




 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Ms.Lizzy
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Çalışma Saatleri:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 22, 20254 DAKİKALIK OKUMA
Sep 22, 20254 DAKİKALIK OKUMA Sep 22, 20254 DAKİKALIK OKUMA
Sep 22, 20254 DAKİKALIK OKUMAKöprülü Kesme Makinası'nın teknik prensiplerini keşfedin. Dökme demir kiriş, taşlanmış raylar ve sağlam kılavuz kolonların nasıl kesim kalitesini sağladığını ve bıçak aşınmasını azalttığını öğrenin.
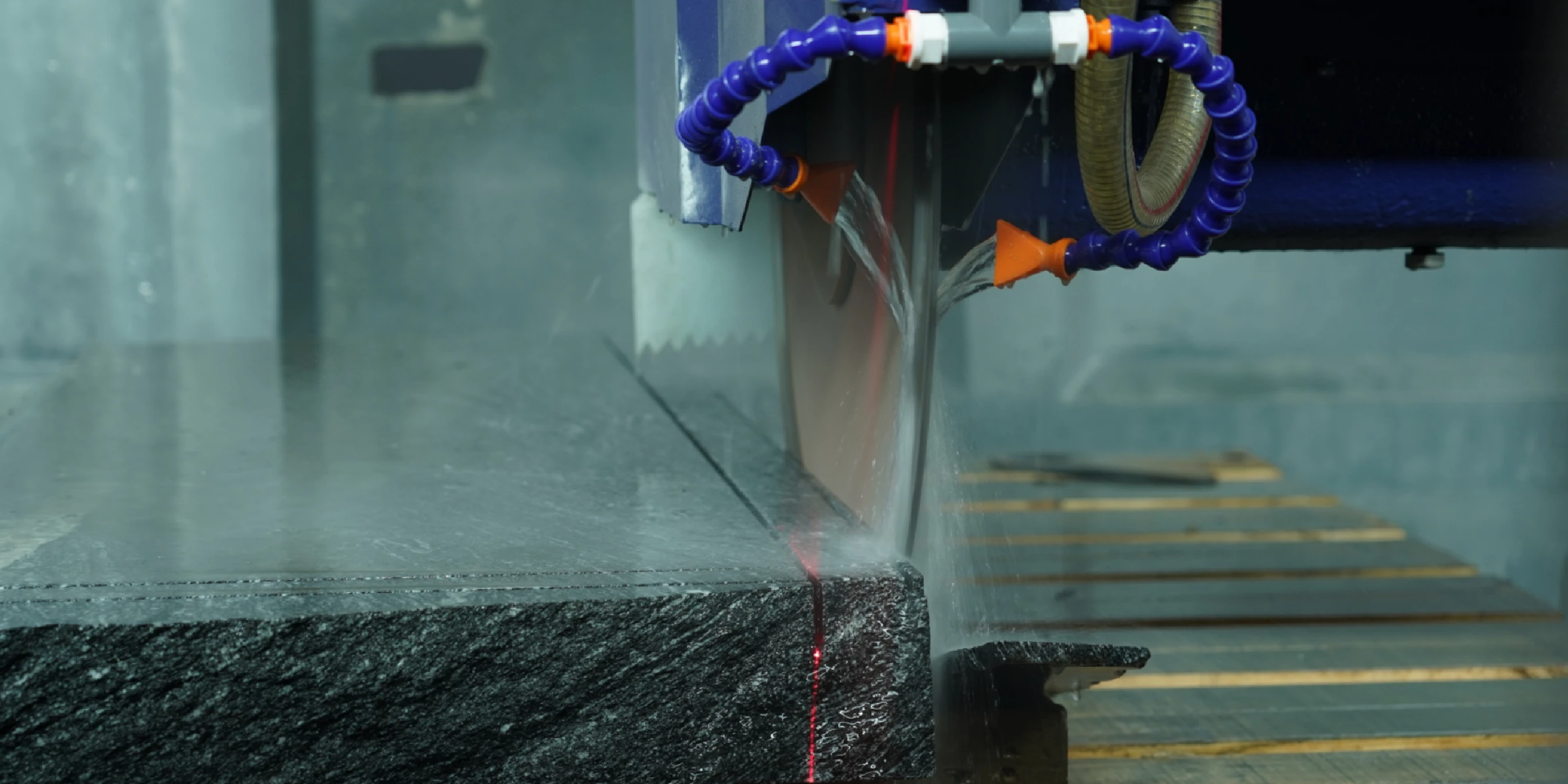
Köprülü Kesme Makinası'nın performansı bir sihir değil; akıllı mühendisliğin doğrudan sonucudur. Temiz ve hızlı bir kesimin sırrı, makinanın yapısının kuvveti nasıl yönettiğinde ve titreşimi nasıl en aza indirdiğinde yatar. Üstün yapısal sağlamlık, hassas işlenmiş hareketli parçalarla birleştiğinde, kesim sürecini stabilize eder, bıçağı korur ve nihayetinde daha yüksek kaliteli bir ürün sunar.
Bugün size özel bir köprülü kesme makinası kurulumu için bizimle iletişime geçin.
Bu makale, modern Köprülü Kesme Makinası'nın teknik prensiplerine derinlemesine dalıyor. Ana bileşenlerini parçalara ayıracak, bunların birlikte nasıl çalışarak stabilite sağladığını açıklayacak ve bu makineleri bu kadar etkili kılan tipik çalışma aralıklarını sunacağız.

Köprülü Kesme Makinası, birlikte çalışan birkaç temel yapısal unsurdan oluşur. Ana sistem, iki paralel yan kiriş (X ekseni) boyunca hareket eden ağır bir ana kirişten ("köprü") oluşur. Kesici kafa montajı, bu köprü boyunca ileri geri hareket ederken aynı zamanda kılavuz kolonlar üzerinde dikey olarak yukarı ve aşağı hareket eder (Z ekseni). Taş levha bir çalışma masasında durur ve bu masa genellikle farklı kesimler için levhayı konumlandırmak amacıyla döndürülebilir, böylece manuel olarak hareket ettirmeye gerek kalmaz.
Titreşim, motor, bıçağın taşla teması ve küçük dengesizliklerden kaynaklanır ve başlıca düşmandır. İyi tasarlanmış bir yapı, bu titreşimleri kütle (ağır dökme demir), rijitlik (sağlam, takviyeli kirişler) ve hassasiyet (hareketli parçalarda minimum boşluk) ile sönümler. Bu, bıçağın kesici kenarının stabil kalmasını sağlar, titremeyi önler ve ömrünü uzatır.
Dökme demir kirişin titreşim azaltmadaki yapısal rolü nedir?
Ağır, gerilimi alınmış dökme demir kirişin temel rolü, titreşim sönümleyici olarak hareket etmektir. Kütlesi, motor ve bıçaktan gelen yüksek frekanslı titreşimleri emer ve titremeyi önler. Temiz kesim kalitesi elde etmenin ve bıçak aşınmasını önlemenin anahtarı budur.
Köprülü Kesme Makinası'nın her parçasının kendine özgü bir görevi vardır. İşte en kritik bileşenler ve performansa katkıları:
Hassas Taşlanmış Raylar: Köprü ve kesici kafanın hareket ettiği yüzeyler, tamamen düz ve pürüzsüz olacak şekilde taşlanır. Bu, minimum temas boşluğu oluşturarak yanlış kesimlere ve kötü yüzey bitişine yol açabilecek sallanmayı veya oynaklığı ortadan kaldırır.
Hassas taşlanmış raylar, köprünün tamamen pürüzsüz bir yüzeyde minimum boşlukla hareket etmesini sağlar ve "sallanmayı" ortadan kaldırır. Bu stabil yol, kesim kanalının (kerf) stabilitesi için gereklidir ve köprülü kesme makinası ile mermer levhada düz ve tutarlı bir kesim sağlar.
Sert krom kaplı, katı kılavuz kolonlar dikey hassasiyeti nasıl artırır?
Katı kılavuz kolonlar, içi boş olanlara göre daha rijittir ve kesici kafa hareket ederken esnemeye karşı direnç gösterir. Sert krom kaplama, başlığın tam dikey pozisyonunu sapma olmadan koruyan dayanıklı ve düşük sürtünmeli bir yüzey sunar; bu da hassas derinlik kontrolü için kritiktir.
Otomatik yağlama sistemi, kritik hareketli parçalara sürekli olarak gres uygulayarak uzun vadeli aşınmayı önler. Manuel bakım atlandığında oluşan sürtünme kaynaklı hasarı engeller ve makinanın ömrü boyunca hassasiyetini korumasına yardımcı olur.
Bıçak hızı (RPM), bıçak çapı ve taş türüne göre ayarlanmalıdır. Çok hızlı çalışmak bıçağın parlamasına veya erken aşınmasına neden olabilir, çok yavaş çalışmak ise verimliliği düşürür. İşte granit köprülü kesme makinası için tipik üretici bildirimli RPM aralıkları:
Not: Bunlar genel, üretici bildirimli yönergelerdir. Her zaman kendi makinanız ve bıçak üreticinizin tavsiyelerini kontrol edin.
Yanlış RPM ayarlarının belirtileri nelerdir?
RPM çok yüksekse, tiz bir ıslık sesi duyabilir veya taş üzerinde yanık izleri görebilirsiniz. RPM çok düşükse, kesim yavaş olur ve motor zorlanabilir. Her zaman üretici bildirimli RPM aralıklarıyla başlayın ve malzemenin geri bildirimine göre ince ayar yapın.

Dayanıklı makineler bile aşınma veya hizasızlık belirtileri gösterebilir. İşte dikkat edilmesi gereken birkaç durum:
Sarsıntılı hareketler, yeni veya artan sesler ya da kesim kareliğinin aniden kaybolması gözlemleyin. Bunlar genellikle ray veya kolon sorunlarına işaret eder. Önce raylarda birikinti olup olmadığını, ardından kolonlarda yağlama eksikliğini kontrol edin. Bakım programının bir parçası olarak düzenli kontrol en iyi önlemdir.
Modern bir Köprülü Kesme Makinası, dijital bir atölyeye sorunsuz bir şekilde entegre olmalıdır. Uyumluluk, sezgisel olması gereken PLC/HMI'ya ve kontrol girdilerine hassas şekilde yanıt vermesi gereken sürücülere kadar uzanır. Otomatik üretim hatlarında, makine-makine iletişimi için yaygın olarak kullanılan endüstriyel protokoller olan OPC UA veya Profinet gibi arayüzlere bakın. Bu, köprülü kesme makinasının diğer ekipmanlarla bağlantı kurmasını sağlar ve kapsamlı bir sistem için kritik bir faktördür.
PLC/HMI, stratejinizi besleme hızı ve RPM gibi makine komutlarına çeviren beyindir. Bu dijital ayarların, taş ve bıçağın fiziksel gerçeklerine uygun olması çok önemlidir; aksi takdirde infrared köprülü kesme makinasında hasar veya kötü sonuçlar ortaya çıkabilir. Yanlış bir ayar, kolayca kırık bir levhaya veya hasarlı bir bıçağa yol açabilir.
Bağımsız bir köprülü kesici için gerekli değildir. Ancak, makinanın konveyörler, yükleyiciler veya merkezi fabrika sistemiyle iletişim kurması gereken otomatik bir hat için OPC UA gibi protokoller gereklidir. Farklı makinelerin ortak bir dil konuşmasını sağlarlar ve koordineli, akıllı fabrika operasyonları için gereklidir.
 Türkçe
Türkçe
Kolay Çözüm Alın
Çevrim İçi Sohbet
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Merhaba 👋 Size nasıl yardımcı olabiliriz?