



 English
English 한국어
한국어





Lizzy 客服
您好,我是大鲨鱼机械的 Lizzy(真人在线)。想了解哪款设备?请直接通过微信联系我们。
 Aug 20, 20257分钟阅读
Aug 20, 20257分钟阅读 Aug 20, 20257分钟阅读
Aug 20, 20257分钟阅读本文将深入探讨花岗岩和石英岩崩边的成因、不同类型的边缘损伤,以及大鲨鱼机器如何助力解决这一问题。
在石材加工行业,成品边缘的质量是工艺水平的最终体现。然而,一个持续且代价高昂的问题困扰着全球的加工车间:边缘崩边。这一缺陷在加工花岗岩和石英岩等坚硬结晶材料时尤为常见,可能会让高价值的石板变成打折的边角料,甚至成为无法挽救的废料。
了解崩边的根本原因不仅仅是学术探讨,更是提升品质、减少浪费、最大化利润的关键一步。本技术指南将解析石材崩边的科学原理,分类损伤类型,并阐述设备稳定性在实现完美无崩边的关键作用。
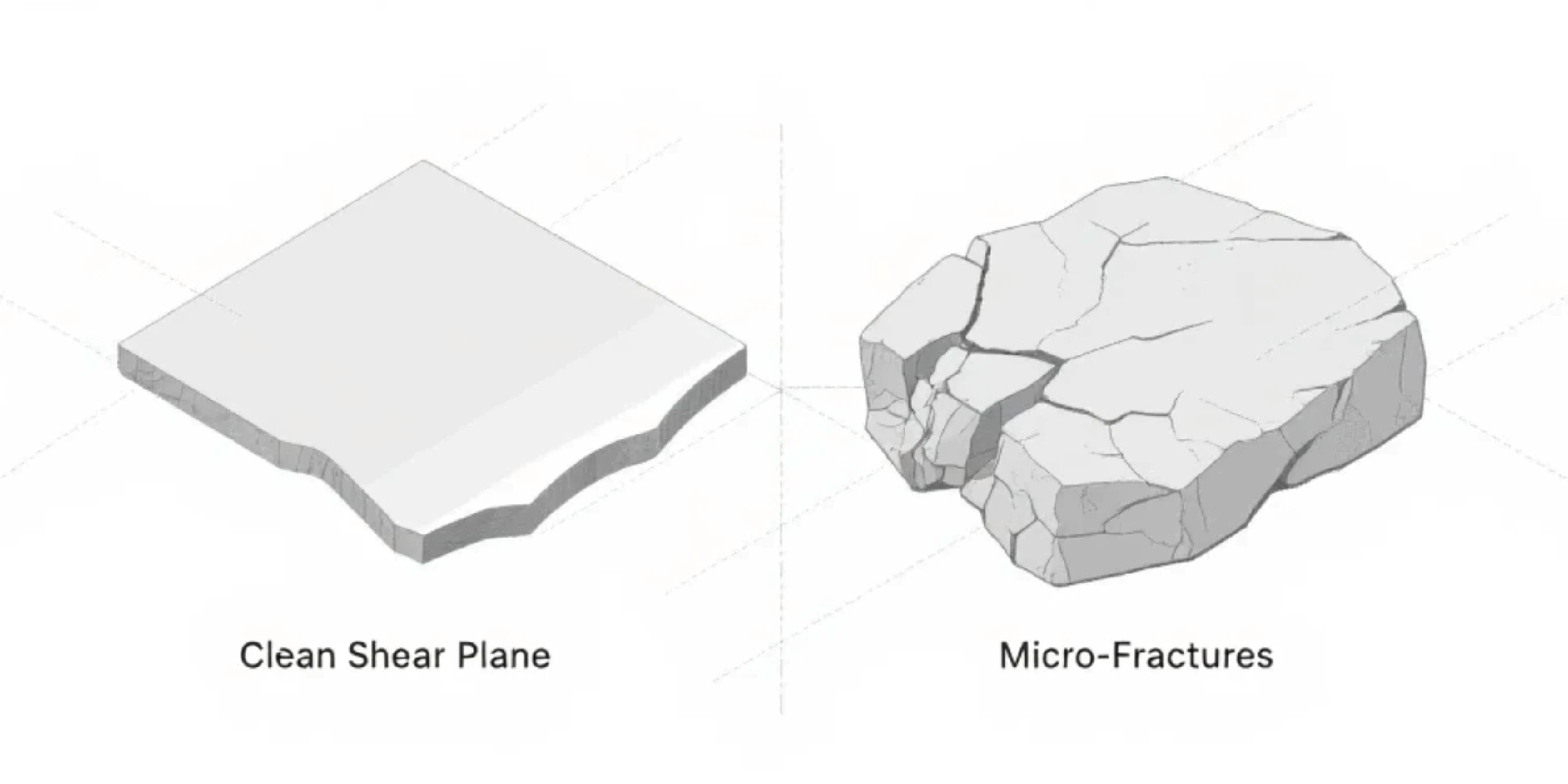
并非所有崩边都一样。识别损伤类型是诊断根本原因的第一步。在加工过程中,我们主要遇到两类:
描述:这些是沿切割线出现的小而细微的缺口和碎片,形成"锯齿状"或粗糙边缘,需要大量的二次抛光修复。虽然单个微小,但整体会降低最终品质,并显著增加人工时间。
主要原因:来自设备主轴或龙门的高频振动、刀片修整不当,或使用了与材料不匹配的过硬金刚石刀头。
描述:这是更为严重的损伤,较大块石材从边缘断裂,通常发生在切割的进出口处。一次爆边可能导致整个工件报废,无法用于预期项目。
主要原因:几乎总是由于设备振动过大、切割速度突然变化,或钝化、损坏的刀片对材料施加了巨大压力而非顺畅切割。

崩边带来的财务影响远不止材料浪费本身。
虽然刀片和进给速度是重要变量,但防止崩边的基础在于CNC设备本身的稳定性和刚性。
许多加工厂投资昂贵刀片希望解决问题,却发现问题依旧。这是因为再先进的刀片也无法弥补设备框架的变形或龙门在切割坚硬石材时的振动。
像大鲨鱼机器五轴桥切机就是专为解决这一问题而设计。其大体积、经热处理和消除应力的钢结构,提供极其稳定的切割平台。这种刚性消除了导致崩边的微振动,使金刚石刀片能够精确切割。最终实现更干净、更快速的切割,大幅减少二次修整需求,并最大限度降低爆边风险。

我们分析了技术论坛,解答加工厂关于崩边最关心的问题:
石英岩极其坚硬,需要极高的设备稳定性才能顺利切割。如果新刀片仍然导致崩边,几乎肯定是设备振动问题。刚性不足的设备会让刀片在微观层面"跳动",导致边缘晶体破裂而非剪切。
有帮助,但无法单独解决根本问题。找到"最佳速度"只有在设备平台始终稳定的前提下才有效。刚性不足的设备在同一石板的不同部位可能因谐振而出现崩边。
充足的水流至关重要。它既是冷却剂又是润滑剂,还能清除切割产生的石屑(切削粉)。水流不足会导致刀片过热和"钝化",使刀片敲击石材而非切割,直接导致崩边。
边缘崩边并非偶然,而是物理作用的直接结果。虽然工具和工艺有影响,但根本解决方案在于控制并消除振动源头。
通过投资高刚性CNC设备,加工厂可以不再只处理症状(无休止的抛光、频繁更换刀片),而是直击根本原因。像大鲨鱼机器这样稳定强大的平台,能保障无崩边的切割效果,让加工车间自信高效地应对最具挑战性的材料,实现盈利。
 中文
中文您好 👋 需要什么帮助?