CNC/PLC köprülü kesme makinası mimarisi, bileşenleri ve kurulumu hakkında teknik genel bakış. ±0,05mm'ye kadar tekrarlanabilirlik.
Mühendisler için bir makineyi anlamak, yalnızca çıktısına bakmaktan öteye gider. Burada önemli olan, mimari tercihlerinin doğruluk, çalışma süresi ve güvenlik gibi performans metriklerini doğrudan nasıl etkilediğidir. Bir Köprülü Kesme Makinası CNC, birbirine bağlı bileşenlerden oluşan bir sistemdir ve her biri genel kapasitesinde kritik bir rol oynar. Programın yüklenmesinden son kesime kadar olan iş akışı, bu bileşenlerin uyum içinde çalışmasıyla yönetilir.
Bu makale, modern bir Köprülü Kesme Makinası CNC'nin teknik prensiplerini; yapısal tasarımından anahtar bileşenlerinin tipik parametre aralıklarına kadar ayrıntılı olarak inceliyor. Bu unsurların analiz edilmesi, etkin kullanım, arıza giderme ve entegrasyon için temel oluşturur.
Köprülü Kesme Makinası Mimarisi için mühendis rehberliği talep edin

Köprülü Kesme Makinası CNC Yapısı ve Kontrolü
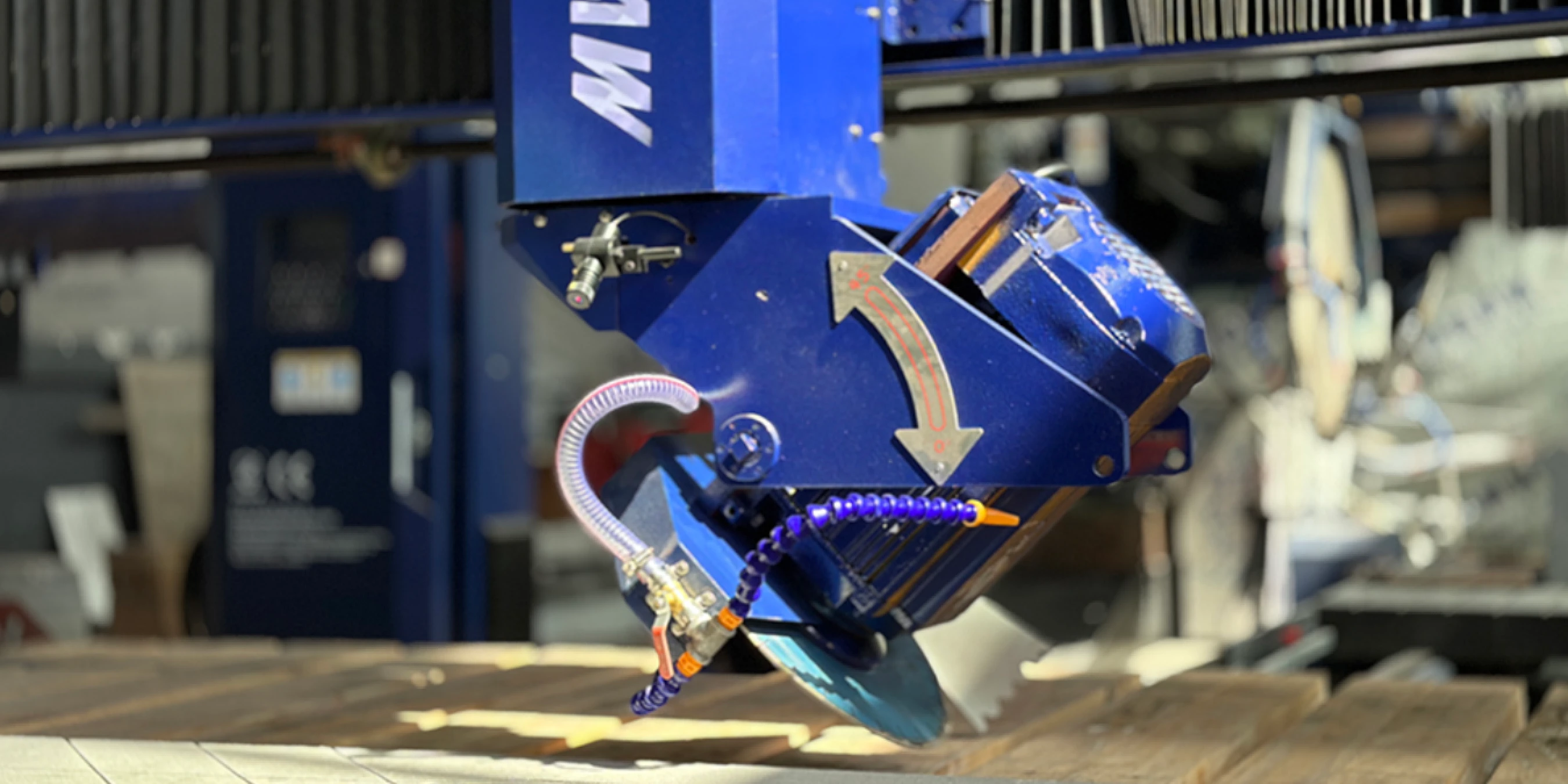
Yapısal olarak, bir Köprülü Kesme Makinası CNC, sabit bir çalışma tablası üzerinde hareket eden rijit bir köprü portalından oluşur. Ana kesme mekanizması, elmas bıçak takılı yüksek güçlü bir mil içerir. Bu bütün sistem, hassasiyeti sağlamak için yüksek hassasiyetli lineer kızaklar üzerinde servo motorlar tarafından hareket ettirilir. Sistem, Endüstriyel bir bilgisayar (PLC veya tam CNC kontrolörü) tarafından, Operatör Paneli (HMI) üzerinden kontrol edilir ve sensörler, soğutma devresi ve güvenlik kabini ile güvenilir şekilde çalışır.
Makine, çok eksenli koordineli hareketle amacına ulaşır; düz kesimler, açılı kesimler veya karmaşık konturlar için G-kod programlarını uygular. Hassasiyeti, en önemli özelliğidir ve tekrarlanabilirlik ±0,05mm'ye (üretici verisi) kadar ulaşabilir.
- Çekirdek Modüller: Portal gövde, mil/bıçak grubu, eksenler/sürücüler, HMI/PLC/CNC kontrolör, sensörler, soğutma devresi ve güvenlik kabini.
- Desteklenen Eksenler: Standart X (portal hareketi), Y (köprü hareketi) ve Z (dikey derinlik), gelişmiş kesimler için isteğe bağlı döndürme (A/C-eksen) ve eğme (B-eksen).
- Veri & Programlar: Genellikle CAD/CAM yazılımından (örn. DXF dosyaları) aktarılan programlarla çalışır ve farklı malzemeler için reçete yönetimine olanak tanır.
Sistem Genel Bakışı ve ±0,05mm'ye Kadar Hassasiyet
Köprülü Kesme Makinası CNC'nin mimarisi, rijitlik ve hassasiyet için tasarlanmıştır. Her modül, nihai performansa katkıda bulunur:
- Portal: Çalışma tablası üzerinde uzanan köprü yapısı. Kütlesi ve rijitliği, titreşime (çapak) karşı direnç ve düz, hassas kesimler için kritiktir.
- Mil & Bıçak: Kesme işleminin kalbidir. Mil motoru güç ve devir sağlar, elmas bıçak ise kesimi gerçekleştirir.
- Sürücüler & Lineer Kızaklar: Servo veya step motorlar, her eksende (X, Y, Z, vb.) hareketi sağlar. Yüksek hassasiyetli lineer kızaklar ve bilyalı vidalar üzerinde hareket ederek düzgün ve tekrarlanabilir hareket sunar.
- HMI/PLC (CNC opsiyonel): Operatör Paneli (HMI), operatörün kontrol panelidir. Programlanabilir Lojik Kontrolör (PLC), G-kodunu okuyan ve komutları uygulayan endüstriyel bilgisayardır; motorları ve diğer çevre birimlerini kontrol eder.
- Sensörler: Sistemi izleyen çeşitli sensörler; konum geri bildirimi için enkoderler ve isteğe bağlı olarak takım aşınması, titreşim ve soğutucu akışı/sıcaklığı için sensörler bulunur.
- Soğutma Devresi: Bıçak/taş arayüzüne su sağlayan kapalı veya açık devre sistem. Bıçağı soğutur, taşta termal hasarı önler ve kesim atıklarını uzaklaştırır.
- Kabini & Güvenlik: Operatörü hareketli parçalardan ve su sıçramasından koruyan güvenlik kilitleri, ışık perdeleri ve fiziksel koruma.
Bir Köprülü Kesme Makinasının Temel Bileşenleri
- Mil Gücü & Devir (RPM): Genellikle 15 kW ile 22 kW arasında değişir. RPM, bıçak çapı ve malzeme sertliğine göre ayarlanır; tedarikçi veri sayfanıza bakınız.
- İlerleme Hızı: Malzeme sertliği ve kesme derinliğine göre değişir. Her zaman tedarikçinizin önerdiği temkinli ayarlarla başlayın.
- Pozisyonlama Tekrarlanabilirliği: Hassasiyet için kritik bir metriktir. DINOSAW testereleri, ±0,05mm'ye kadar yüksek hassasiyet sağlayabilir (üretici verilerine göre).
- Soğutucu Akışı: Yeterli soğutma ve atık uzaklaştırma için genellikle 3-5 m³/h arasıdır.
- Bıçak Çapı & Kesim Genişliği (Kerf): Bıçak çapları 400mm ile 800mm arasında değişebilir; kerf (kesim genişliği), malzeme kaybı hesaplamalarında kritik bir faktördür.
- Servo P-I-D Bantları: Servo sürücülerdeki oransal, integral ve türev ayarları; yanıt süresi ile aşım arasındaki dengeyi optimize etmek için ayarlanır, hem hız hem de hassasiyeti etkiler.
Arıza Modları ve Önlemler
- Bıçak Camlaşması: Belirti: Bıçak etkili şekilde kesmeyi bırakır ve yanık izleri oluşabilir. Önlem: Soğutucu akışını ve konsantrasyonunu kontrol edin; bıçağı aşındırıcı blokla temizleyin; ilerleme hızı/devir ayarını değiştirin.
- Çapak/Titreşim: Belirti: Kesim kenarında dalgalı veya kırık yüzey. Önlem: Gevşek bıçak flanşlarını, aşınmış mil rulmanlarını veya yanlış ilerleme/hız ayarlarını kontrol edin. Servo yeniden ayarı gerekebilir.
- Termal Sürüklenme: Belirti: Uzun kesim işlerinde boyutsal hassasiyet kaybı. Önlem: Bileşenlerin termal dengeye ulaşması için makineyi önceden ısıtma döngüsü uygulayın.
- HMI Hatalı Giriş: Belirti: Yanlış makine hareketleri veya program hataları. Önlem: Kritik ayarlara erişimi sınırlamak için HMI'da kademeli kullanıcı izin seviyeleri uygulayın.

Fabrika Sistemleriyle Bağlantı
Modern bir fabrikaya entegrasyon için, Köprülü Kesme Makinası CNC'nin diğer sistemlerle iletişim kurabilmesi gerekir. Temel uyumluluk özellikleri şunlardır:
- Endüstriyel Protokoller: Merkezi fabrika yönetim sistemiyle iletişim için OPC UA, Profinet veya Modbus gibi standartları destekler.
- Fikstür G/Ç Eşlemesi: Otomatik sıkıştırma, vakum tablaları veya robotik yükleme sistemleriyle entegrasyon için dijital giriş ve çıkışlar.
- Reçete İçe/Dışa Aktarma: CAD/CAM yazılımından (örn. DXF dosyaları) kesim programı alma ve üretim verilerini genellikle CSV veya JSON formatında dışa aktarma yeteneği.
Yaygın Malzemeler için Başlangıç Ayarları
En iyi ayarlar test gerektirse de, bunlar yaygın başlangıç noktalarıdır:
- Granit: Daha yüksek mil gücü, daha düşük ilerleme hızı. RPM/ilerleme, bıçak çapı ve malzeme sertliğine göre ayarlanmalıdır; temkinli, tedarikçi önerili ayarlarla başlayın. Soğutucu: Yüksek akış.
- Mermer: Kırılmaya eğilimli; özel bir bıçak bağlayıcı gerektirir. RPM/ilerleme, malzemeye göre ayarlanmalıdır; temkinli ayarlarla başlayın. Soğutucu: Orta akış.
- Kuvars/Kompoze Taş: Tutarlı malzeme ancak aşındırıcı olabilir. RPM/ilerleme, bıçak ve malzemeye göre ayarlanmalıdır; temkinli ayarlarla başlayın. Soğutucu: Yüksek akış.
SSS: Teknik Sorular
Bir Köprülü Kesme Makinası CNC granit için hangi tekrarlanabilirliği sağlayabilir?
Yüksek kaliteli bir köprülü kesme makinasında hassas lineer kızaklar ve enkoderli servo motorlarla, çoğu uygulama için ±0,05mm ila ±0,1mm tekrarlanabilirlik gerçekçi ve ulaşılabilir bir özelliktir.
Bir Köprülü Kesme Makinası CNC fabrika yazılımı ile entegre edilebilir mi?
Makine, uyumlu endüstriyel veri arayüzleri sunuyorsa entegrasyon mümkün olabilir; ayrıntıları tedarikçi ve yazılım sağlayıcınızla doğrulayın.
Bakım ekipleri için eğitim eğrisi nasıldır?
Endüstriyel makine geçmişine sahip personel için eğitim eğrisi, CNC kontrolü, servo ayarları ve taş kesme uygulamasının ayrıntılarına odaklanır. Tam yetkinlik için tipik eğitim süresi 1-2 haftadır.
Bir granit köprülü kesme makinasında soğutucu nasıl boyutlandırılır?
Soğutucu akışı önerileri, bıçak çapı ve malzemeye bağlıdır; ancak tipik aralık bıçak başına 3-5 m³/h'dir. Her zaman tedarikçi teknik özelliklerinizi kontrol edin.





 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



 Sep 15, 20253 DAKİKALIK OKUMA
Sep 15, 20253 DAKİKALIK OKUMA
 Türkçe
Türkçe
