Visão técnica da arquitetura, componentes e configuração de uma serra ponte CNC/PLC. Repetibilidade de até ±0,05mm.
Para engenheiros, compreender uma máquina vai além do seu resultado final. Trata-se de como as escolhas arquitetônicas influenciam diretamente métricas de desempenho como precisão, tempo de atividade e segurança. Uma serra ponte CNC é um sistema de componentes interconectados, cada um desempenhando um papel fundamental em sua capacidade geral. O fluxo de trabalho, desde o carregamento do programa até o corte final, é uma sequência orquestrada por esses componentes atuando em conjunto.
Este artigo detalha os princípios técnicos de uma serra ponte CNC moderna, desde o seu design estrutural até as faixas de parâmetros típicos de seus principais componentes. A análise desses elementos fornece a base para uma operação eficaz, solução de problemas e integração.
Solicite uma apresentação técnica da Arquitetura da Serra Ponte com um engenheiro

Estrutura e Controle da Serra Ponte CNC
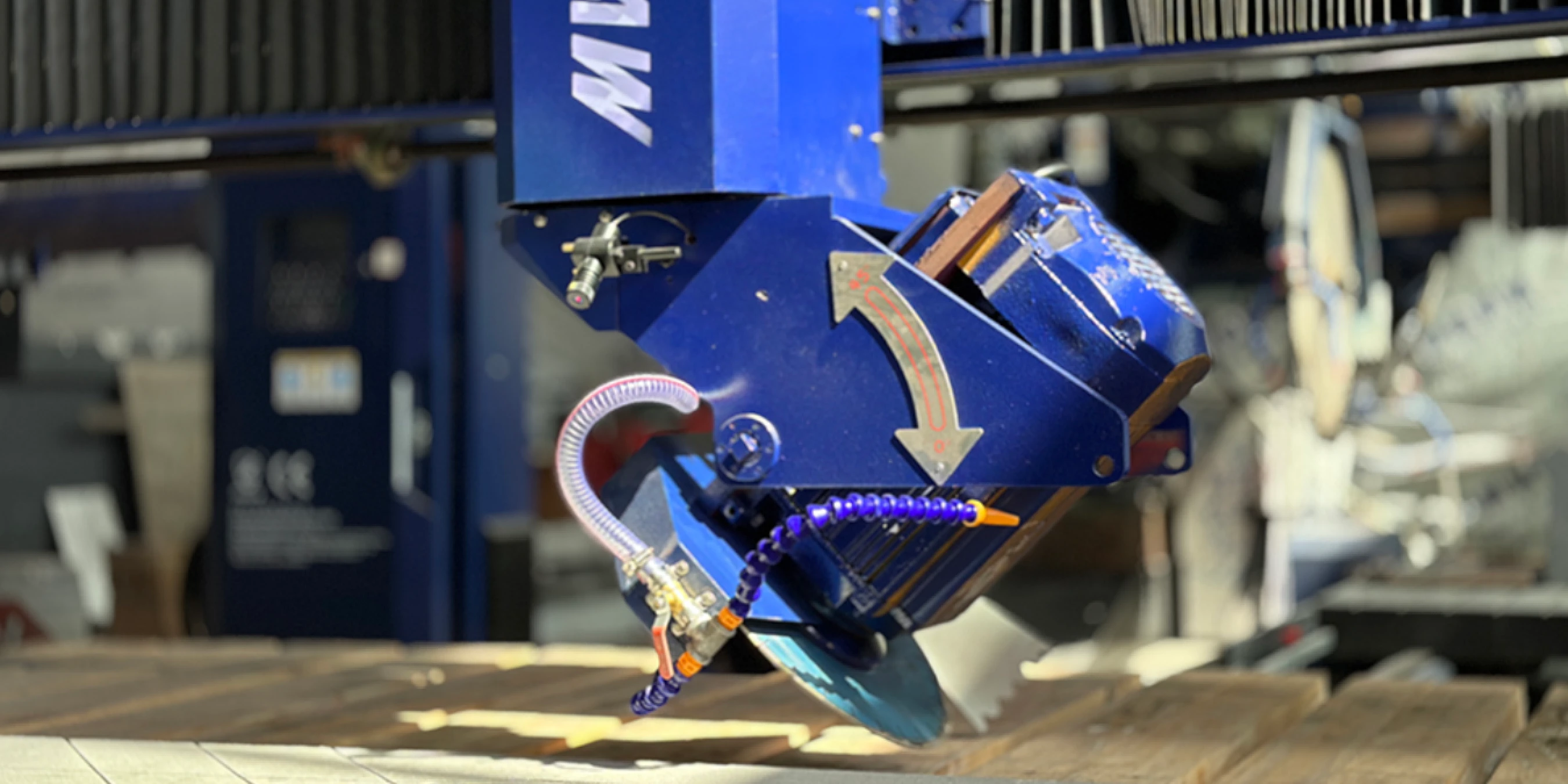
Estruturalmente, uma serra ponte CNC para pedra consiste em um pórtico rígido que se move sobre uma mesa de trabalho estacionária. O mecanismo de corte principal inclui um fuso de alta potência equipado com um disco diamantado. Todo esse conjunto é acionado por servomotores ao longo de guias lineares de alta precisão para garantir exatidão. O sistema é controlado por um computador industrial (um PLC ou controlador CNC completo) via uma Interface Homem-Máquina (IHM), e utiliza sensores, um circuito de refrigeração e uma proteção de segurança para funcionar de forma confiável.
A máquina cumpre sua função através do movimento coordenado de múltiplos eixos, executando programas G-code para realizar cortes retos, em ângulo ou contornos complexos. Sua precisão é um atributo fundamental, com repetibilidade capaz de atingir ±0,05mm (conforme informado pelo fabricante).
- Módulos principais: Estrutura do pórtico, conjunto fuso/disco, eixos/acionamentos, IHM/PLC/controlador CNC, sensores, circuito de refrigeração e proteção de segurança.
- Eixos suportados: Padrão X (movimento do pórtico), Y (movimento da ponte) e Z (profundidade vertical), com rotação opcional (eixo A/C) e inclinação (eixo B) para cortes avançados.
- Dados & Programas: Opera com programas normalmente importados de softwares CAD/CAM (ex.: arquivos DXF) e permite gerenciamento de receitas para diferentes materiais.
Visão Geral do Sistema e Precisão de até ±0,05mm
A arquitetura de uma serra ponte CNC é projetada para rigidez e precisão. Cada módulo contribui para o desempenho final:
- Pórtico: Estrutura da ponte que atravessa a mesa de trabalho. Sua massa e rigidez são fundamentais para resistir à vibração (chatter) e garantir cortes retos e precisos.
- Fuso & Disco: O coração da operação de corte. O motor do fuso fornece potência e rotação, enquanto o disco diamantado realiza o corte.
- Acionamentos & Guias Lineares: Servomotores ou motores de passo movimentam cada eixo (X, Y, Z, etc.). Eles deslizam sobre guias lineares de alta precisão e fusos de esferas para garantir movimentos suaves e repetíveis.
- IHM/PLC(CNC opcional): A Interface Homem-Máquina (IHM) é o painel de controle do operador. O Controlador Lógico Programável (PLC) é o computador industrial que lê o G-code e executa os comandos, controlando motores e outros periféricos.
- Sensores: Diversos sensores monitoram o sistema, incluindo encoders para feedback de posição e sensores opcionais para desgaste de ferramenta, vibração e fluxo/temperatura do refrigerante.
- Circuito de Refrigeração: Sistema fechado ou aberto que fornece água para a interface disco/pedra. Isso resfria o disco, evita danos térmicos à pedra e remove resíduos do corte.
- Proteção & Segurança: Intertravamentos de segurança, cortinas de luz e proteções físicas que protegem o operador de partes móveis e respingos de água.
Componentes Principais de uma Serra Ponte para Pedra
- Potência & RPM do Fuso: Normalmente varia de 15 kW a 22 kW. O RPM é ajustado conforme o diâmetro do disco e a dureza do material; consulte a ficha técnica do seu fornecedor.
- Avanço: Varia conforme a dureza do material e a profundidade do corte. Sempre comece com configurações conservadoras recomendadas pelo fornecedor.
- Repetibilidade de Posicionamento: Métrica crítica para precisão. As serras DINOSAW podem alcançar alta precisão de até ±0,05mm (segundo especificações do fabricante).
- Fluxo de Refrigeração: Geralmente de 3-5 m³/h para garantir resfriamento adequado e remoção de resíduos.
- Diâmetro & Largura do Corte do Disco: Os diâmetros dos discos podem variar de 400mm a 800mm, sendo a largura do corte (kerf) um fator crítico no cálculo do desperdício de material.
- Banda P-I-D do Servo: Os ajustes proporcional, integral e derivativo nos acionamentos dos servos, otimizando o tempo de resposta versus o sobrepasso, afetando tanto a velocidade quanto a precisão.
Modos de Falha e Mitigações
- Vidramento do Disco: Sintoma: O disco para de cortar de forma eficiente e pode deixar marcas de queimadura. Mitigação: Verifique o fluxo e a concentração do refrigerante; faça o dress do disco com bloco abrasivo; ajuste o avanço/RPM.
- Chatter/Vibração: Sintoma: Acabamento ondulado ou lascado na borda do corte. Mitigação: Verifique flanges soltas do disco, rolamentos do fuso desgastados ou configurações inadequadas de avanço/velocidade. Pode ser necessário retunear o servo.
- Deriva Térmica: Sintoma: Perda de precisão dimensional em cortes longos. Mitigação: Implemente um ciclo de aquecimento da máquina para estabilizar termicamente os componentes.
- Erro de Entrada na IHM: Sintoma: Movimentos incorretos da máquina ou erros de programa. Mitigação: Implemente níveis de permissão de usuário na IHM para restringir o acesso a configurações críticas.

Conectividade com Sistemas de Fábrica
Para integração em uma fábrica moderna, uma serra ponte CNC deve comunicar-se com outros sistemas. Os principais recursos de compatibilidade incluem:
- Protocolos Industriais: Suporte a padrões como OPC UA, Profinet ou Modbus para comunicação com o sistema central de gestão da fábrica.
- Mapeamento de I/O de Dispositivos: Entradas e saídas digitais para integração com sistemas de fixação automatizados, mesas de vácuo ou carregamento robótico.
- Importação/Exportação de Receitas: Capacidade de importar programas de corte de softwares CAD/CAM (ex.: arquivos DXF) e exportar dados de produção, geralmente em formatos CSV ou JSON.
Configurações Iniciais para Materiais Comuns
Embora as configurações ideais exijam testes, estes são pontos de partida comuns:
- Granito: Maior potência do fuso, menor avanço. O RPM/avanço deve ser ajustado conforme o diâmetro do disco e a dureza do material; comece com configurações conservadoras recomendadas pelo fornecedor. Refrigeração: Fluxo alto.
- Mármore: Propenso a lascamento; requer liga específica do disco. Ajuste RPM/avanço conforme o material; comece com configurações conservadoras. Refrigeração: Fluxo médio.
- Quartzo/Pedra Artificial: Material consistente, mas pode ser abrasivo. Ajuste RPM/avanço conforme o disco e o material; comece com configurações conservadoras. Refrigeração: Fluxo alto.
Perguntas Frequentes: Questões Técnicas
Qual a repetibilidade que uma serra ponte CNC pode alcançar para granito?
Para uma serra ponte de alta qualidade com guias lineares de precisão e servomotores com encoders, uma repetibilidade de ±0,05mm a ±0,1mm é uma especificação realista e alcançável para a maioria das aplicações.
Uma serra ponte CNC pode ser integrada a softwares de fábrica?
A integração pode ser possível se a máquina disponibilizar interfaces de dados industriais compatíveis; verifique os detalhes com seu fornecedor e o provedor de software.
Como é a curva de treinamento para equipes de manutenção?
Para equipes com experiência em máquinas industriais, o treinamento foca nos detalhes do controle CNC, ajuste de servos e aplicação em corte de pedra. O período típico de treinamento é de 1 a 2 semanas para plena competência.
Como dimensionar o fluxo de refrigeração em uma serra ponte para granito?
As recomendações de fluxo de refrigeração dependem do diâmetro do disco e do material, mas a faixa típica é de 3-5 m³/h por disco. Sempre verifique as especificações do seu fornecedor.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



 Sep 15, 20253 MIN DE LEITURA
Sep 15, 20253 MIN DE LEITURA
 Português
Português
