



 English
English 한국어
한국어





Lizzy 客服
您好,我是大鲨鱼机械的 Lizzy(真人在线)。想了解哪款设备?请直接通过微信联系我们。
 Sep 19, 20255分钟阅读
Sep 19, 20255分钟阅读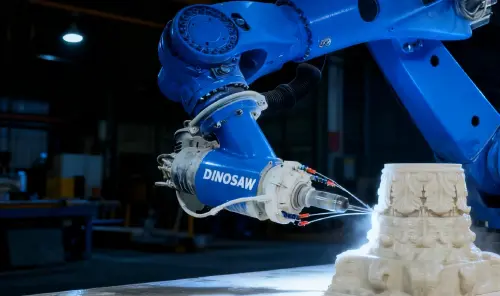 Sep 19, 20255分钟阅读
Sep 19, 20255分钟阅读DINOSAW大鲨鱼7轴石材雕刻单元的技术剖析。深入探讨其架构、核心组件、运行参数及花岗岩、大理石、石灰石的故障防范。实现±0.06 mm重复精度。
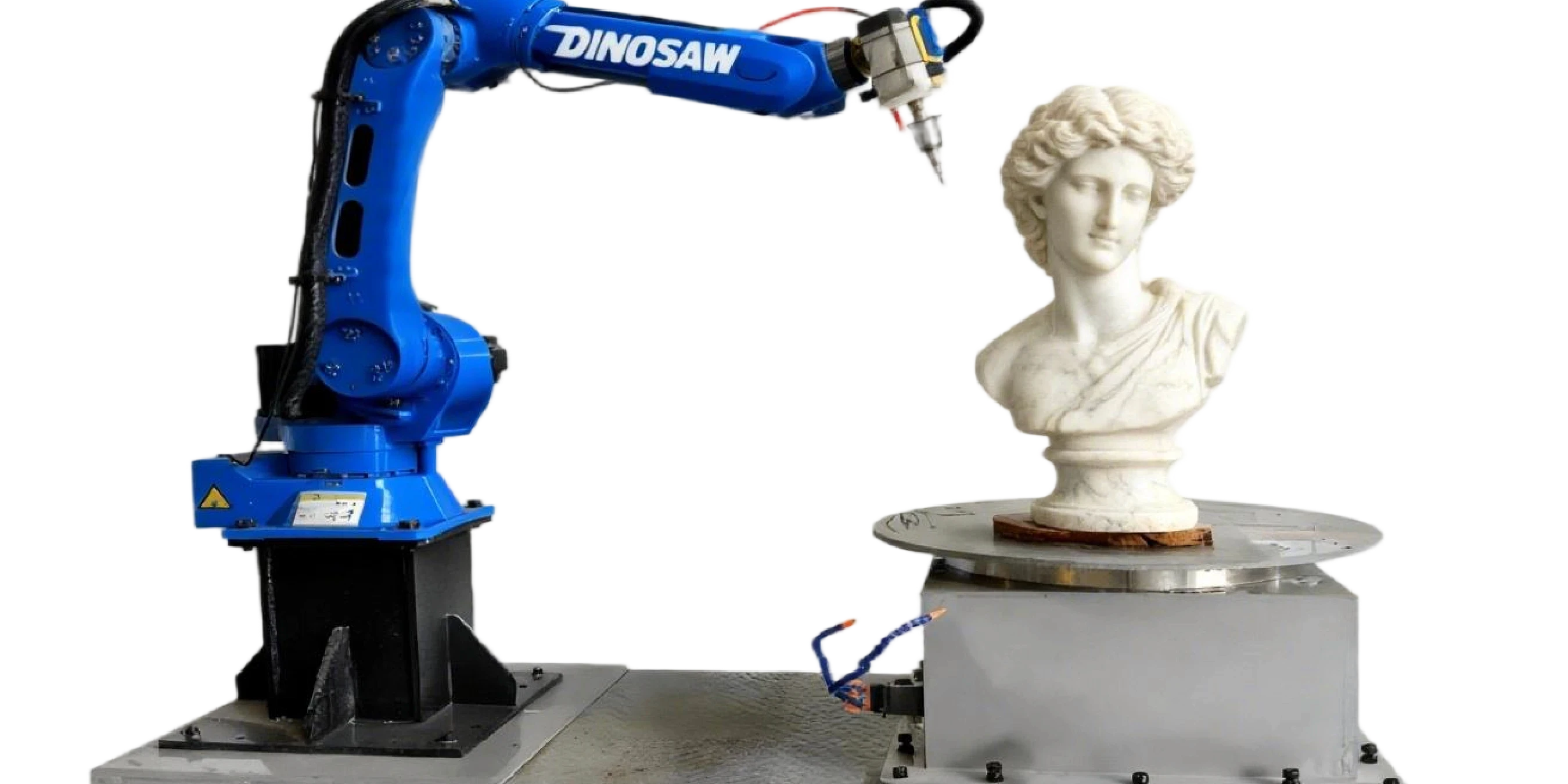
花岗岩、大理石和石灰石的雕刻挑战机械极限——精度、刚性以及粉尘/泥浆控制。7轴石材雕刻机器人单元(6轴机器人+旋转工作台+水冷主轴)实现了重复精度(±0.06 mm,厂家数据)、更安全的操作和可预测的周期时间。
参考架构请见大鲨鱼机器人石材雕刻,由金刚石工具驱动。
需要将这些技术参数匹配到您的生产现场?我们的工程师可提供详细集成方案。
单元性能依赖于机械、控制、软件与安全四大支柱的无缝协作。典型流程以3D扫描或CAD模型为起点,导入CAM软件生成多轴刀具路径。程序随后发送至机器人控制器,执行雕刻所需的复杂同步运动。
石材机器人单元内各组件均有明确运行范围。了解这些参数——从雕刻系统的水冷主轴到专用大鲨鱼金刚石刀具——对优化工艺和故障排查至关重要。
| 组件 | 关键参数及典型范围 |
|---|---|
| 水冷主轴 | 转速:6,000–24,000 RPM;扭矩:不同转速下的Nm;冷却液流量:5–15 L/min(1.3–4.0 gpm) |
| 大鲨鱼金刚石刀具 | 柄径:6 mm、8 mm、12 mm;刀具类型:球头/平头铣刀、锥形雕刻刀、V型槽刀、磨头。 |
| 旋转工作台(第七轴) | 直径:根据最大荒料尺寸匹配(夹具设计时确认),mm/in;最大载重:按最重荒料选择(机械设计时确认),kg。 |
| 视觉/扫描系统 | 分辨率:扫描仪分辨率因型号而异(与供应商确认),点间距mm。 |
主动维护及对故障模式的理解,是高磨损石材雕刻环境下提升设备运行时间的关键。

机器人单元并非孤立运行,其与其他工厂系统的通讯能力及标准数据格式的接受能力,是其应用价值的关键。
下表为不同石材类型的保守起始参数,需根据具体设备、刀具及材料批次进一步优化。
| 工艺 | 刀具 | 主轴转速(RPM) | 进给速度(mm/min) | 步距 |
|---|---|---|---|---|
| 粗加工 | 大鲨鱼球头铣刀 | 8,000–12,000 | 1,000–2,000 | 刀具直径的40-50% |
| 精加工/刻字 | 大鲨鱼V型槽刀 | 15,000–20,000 | 500–1,000 | 不适用 |
| 工艺 | 刀具 | 主轴转速(RPM) | 进给速度(mm/min) | 步距 |
|---|---|---|---|---|
| 粗加工 | 大鲨鱼球头铣刀 | 10,000–15,000 | 1,500–3,000 | 刀具直径的50-60% |
| 精加工 | 大鲨鱼锥形刀 | 18,000–24,000 | 800–1,500 | 刀具直径的5-10% |
| 工艺 | 刀具 | 主轴转速(RPM) | 进给速度(mm/min) | 步距 |
|---|---|---|---|---|
| 粗加工 | 大鲨鱼球头铣刀 | 12,000–18,000 | 2,500–4,000 | 刀具直径的50-70% |
| 精加工 | 大鲨鱼锥形刀 | 20,000–24,000 | 1,200–2,000 | 刀具直径的10-15% |
大鲨鱼7轴雕刻单元是专为石材加工精度与耐久性打造的工程系统。其架构——从水冷主轴、大鲨鱼金刚石刀具到强大的控制系统——直接防范振动颤振和热漂移等常见故障。对工程师和维护团队而言,这意味着更高的设备运行时间、稳定的品质和更安全的工作环境。下一步是将这些技术能力与您的具体运营需求相匹配。
负载应按最重荒料选择(机械设计时确认),kg,工作范围按最大工件尺寸规划(布局时确认),mm/in。需考虑主轴、换刀器及刀具自身重量。旋转工作台尺寸按最大荒料匹配(夹具设计时确认),mm/in。
工作台直径按最大荒料尺寸匹配(夹具设计时确认),mm/in,最大载重按最重荒料选择(机械设计时确认),kg。分度精度通常以角秒为单位(与供应商确认)。确保工作台周围有足够空间供机器人全范围运动。
按厂家指导管理主轴温度(冷却与温控)。建议预热循环,关键精加工安排在热稳定后。
系统通常支持Profinet或OPC UA等工业协议集成。设计阶段确认具体协议需求,实现外围设备(夹具、传感器)I/O映射及安全回路集成。
常规安全措施包括急停回路、联锁门,配合防护罩保护(如IP65)及主轴状态监控。请参照当地标准确定所需设备及测试频率。
常见方法包括监控主轴负载趋势、使用软件刀具寿命计数器触发更换,或集成激光刀具测量仪自动检测刀具尺寸。
需要。离线编程(OLP)软件(如SprutCAM)对于提升设备利用率至关重要,可在设备运行时编程,并对复杂7轴运动进行仿真避免碰撞,将3D扫描数据转化为可执行刀具路径。
 中文
中文您好 👋 需要什么帮助?