




 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Ms.Lizzy
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Çalışma Saatleri:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Aug 20, 20257 DAKİKALIK OKUMA
Aug 20, 20257 DAKİKALIK OKUMA Aug 20, 20257 DAKİKALIK OKUMA
Aug 20, 20257 DAKİKALIK OKUMABu makale, granit ve kuvarsitte çentiklenmeye neden olan etkenleri, farklı kenar hasarı türlerini ve DINOSAW Makinası'nın nasıl yardımcı olabileceğini teknik olarak derinlemesine inceliyor.
Taş işleme sektöründe, bitmiş bir kenarın kalitesi ustalığın nihai imzasıdır. Ancak, dünya genelindeki atölyeleri sürekli ve maliyetli bir sorun rahatsız ediyor: kenar çentiklenmesi. Özellikle granit ve kuvarsit gibi sert, kristal yapılı malzemelerle çalışırken sıkça görülen bu kusur, yüksek değerli bir plakayı indirimli bir artık parçaya veya daha kötüsü, kurtarılamaz bir atığa dönüştürebilir.
Çentiklenmenin temel nedenlerini anlamak sadece akademik bir egzersiz değildir; kaliteyi artırmak, atığı azaltmak ve kârlılığı maksimize etmek için kritik bir adımdır. Bu teknik rehber, taşta çentiklenmenin bilimini parçalara ayıracak, hasar türlerini kategorize edecek ve mükemmel, çentiksiz bir kenara ulaşmada makine stabilitesinin kesin rolünü ortaya koyacaktır.
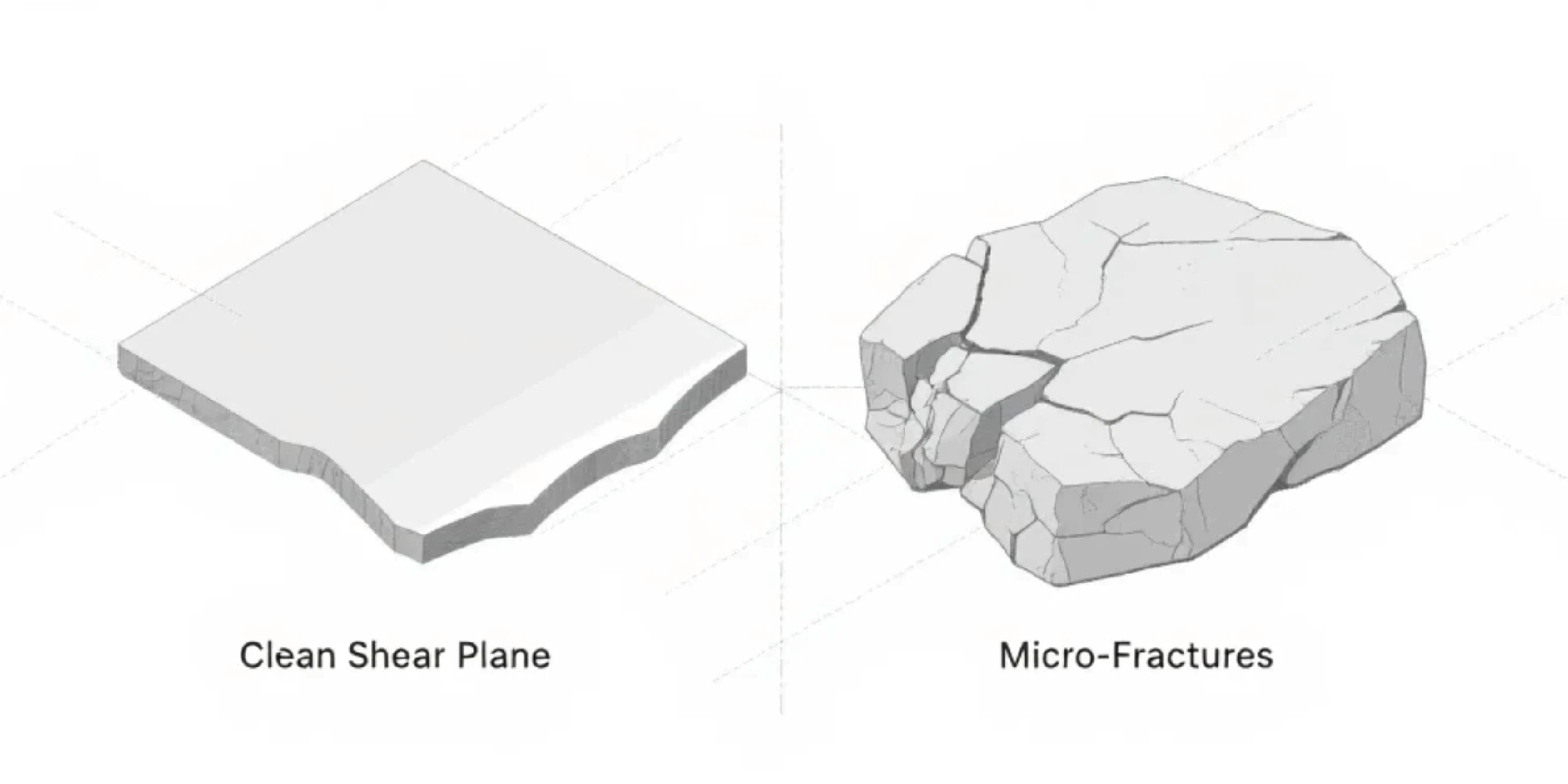
Her çentik aynı değildir. Hasar türünü belirlemek, temel nedeni teşhis etmenin ilk adımıdır. Üretimde, başlıca iki kategoriyle karşılaşırız:
Açıklama: Bunlar, kesim hattı boyunca oluşan küçük, çoğu zaman ince çizikler ve pulcuklardır; "testere dişi" veya pürüzlü bir kenar oluşturur ve düzeltmek için kapsamlı ikincil parlatma gerektirir. Tek başına küçük olsalar da, topluca nihai kaliteyi düşürür ve işçilik süresini önemli ölçüde artırır.
Temel Neden: Makinenin milinden veya köprüsünden kaynaklanan yüksek frekanslı titreşimler, yanlış bıçak hazırlama veya kullanılan bıçağın elmas bağının işlenen malzemeye göre fazla sert olması.
Açıklama: Bu, kenardan daha büyük taş parçalarının kopmasıyla oluşan daha yıkıcı bir arızadır; genellikle kesimin giriş veya çıkış noktasında meydana gelir. Tek bir kopma, tüm iş parçasının amaca uygunluğunu kaybetmesine neden olabilir.
Temel Neden: Neredeyse her zaman aşırı makine titreşimi, ani kesme hızı değişimi veya kör ya da hasarlı bir bıçağın malzemeye temiz kesmek yerine aşırı baskı uygulaması sonucu oluşur.

Çentiklenmenin finansal etkisi, yalnızca boşa giden malzemenin maliyetinin çok ötesine uzanır.
Bıçaklar ve ilerleme hızları önemli değişkenler olsa da, çentiklenmeyi önlemede temel unsur CNC makinesinin stabilitesi ve rijitliğidir.
Pek çok usta, çözüm umuduyla pahalı bıçaklara yatırım yapar, ancak sorun devam eder. Çünkü ne kadar gelişmiş olursa olsun bir bıçak, kesme sırasında aşırı stres altında esneyen bir makine gövdesini veya titreşen bir köprüyü telafi edemez.
DINOSAW Makinası gibi bir 5 Eksenli Köprülü Kesme Makinası bu sorunu çözmek için özel olarak tasarlanmıştır. Devasa, ısıl işlem görmüş ve gerilim giderilmiş çelik gövdesi son derece stabil bir kesim platformu sunar. Bu rijitlik, çentiklenmenin ana nedeni olan mikro titreşimleri ortadan kaldırır ve elmas bıçağın işini cerrahi hassasiyetle yapmasını sağlar. Sonuç; çok daha temiz ve hızlı bir kesim, ikincil finisaj ihtiyacının ciddi şekilde azalması ve maliyetli kopma riskinin minimuma inmesidir.

Çentiklenme konusunda ustaların en çok merak ettiği soruları yanıtlamak için teknik forumları analiz ettik:
Kuvarsit son derece serttir ve temiz kesim için yüksek stabilite gerektirir. Yeni bir bıçak hâlâ çentik oluşturuyorsa, sorun neredeyse kesinlikle makine titreşimidir. Daha az rijit bir makine, bıçağın mikroskobik düzeyde "zıplamasına" izin verir ve kenardaki kristalleri kesmek yerine kırar.
Yardımcı olabilir, ancak tek başına temel sorunu çözemez. Hız için "tatlı noktayı" bulmak, ancak makine sürekli stabil bir platform sunuyorsa etkilidir. Daha az rijit bir makinede, plakanın bir bölümünde mükemmel olan hız, başka bir bölümde harmonik titreşimler nedeniyle çentiklenmeye yol açabilir.
Yeterli su akışı kritik önemdedir. Soğutucu ve yağlayıcı görevi görür, ayrıca kesimden taş tozunu (talaşı) uzaklaştırır. Yetersiz su akışı, bıçağın aşırı ısınmasına ve "camlaşmasına" neden olabilir; bu da taş üzerinde kesmek yerine vurma etkisi yaratır ve doğrudan çentiklenmeye yol açar.
Kenar çentiklenmesi rastgele oluşan bir durum değildir; doğrudan fiziğin sonucudur. Takımlar ve teknikler rol oynasa da, temel çözüm titreşimi kaynağında kontrol etmek ve ortadan kaldırmaktır.
Üstün yapısal rijitliğe sahip bir CNC makinesine yatırım yaparak, ustalar belirtileri (sonsuz parlatma, sürekli bıçak değiştirme) tedavi etmenin ötesine geçip temel nedeni ele alabilirler. DINOSAW Makinası gibi stabil ve sağlam bir platform, çentiksiz kenar garantisi sunar ve atölyelerin en zorlu malzemelerde güvenle ve kârlılıkla çalışmasını sağlar.
 Türkçe
Türkçe
Kolay Çözüm Alın
Çevrim İçi Sohbet
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Merhaba 👋 Size nasıl yardımcı olabiliriz?