Verstehen Sie das Kalttrennen ohne Wärmeeinflusszone. Materialien: Stein, Glas, Metalle, Verbundwerkstoffe; Vor- und Nachteile, Schleifmittel, Kosten und Amortisation. Praktischer Technischer Hinweis enthalten. Mehr erfahren.
Suchen Sie die passende Abrasiv-Wasserstrahl Schneidlösung? Das müssen Sie wissen
Die Auswahl ungeeigneter Schneidtechnik verursacht erhebliche Produktivitätsverluste und Materialverschwendung. Wenn Sie abrasives Wasserstrahlschneiden in Betracht ziehen, gibt es drei zentrale Fragestellungen:
Eignet sich abrasives Wasserstrahlschneiden für Ihre Anforderungen?
Diese Technologie ist ideal, wenn Sie Präzisionsschnitte, Genauigkeiten bis 0,1 mm oder die Bearbeitung wärmeempfindlicher Materialien ohne thermische Verformung benötigen.
Wie sieht die tatsächliche Kapitalrendite aus?
Die Amortisation variiert signifikant nach Materialart, Dickenanforderung und Anlagenspezifikation. Entscheidend ist die Zuordnung Ihrer Produktionsanforderungen zur passenden Maschinenausstattung.
Warum ist die Geräteauswahl entscheidend? Falsche Entscheidungen führen zu:
Erhöhten Betriebskosten durch ineffizienten Schleifmitteleinsatz
Produktivitätsengpässen durch ungenügende Schnittgeschwindigkeiten
Qualitätsproblemen durch unzureichende Drucksysteme
Kostenintensive Stillstände durch unzuverlässige Komponenten
Diesen Leitfaden enthält praxisorientierte Informationen für eine fundierte Kaufentscheidung – von Schleifmittelauswahl, Betriebskosten über Systemparameter bis zur Lieferantenevaluierung.
Das erfahren Sie im Detail:
Tatsächliche Betriebskosten über den Anschaffungspreis hinaus
Optimale Schleifmitteltypen für Ihre spezifischen Materialien
Wichtige technische Ausstattungsmerkmale mit Einfluss auf Leistung
Wie Sie Lieferanten bewerten und teure Fehler vermeiden
Bereit für eine zukunftssichere Investition? Erfahren Sie, warum abrasives Wasserstrahlschneiden die Präzisionslösung Ihrer Mitbewerber ist.
Verfahren: Abrasives Wasserstrahlschneiden im Überblick
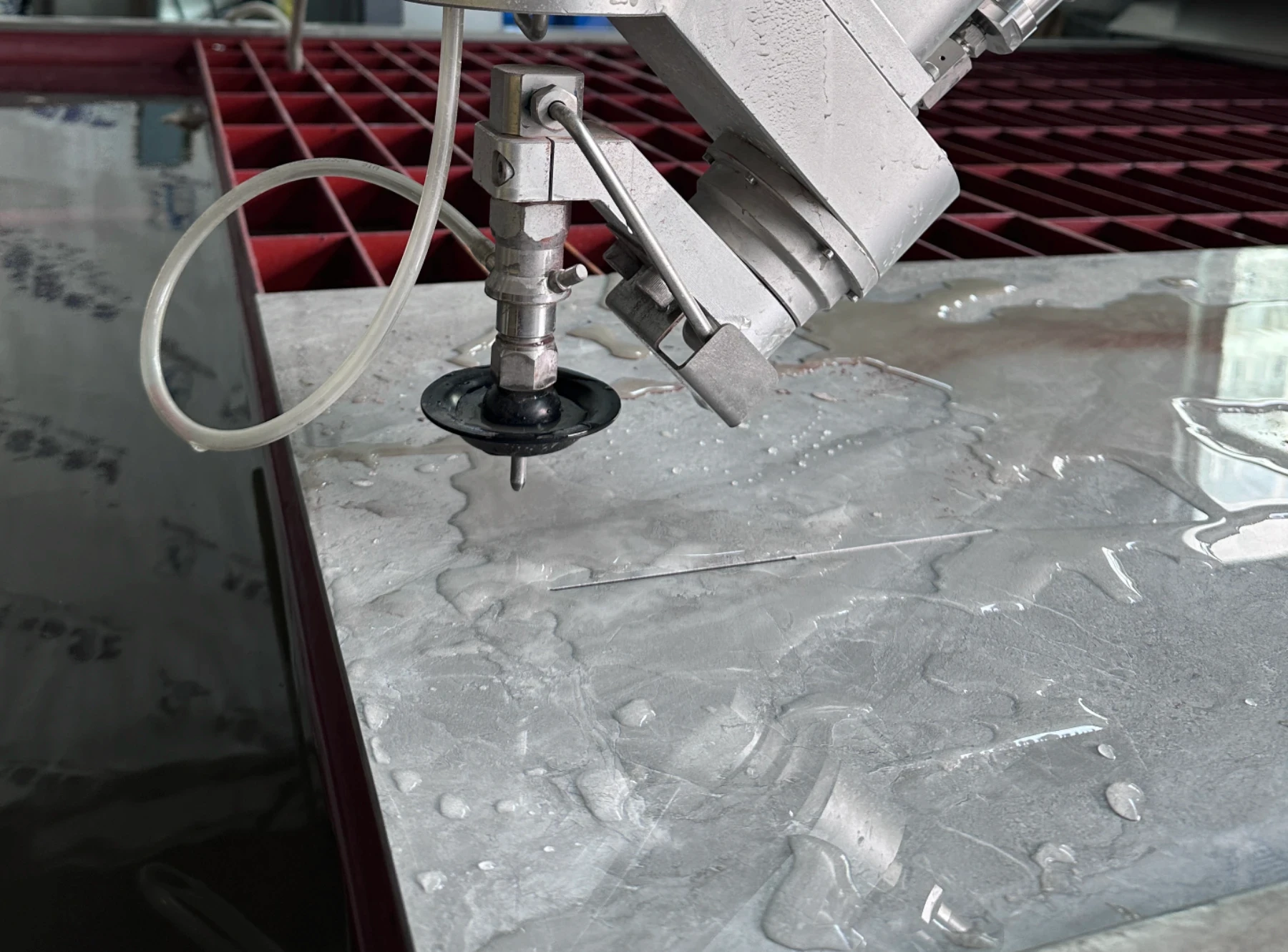
Wie funktioniert abrasives Wasserstrahlschneiden?
Hochdruckwasser (bis 94.000 psi) wird mit Schleifpartikeln vermischt und erzeugt so einen Schneidstrahl, der praktisch jedes Material trennt. Der Prozess kombiniert die kinetische Energie des Druckwassers mit der abrasiven Wirkung des Schleifmittels.
Leistungsbestimmende Hauptkomponenten:
Hochdruckpumpe: Sorgt für konstanten Druck und gleichmäßige Schnittleistung
Schneidkopf: Vermischt Wasser und Schleifmittel im präzisen Verhältnis
Schleifmitteldosierung: Steuert Partikelfluss für optimale Schneideffizienz
CNC-Steuerung: Gewährleistet genaue Bahnführung und Wiederholgenauigkeit
Im Gegensatz zu Laser- oder Plasmaschneiden entstehen beim Kalttrennen keine Wärmeeinflusszonen – Materialverzug und Strukturveränderung werden ausgeschlossen. Das Resultat: Überlegene Schnittkantenqualität mit minimalem Nachbearbeitungsaufwand.
Merkmal
Abrasives Wasserstrahl
Laserschneiden
Plasmaschneiden
CNC-Fräsen
Wärmeeinflusszone
Keine
Minimal
Deutlich
Minimal (Reibungswärme)
Materialdicke
Bis 300 mm
Bis 25 mm (Metall)
Bis 150 mm
Unbegrenzt (Mehrfachdurchgänge)
Schnittgeschwindigkeit
Niedrig bis mittel
Schnell bei dünnen Materialien
Sehr schnell
Mittel
Materialvielfalt
Nahezu alle Materialien
Begrenzt bei reflektierenden/transparenten Stoffen
Nur leitfähige Metalle
Die meisten Materialien, außer sehr spröde
Oberflächenqualität
Gut bis exzellent, glatt
Exzellent, ggf. minimale Nachbearbeitung
Grob, Nachbearbeitung erforderlich
Exzellent, werkzeugabhängig
Prozessvorteile:
Materialvielfalt: Bearbeitet Metalle, Stein, Keramik, Verbundwerkstoffe und Gummi
Dickenkapazität: Für Materialien bis 25–30 cm
Präzision: Reproduzierbare Toleranz von 0,1 mm
Komplexe Geometrien: Intrikate Formen in einer Aufspannung
Kein Werkzeugverschleiß: Das Schleifmittel ist Verbrauchsmaterial, kein Werkzeug
Verfahrensschritte beim abrasiven Wasserstrahlschneiden:
Materialpositionierung und Fixierung
Aktivierung und Stabilisierung des Drucksystems
Kalibrierung des Schleifmittelflusses
Ausführung des Schneidpfads per CNC-Steuerung
Qualitätsprüfung und Nachbearbeitung (bei Bedarf)
Die Prozesseffizienz hängt maßgeblich von der Wahl der richtigen Parameter ab — Druck, Schleifmittelmenge und Schnittgeschwindigkeit beeinflussen unmittelbar die Schnittqualität und Betriebskosten.
Schleifmittelauswahl: Das richtige Material
Welches Schleifmittel wird beim Wasserstrahlschneiden verwendet?
Granat ist Industriestandard und kommt in über 95 % der Anwendungen zum Einsatz. Das natürliche Mineral besitzt optimale Härtewerte, eine eckige Kornform und konstante Partikelgrößenverteilung für effiziente Schneidleistung.
Qualitätsauswahl: Höherwertige Schleifmittel bieten oft höhere Wirtschaftlichkeit und Standzeit
Wie häufig wird das Schleifmittel gewechselt?
Für jeden Schneidvorgang ist frisches Schleifmittel erforderlich. Im Unterschied zu Werkzeugen handelt es sich um Einmalverbrauch–die Partikel verlieren nach dem ersten Aufprall ihre Schneidwirkung.
Alternative Schleifmittel für Sonderanwendungen:
Aluminiumoxid: Für Nichteisenmetalle mit minimaler Kontamination
Glasperlen: Geeignet für schonende Bearbeitung empfindlicher Materialien
Stahlkies: Für spezielle Industrieanwendungen ohne Granateignung
Lieferantenauswahl-Kriterien:
Konstante Korngrößenverteilung
Niedriger Feuchtegehalt
Zuverlässige Lieferkette
Technischer Support und Applikationsberatung
Die gezielte Schleifmittelwahl beeinflusst unmittelbar Schnittgeschwindigkeit, Kantenqualität und Betriebskosten – sie ist daher ein kritischer Faktor für die Gesamtleistung des Systems.
Anwendungen und Materialkompatibilität des abrasiven Wasserstrahls
Anwendungen in der Steinbearbeitung:
Abrasives Wasserstrahlschneiden eignet sich ideal für Natur- und Kunststein. Granite, Marmor und Quarzplatten profitieren von der Möglichkeit, komplexe Kantenkonturen und Ausschnitte ohne Ausbrechen oder Rissbildung zu realisieren.
Granit: Schnittgeschwindigkeit 1–3 Zoll pro Minute bei 2 Zoll Stärke
Marmor: Höhere Geschwindigkeit möglich aufgrund weicherer Struktur
Quarzwerkstoff: Gleichbleibende Leistung bei harzgebundenen Materialien
Bauwerkstein: Präzise Schnitte für Zierelemente und Konstruktionsteile
Metallbearbeitungsmöglichkeiten:
Die Technik überzeugt in der Metallbearbeitung, insbesondere wo konventionelle Methoden an Dicken- oder Präzisionsgrenzen stoßen.
Edelstahl: Saubere Schnitte bis 20 cm Dicke ohne Wärmeeinfluss
Aluminium: Schnelle Bearbeitung mit hervorragender Kantenqualität
Titan: Ideal für Luftfahrtanwendungen mit strengen Toleranzen
Werkzeugstahl: Härte bleibt durch Kalttrennung erhalten
Verbundwerkstoffe und Hochleistungsmaterialien:
Auch moderne Faserverbunde für Luftfahrt, Automobil- und Schiffbauindustrie werden prozesssicher bearbeitet.
Kohlenstofffaser: Keine Delamination oder Faserbeschädigung
Glasfaser: Saubere Schnitte ohne Harzschmelze
Keramikverbunde: Präzisionsschneiden von spröden Werkstoffen
Gummi und Dichtungen: Exakte Formen für Abdichtanwendungen
Toleranzerfüllung: 0,1 mm Genauigkeit über gesamte Serie
Werkstoffspezifische Schneidparameter: Jeder Werkstoff verlangt optimierte Druck-, Geschwindigkeits- und Schleifmitteleinstellungen. Die richtige Auswahl sichert wirtschaftlichen Betrieb bei Einhaltung der Qualitätsstandards.
Branchen, die vom abrasiven Wasserstrahlschneiden profitieren:
Luft- und Raumfahrt-Komponentenfertigung
Architekturstein-Bearbeitung
Produktion von Fahrzeugteilen
Herstellung von Marineausrüstung
Bauteile für Industriemaschinen
Die Berücksichtigung der Materialkompatibilität ist entscheidend, ob abrasives Wasserstrahlschneiden Ihre Anforderungen und Qualitätsvorgaben erfüllt.
Mittleres Korn (80–100 mesh): Ausgewogen zwischen Geschwindigkeit und Oberflächengüte
Feinkorn (120–150 mesh): Sehr glatte Oberfläche, geringere Schnittgeschwindigkeit, Präzision
Welche Materialien lassen sich per abrasivem Wasserstrahl bearbeiten?
Abrasives Wasserstrahlschneiden fertigt Werkstücke aus Metall (Stahl, Aluminium, Titan), Stein (Marmor, Granit), Glas, Keramik, Verbundmaterialien (Kohlenstofffaser, Glasfaser) und vielen weiteren Werkstoffen.
Warum ist Granat das beliebteste Schleifmittel beim Wasserstrahlschneiden?
Granat vereint optimale Härte, scharfe Partikelform und Recycelbarkeit, bietet wirtschaftlichen Schnitt, hohe Kantenqualität und geringe Maschinenabnutzung.
Ist abrasives Wasserstrahlschneiden umweltfreundlich?
Ja, das Verfahren ist ökologisch vorteilhaft: Minimaler Abfall, rezyklierbares Schleifmittel, keine schädlichen Emissionen oder Wärmeeinfluss.
Was ist bei der Anschaffung einer abrasiven Wasserstrahlmaschine zu berücksichtigen?
Wichtige Kriterien: Maschinenausstattung (z.B. Mehrachsigkeit), Qualität und Verfügbarkeit des Schleifmittels, Serviceangebot sowie Herstellerreputation (z. B. Dinosaw Machine).
Handeln Sie: Ihre nächsten Schritte
Möchten Sie abrasives Wasserstrahlschneiden für Ihren Betrieb einsetzen? Die Technologie bietet belegbare Vorteile für Unternehmen, die Präzision, Flexibilität und Effizienz fordern.
So starten Sie:
1. Kostenfreie Beratung: Unser Expertenteam analysiert Ihre Anforderungen und empfiehlt ideale Systemlösungen. Unverbindlich und exakt für Ihre Anwendung.
2. Materialtest: Senden Sie Proben zur Bearbeitung. Überzeugen Sie sich von Ergebnis und Schnittqualität an Ihrem Materialfall.
3. Systemdemonstration: Vereinbaren Sie einen Termin. Erleben Sie die Technologie im Live-Betrieb – vor Ort oder digital und stellen Sie Ihre spezifischen Fragen.
4. Individuelles Angebot: Sie erhalten ein detailliertes Angebot inkl. Einweisung, Installation und Service – abgestimmt auf Ihren Bedarf.
Guten Tag, hier ist Lizzy von Dinosaw (kein Roboter). Für welche Maschine (Modell) interessieren Sie sich? Kontaktieren Sie uns bitte jetzt über WhatsApp.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



 Nov 7, 20258 MIN LESEDAUER
Nov 7, 20258 MIN LESEDAUER




 Deutsch
Deutsch
