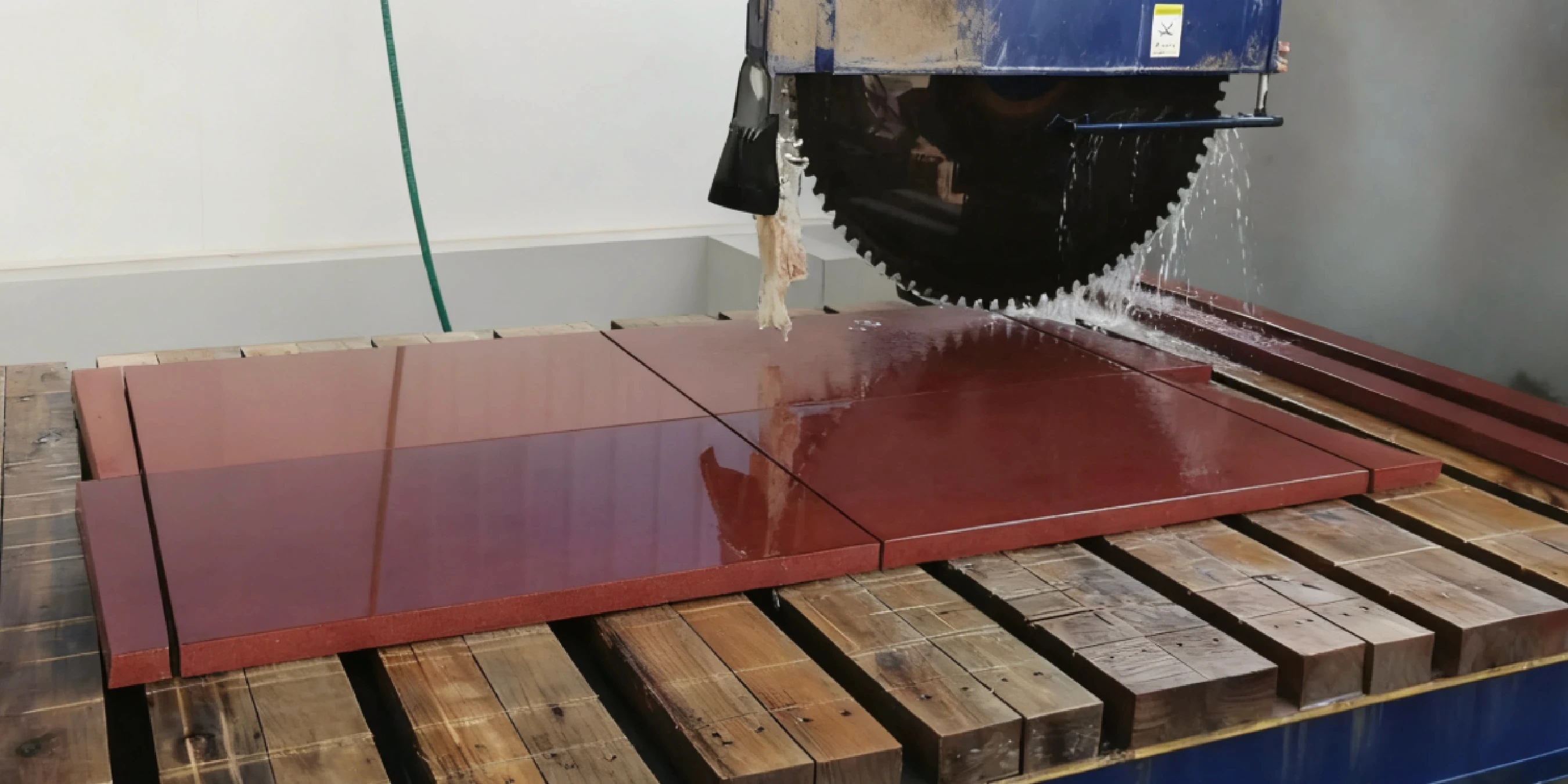
Dünya standartlarında bir Köprülü Kesme Makinası ancak bakımı kadar iyidir. Disiplinli Standart Operasyon Prosedürleri (SOP) ve proaktif bakım yaklaşımı, yüksek çalışma süreli atölyeleri sürekli sorunlarla uğraşanlardan ayırır. Taş köprülü kesme makinasında üstün kesim kalitesi ve öngörülebilir üretim, doğrudan tutarlı yağlama, kalibrasyon ve güvenlik kontrollerine bağlıdır.
Bugün size özel bir köprülü kesme makinası kurulumu için bizimle iletişime geçin.
Bu rehber, köprülü kesme makinası işletimi ve bakımı için pratik bir çerçeve sunar; ön saflardaki operatör ve teknisyenleri hedefler. Temel SOP'leri, ilk 10 arıza giderme akışını, net bakım takvimini ve makinanızın en iyi şekilde çalışmasını sağlayacak vazgeçilmez güvenlik kurallarını ele alacağız.

Tutarlılık anahtardır. Her operatörün PLC kontrollü köprülü kesme makinasında en iyi uygulamaları takip etmesini sağlamak için bu SOP'leri uygulayın.
Otomatik yağlama sistemi olsa bile, gresin varlığını ve eşit dağılımını sağlamak için kılavuz kolonları her gün görsel olarak kontrol etmelisiniz. Sistemin zamanlayıcısı, genellikle üretici tavsiyelerine göre, her birkaç saatlik çalışmada yağ vermek üzere ayarlanmalı ve gres haznesinin asla boş kalmadığından emin olmalısınız.

Sorunlar ortaya çıktığında, bunları hızlıca teşhis etmek ve çözmek için bu mantığı kullanın.
Titreşim veya ses oluştuğunda ilk olarak ne kontrol edilmeli?
Öncelikle bıçağı kontrol edin: Güvenli şekilde monte edildiğinden ve hasar veya eğilme olmadığından emin olun. Sonra, rayları ve kılavuz kolonları, düzgün hareketi engelleyebilecek herhangi bir kir veya yağ eksikliği açısından inceleyin. Bu basit kontroller, daha karmaşık mekanik sorunları araştırmadan önce titreşimin en yaygın nedenlerini çözer.
Yanık izleriyle nasıl başa çıkılır: RPM, ilerleme hızı veya soğutucu ayarı mı?
Yanık izlerini şu sırayla ele alın: Önce, bıçağın aşırı ısınmadığından emin olmak için soğutucu akışını kontrol edin ve artırın. Bu işe yaramazsa, bıçağa fazla sürtünme olmadan kesim yapabilmesi için ilerleme hızını azaltın. RPM ayarı son adımdır; zaten bıçak ve malzeme tipine göre ayarlanmış olmalıdır.
Önce bıçak flanşlarının sıkı ve bıçağın hasarsız olduğundan emin olun. İkinci olarak, zemin raylarındaki çamur veya kirleri temizleyin. Bu iki adım, granit köprülü kesme makinası ile ilgili titreşim sorunlarının %80'inden fazlasını çözer.
Mermerde parlatma görüldüğünde hangi RPM değişikliği yardımcı olur?
Mermerde parlatma görüyorsanız, bıçak RPM'niz muhtemelen ilerleme hızınıza göre çok yüksektir. RPM'yi üretici tarafından bildirilen aralıkta %5-10 azaltmayı veya ilerleme hızını hafifçe artırmayı deneyin. Bu, elmas segmentlerin taşı cilalamak yerine daha iyi "ısırmasını" sağlar.
Taşıma sonrası veya hizasızlıktan şüpheleniyorsanız, büyük ve güvenilir bir makina ustası karesi kullanın. Bunu çalışma tablasına, bilinen düz bir kenara yerleştirin ve kesme kafasını eksen boyunca hareket ettirerek sapma olup olmadığını kontrol edin. Makinanın ayar noktalarını, genellikle köprü veya ray bağlantılarında, kullanarak ince düzeltmeler yapın ve bıçak kare ile mükemmel şekilde hizalanana kadar ayarlayın.
1400mm bıçak çapı kullanırken ilerleme hızı ayarlanmalı mı?
Evet. 1400mm gibi büyük bir bıçak daha fazla yüzey alanına sahip olup daha fazla malzeme kaldırır. Güçlü olmasına rağmen, özellikle sert granitte derin kesime başlarken motoru aşırı yüklememek için daha düşük bir ilerleme hızıyla başlamak gerekebilir.
Bıçak parlatmasını ve aşırı ısınmayı önlemek için nötr pH'lı, temiz ve filtrelenmiş su kullanın. Yüksek mineral içerikli sert su, bıçakta ve soğutma kanallarında tortu bırakabilir, etkinliği azaltır. Filtreli kapalı devre sistem, su kalitesini korumak ve su tasarrufu sağlamak için idealdir.
İyi bir takvim şunları içerir: Soğutucu ve yağlama seviyelerinin günlük kontrolü. Bıçağın haftalık incelenmesi ve rayların temizlenmesi. Kayış gerginliği ve ana cıvataların aylık kontrolü. Üç ayda bir, üretici tarafından belirtilen elektrik bağlantıları ve mekanik kılavuz bileşenlerin tam denetimi yapılmalıdır.
Çalışma süresini en aza indirmek için kritik sarf malzemeleri ve yaygın aşınan parçalar stoklanmalıdır. Bunlar arasında yedek kesme bıçağı, soğutucu pompa filtreleri ve kontrol panosu için özel sigorta veya röleler olmalıdır. Yedek kılavuz burçları ve tahrik kayışı bulundurmak da uzun vadeli operasyonel hazırlık için akıllıca bir yatırımdır.
Deneyimli operatörler çevrimiçi ortamda değerli tavsiyeler paylaşır.
Güvenlik herkesin sorumluluğudur. Bu temel kurallara mutlaka uyun.
Günlük kontrol listesi şunları içermelidir: Tüm acil durdurmaların çalışır durumda olduğunun doğrulanması, bıçak koruyucularının yerinde olduğunun kontrolü, elektrikli bileşenlerin yakınında su sızıntısı olup olmadığının incelenmesi ve çalışma alanının takılma tehlikelerinden arındırılmış olduğunun sağlanması. Operatörler ayrıca ilk kesimden önce uygun KKE'yi (koruyucu gözlük, kulak koruması ve çelik burunlu botlar) giydiklerini doğrulamalıdır.
Bu SOP'leri, bakım takvimlerini ve güvenlik protokollerini günlük iş akışınıza entegre ederek köprülü kesme makinasını basit bir makineden güvenilir bir üretim varlığına dönüştürürsünüz. Proaktif O&M, çalışma süresini en üst düzeye çıkarmak, tutarlı kesim kalitesi sağlamak ve makina ömrü boyunca en düşük kesim maliyetini elde etmek için en etkili stratejidir.
 Türkçe
Türkçe
Kolay Çözüm Alın
Çevrim İçi Sohbet
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Merhaba 👋 Size nasıl yardımcı olabiliriz?