Руководство по автоматизированному производству каменных шаров с применением токарного станка с ЧПУ по камню. Пошаговый процесс изготовления шаров для фонтанов Kugel, каменных антипарковочных столбов и декоративных сфер.
Необходимы идеально круглые каменные шары всего за 30-40 минут? Технология токарных станков с ЧПУ превращает традиционно трудоёмкое ремесло в точный и эффективный процесс. В данном руководстве Вы узнаете, как автоматизированное производство каменных сфер обеспечивает стабильный и высококачественный результат на различных материалах: граните, мраморе, нефрите и хрустале.
Получите расчёт стоимости токарного станка с ЧПУ по камню для Вашего производства
Современный процесс производства каменных сфер
Автоматизация устраняет нестабильность и высокую трудоемкость традиционного ручного изготовления. Благодаря использованию ЧПУ, то, что прежде требовало недель квалифицированного труда, сегодня реализуется в три этапа для эффективного изготовления шаров для фонтанов и антипарковочных сфер:
- Подготовка материала — используйте блоки из натурального камня квадратной формы, соответствующие размерам проекта.
- Придание формы сферам на специальном токарном станке с ЧПУ для камня — автоматизация превращает блок в идеальный шар.
- Финишная шлифовка — для достижения требуемой поверхности используйте автоматические полировальные станки для шаров или роботизированные системы; это обеспечивает стабильное качество результата при любой исходной породе.

До начала производственного процесса важно правильно подобрать оборудование под требования Вашего проекта. Основные решения для производства каменных сфер:
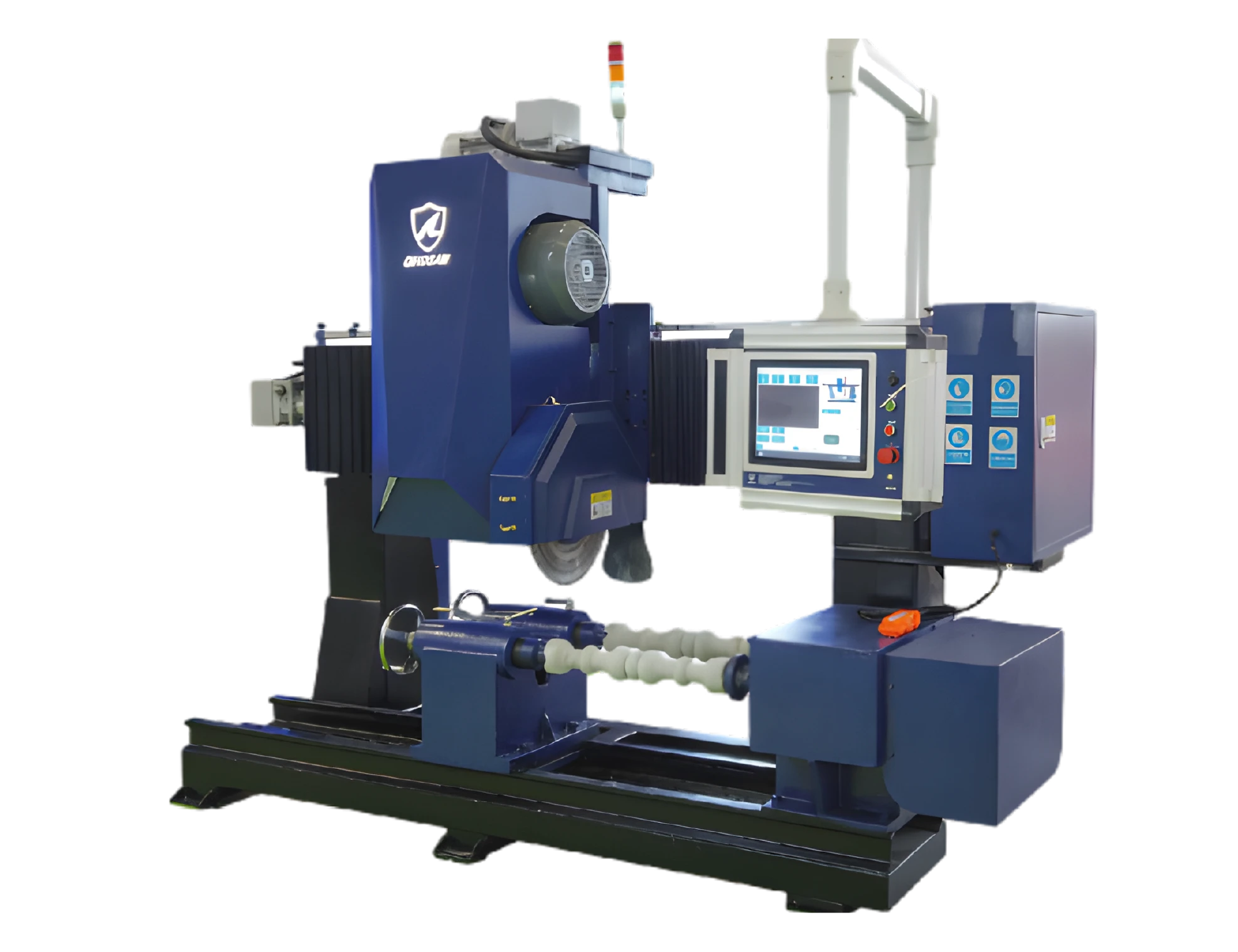
- Токарный станок с ЧПУ по камню — оптимален для шаров до 600 мм в диаметре, предоставляет комплексную функцию резки и предварительной шлифовки. Отлично подходит для производства декоративных сфер, антипарковочных столбов и Кугель-фонтанов малых размеров.
- Токарный станок для профилирования капителей и оснований колонн с ЧПУ — решение для крупногабаритных сфер до 2000 мм, идеален для монументальных и архитектурных элементов. Для завершения производства требуется стыковка с полировочными станками.
При выборе оборудования учитывайте важные параметры:
- Объёмы производства — для массового выпуска подбирайте системы с автоматической подачей и позиционированием заготовки.
- Единообразие изделий — для архитектурных проектов с множеством однотипных деталей применяйте специализированные режущие комплексы для стабильной геометрии продукции.
- Эффективность процесса — совместимость оборудования с системами полировки обеспечивает непрерывный производственный цикл.
- Разнообразие материалов — адаптивная обработка позволяет автоматической настройкой под разный камень и твёрдость пород.
С выбранным оборудованием переходите к трёхэтапному производству. Ниже подробно рассмотрим каждый этап упрощённого процесса:

Этап 1. Как выбрать и подготовить материал для каменных шаров
Подбор правильной заготовки критичен для эстетики, долговечности и надёжности. Начните с оценки проектных требований:
- Назначение — для наружных работ выбирайте прочные материалы, такие как гранит; для защищённых интерьеров хорошо подойдёт мрамор или известняк.
- Размеры — для шаров свыше 600 мм убедитесь, что у поставщика доступны блоки нужных размеров с минимальным количеством естественных дефектов.
- Визуальный и структурный контроль — осматривайте блоки на отсутствие внутренних трещин, стабильность цвета и однородность структуры до обработки, чтобы избежать потери времени на дефектных материалах.
Для получения лучшего результата с применением ЧПУ заготовка должна быть квадратной, с запасом на 10–15% по размеру по сравнению с проектным диаметром шара. Подготовить такие блоки можно на любом стандартном станке для резки камня.
Современные технологии ЧПУ подходят для эффективной обработки практически всех пород: от гранитных и мраморных до базальтовых, песчаников, искусственного камня, хрусталя и нефрита.
Важное преимущество ЧПУ — возможность равномерно работать с любыми по твёрдости материалами, без длительного ручного труда, как при обработке гранита. Это позволяет подбирать материал не по ограничению в обработке, а согласно проектному замыслу.
Техническое примечание: Особенности подбора сырья для токарной обработки каменных шаров
- Контроль целостности — перед резкой тщательно осматривайте блоки на скрытые трещины и неоднородности.
- Учёт отходов — при автоматической обработке отходов меньше, чем при ручной, но планируйте до 15–20% потерь камня на технических операциях.
- Подготовка к финишной обработке — заранее обеспечьте расходные материалы и полировальные составы, подходящие под выбранный тип камня.
- Температурная стабильность — отдельные виды мрамора чувствительны к резким изменениям температуры при резке, поэтому климат помещения для обработки должен быть стабильным.

Этап 2. Как подготовить заготовку и выполнить черновую обработку
Подготовка и черновая формовка определяют результат всего цикла производства. Рекомендуемый порядок работ:
При работе на оборудовании с ЧПУ выполняйте следующие шаги:
- Формирование квадратной заготовки — нарежьте блок из выбранного материала, допуская превышение проектного диаметра шара. Все стороны должны быть примерно одинаковыми по размеру; точность не критична, ЧПУ выполнит чистовую доводку. Подойдут любые стандартные станки для первичной резки.
- Установка и фиксация материала — надёжно закрепите каменный блок в системе держателей станка. Важно добиться центровки и отсутствия биения, чтобы избежать вибраций. Проверьте корректную работу системы охлаждения до начала резки.
Ключевое условие успешного запуска — грамотная установка и балансировка заготовки. Проверьте:
- Заготовка жёстко зафиксирована, исключено её смещение при резке.
- Система охлаждения исправна — перегрев опасен для камня и инструмента.
- Скорость резки подбирайте под твёрдость: для гранита используйте более низкую скорость вращения.
Современные ЧПУ-комплексы упрощают процесс: обработка блоков ускоряется на 80% по сравнению с традиционной технологией, а квалификация оператора требуется минимальная.
Этап 3. Точная токарная обработка — формирование сферической геометрии
Для получения идеально круглых сфер важно правильно настроить станок и следовать технологическому регламенту. Последовательность действий:
Процесс формования шара включает:
- Фиксация заготовки — закрепите блок в токарном станке с ЧПУ по камню при помощи штатной системы прижима и добейтесь центровки. Не переусердствуйте с усилием зажима, чтобы не вызвать трещину. Проверьте отсутствие люфтов, лёгким надавливанием на деталь перед обработкой.
- Настройка вращения и резки — выберите нужную программу на панели управления под запрашиваемый размер шара. Например, для гранита задаётся скорость вращения 10–15 об/мин, для мрамора — 15–20 об/мин. Введите точный диаметр и проконтролируйте положение режущего инструмента.
- Постепенное снятие материала — запустите цикл автоматической резки по заложенной программе. Оборудование Dinosaw Machine автоматически регулирует глубину реза по мере придания формы. Не прерывайте цикл, если нет признаков вибраций или посторонних звуков.
- Контроль сферичности — после завершения операции измерьте диаметр шара в нескольких точках электронным штангенциркулем. Отклонения допускаются не более ±0,5 мм. По необходимости запустите цикл финишной доводки перед полировкой.
Оборудование Dinosaw Machine полностью автоматизирует цикл токарной обработки с применением собственных систем управления. Благодаря функциям выбора операций в один клик и заложенным технологическим библиотекам оператору остаётся лишь установить заготовку и запустить соответствующий режим. Результат: стабильное качество сфер любой твёрдости сырья без влияния человеческого фактора.
Автоматизированный режим позволяет изготовить антипарковочный шар за 30–40 минут, тогда как традиционные методы требуют часы. Система управления обеспечивает точность размеров с допуском по диаметру не более ±0,5 мм даже на сложных по структуре материалах, как нефрит или гранит.
Техническое примечание: Эксплуатация токарных станков с ЧПУ по камню
- Интуитивное управление — современные интерфейсы делают работу доступной даже оператору без углубленного обучения.
- Встроенные техпроцессы — используйте заложенные в станок программы для стабильного результата без ручных корректировок.
- Автоматическая оптимизация траекторий — управляющая система сама рассчитывает траектории реза, минимизируя холостые проходы и оптимизируя качество поверхности.
- Датчики контроля нагрузки — используйте системные функции онлайн-мониторинга с коррекцией реза в зависимости от состояния режущего инструмента и материала.
- Интеграция с полировкой — возможность объединять управление резкой и шлифовкой для сокращения ручных операций.

Этап 4. Финальная отделка и полировка сферы
От качества финальной обработки зависит внешний вид и тактильные ощущения от каменных шаров. Для безупречного результата придерживайтесь следующего регламента:
Финишная обработка проходит поэтапно:
- Первичная шлифовка — после токарной обработки запускается программа чернового шлифования на том же станке. Используйте самый крупный зернистый круг (обычно 50–100 грит), подача воды 8–10 л/мин, чтобы убрать следы от реза и получить равномерную текстуру поверхности.
- Постепенное увеличение абразивности — далее переходите к шлифгубкам меньшей зернистости: стандартная последовательность — 100→200→400→800→1500→3000 грит. На каждом этапе контролируйте качество поверхности.
- Финальная полировка — в зависимости от конкретного материала применяйте соответствующий состав: для гранита — силикосодержащий, для мрамора — оксалатные пасты. На финальной стадии снижайте давление и увеличивайте время контакта для достижения глянца без потери сферичности.
- Контроль качества — используйте встроенные датчики отражения или ручные люксометры для проверки однородности блеска и устранения непрополированных зон. В конце очистите шар специальными средствами и тщательно высушите перед упаковкой.
Для получения стабильного высококачественного результата современные фабрики применяют автоматические системы финишной обработки:
- Программируемые полировальные станки — работают по заданным траекториям, обеспечивая стабильное давление и равномерную обработку всей сферы.
- Роботизированные системы полировки — роботизированные манипуляторы с обратной связью по давлению адаптируются к форме и сложности деталей, обеспечивая максимальную точность на сложных контурах.
Эти технологии позволяют снизить затраты на полировку на 70–80% по сравнению с ручным трудом и обеспечивают непревзойдённое качество любой поверхности — от матовой до зеркальной.

Техническое примечание: Особенности полировки отдельных видов материалов
- Гранит — требует применения исключительно алмазных абразивов; продолжительность полировки увеличивается из-за твёрдости породы.
- Мрамор — используйте специальные пасты на заключительном этапе, в ряде случаев необходимо дополнительное покрытие для защиты от пятен.
- Известняк и песчаник — требовательны к контролю влаги в процессе; как правило, полировка ведётся до более низких градаций, поверхность остаётся естественной.
- Хрусталь и нефрит — необходимы специальные финишные полировальные составы и предельная аккуратность для получения характерного блеска.
- Искусственный камень — обрабатывается легче, хорошо поддаётся стандартным полировальным программам.

Материалы и сферы применения каменных шаров
- Природный камень: Гранит (идеален для наружных работ благодаря высокой износостойкости), мрамор (престижен для интерьерных проектов), известняк, песчаник, базальт, травертин — все эти породы легко поддаются ЧПУ-обработке до идеальной формы шара.
- Композиционные материалы: Кварцевые композиты и современные синтетические материалы отлично обрабатываются на оборудовании с ЧПУ с гарантией постоянства размеров и качества.
- Эксклюзивные материалы: Хрусталь и нефрит требуют высокоточной настройки оборудования для обработки ценных заготовок.
Эти виды материалов находят применение в самых разных изделиях, производимых на токарных станках с ЧПУ для сфер:
- Антипарковочные столбы: изготовление одного шара занимает 30–40 минут.
- Декоративные шары: быстрая обработка из мрамора и гранита без потери качества даже при сложных конфигурациях.
- Кугель-фонтаны: за одну автоматическую операцию изготовляется идеальный каменный шар для плавающего эффекта.
- Архитектурные элементы: минимизация сроков на получение точных размеров и высокого класса поверхности.
- Плавающие фонтаны: для Кугель-фонтанов требуется абсолютная сферичность (±0,5 мм), чтобы добиться движения шара на потоке воды.
- Ландшафтные объекты: каменные сферы — эффектный акцент для парков, садов, бизнес-центров. Стабильное качество от партии к партии.
- Элементы безопасности: антипарковочные и охранные столбы из камня эстетично вписываются в ландшафт, соответствуя строгим допускам по размерам.
- Водные объекты: идеальные шары становятся центрами композиции фонтанов и водоёмов, сохраняя привлекательность во времени благодаря высокому качеству обработки.

Дополнительные возможности для токарных станков с ЧПУ по камню
Возможности применяемого оборудования выходят далеко за пределы производства сфер — одна инвестиция расширяет Ваш технологический потенциал сразу для нескольких архитектурных и декоративных задач.
На токарных станках с ЧПУ производится широкий спектр цилиндрических и сферических изделий:
- Каменные кашпо и вазы: точное изготовление декоративных ёмкостей любой формы.
- Капители и основания колонн: стабильность размеров, геометрии и рельефных деталей.
- Балясины: изготовление серийных ограждающих элементов с идеальной повторяемостью.
- Декоративные вазы: сложные сосуды симметричной формы и высокой детализации.
- Прочие цилиндрические изделия: от катков для сада до колонн — ЧПУ обеспечивает гибкость в реализации любого проекта.
Начало работы с производством каменных шаров
Готовы увеличить производственные возможности Вашей компании c помощью ЧПУ оборудования для обработки камня? Компания Dinosaw Machine предлагает комплексные решения для изготовления каменных сфер:
Внедряя современные станки для профилирования камня с ЧПУ, Вы значительно повысите производительность, обеспечите высочайшее качество продукции и расширите линейку готовых изделий для рынков, требующих прецизионных сфер и смежных архитектурных деталей.





 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français



 Jun 5, 20258 МИНУТ НА ЧТЕНИЕ
Jun 5, 20258 МИНУТ НА ЧТЕНИЕ
 ▶
▶ Русский
Русский
