



 English
English Italian
Italian





黄女士
您好,我是大鲨鱼机械的Lizzy(非机器人)。您需要哪款设备?可以直接微信联系我们
 Sep 13, 20255分钟阅读
Sep 13, 20255分钟阅读 Sep 13, 20255分钟阅读
Sep 13, 20255分钟阅读深入解析多线锯技术。了解从±0.5 N恒张力系统到高刚性HT250机架等核心部件,如何实现高产量、高精度切割。
对于工程师和采购专员来说,了解设备的底层技术对于评估其性能和可靠性至关重要。本文将深入剖析大鲨鱼智能多线锯的系统架构与核心部件,阐释其设计如何在石材切片领域实现卓越表现。
有疑问或需要报价?立即联系我们。

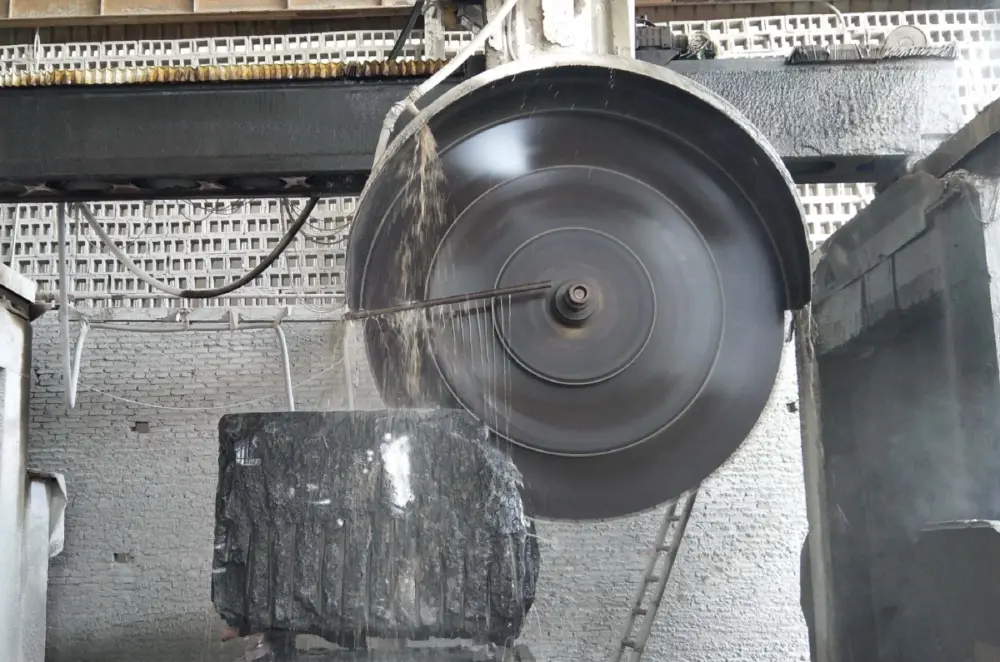
从工程角度看,多线锯是一种专为大尺寸材料(主要为石材)高效切片而设计的专用机床。它采用多根平行的金刚石绳(通常直径0.45–0.6 mm),以高速(如30 m/s)同步运行,实现多道同时切割。该方式产生极窄的切缝(约0.5 mm),与传统单片锯相比大幅减少材料损耗。
该设备的核心功能是将大块荒料(最大可达3600×2200×2000 mm)一次性切割成多片薄板。为保证高速切割过程中的精度与稳定性,整个切割机构采用重型高刚性机架(如HT250铸铁),并在全封闭结构下运行,确保强制湿切环境,实现冷却、润滑及粉尘/噪音控制。

切割过程遵循一套精确的自动化步骤:
该设备架构以稳定性、精度与高效为核心理念。系统可分为机械结构、切割系统、运动控制系统及工艺管理系统。

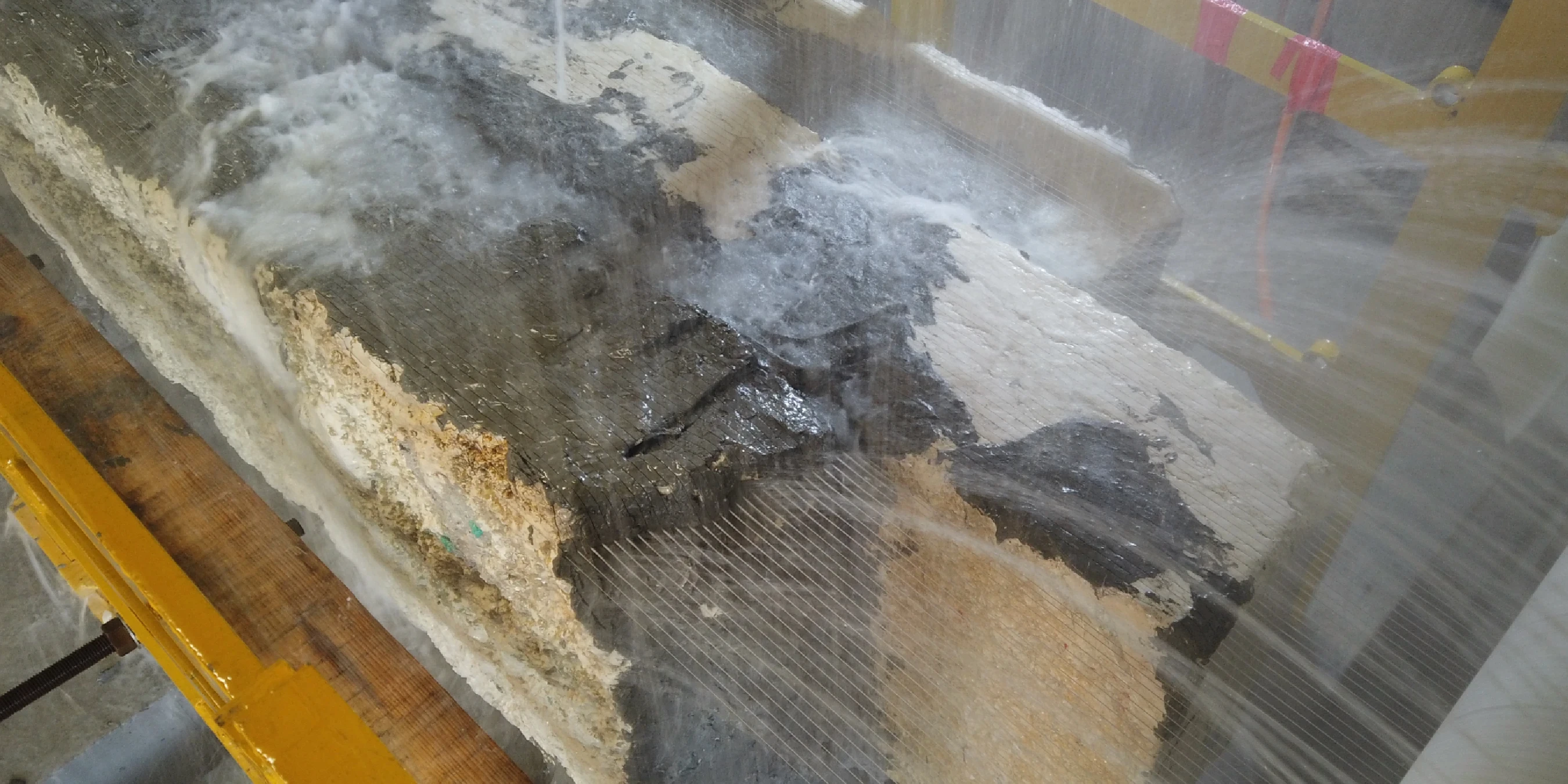
设备的"刀刃"是由多根平行金刚石绳组成的绳网。了解绳索是金刚石绳锯选型的关键。
工作原理:单根连续绳索绕过一系列精密开槽导轮,形成平行阵列。绳索规格:钢芯串接金刚石珠,直径通常为0.45–0.6 mm,切缝约0.5 mm。性能影响:细绳直径直接减少切缝损耗,材料出材率提升10-25%!绳索品质影响切割速度(最高30 m/s)、表面光洁度及使用寿命。
该系统对保证精度和降低断绳率(约60%)至关重要。工作原理:闭环系统中,传感器持续监测绳索张力,控制器与设定值对比。控制与精度:如检测到偏差,执行器调整张紧轮恢复正确张力。系统张力控制精度达±0.5 N。重要性:若张力控制不精确,绳索易松弛导致切割路径偏移和锥形切割,或过度张紧导致断绳。
切割精度取决于绳阵列的导向系统。工作原理:绳阵列安装于高精度直线导轨小车上,导轨固定于大尺寸HT250铸铁机架。性能表现:高刚性机架防止变形与振动,确保高速切割稳定性。这是与低刚性设备的显著区别,详见多线锯与锯片切割机对比。
该集成系统对安全、品质及环保合规至关重要。工作原理:
全封闭结构包围切割区,内部喷嘴向绳石接触面喷射冷却液,流出的泥浆收集后过滤循环。重要性:封闭结构将噪音降低30-50 dB。湿切过程对冷却、润滑及抑尘至关重要。油浸横移机构防护等级达IP67,粉尘浓度低于0.1 mg/m³,该子系统平均无故障运行时间(MTBF)达18000小时。
设备的大脑与动力核心。工作原理:中央可编程逻辑控制器(PLC)统筹所有功能,向伺服驱动器下达指令,控制绳速与下切速率。性能表现:伺服驱动下切实现精准控制。例如,PLC可监测电机电流,遇到荒料硬质区时自动调整进给速度,防止绳索过载。系统总功率290 kW。
集成至现代工厂时,通信协议至关重要。一台合格的CNC金刚石绳锯机应具备与工厂管理系统对接的关键I/O信号,包括:
 中文
中文您好 👋 有什么可以帮您?