



 English
English Italian
Italian





黄女士
您好,我是大鲨鱼机械的Lizzy(非机器人)。您需要哪款设备?可以直接微信联系我们
 Oct 3, 20255分钟阅读
Oct 3, 20255分钟阅读 Oct 3, 20255分钟阅读
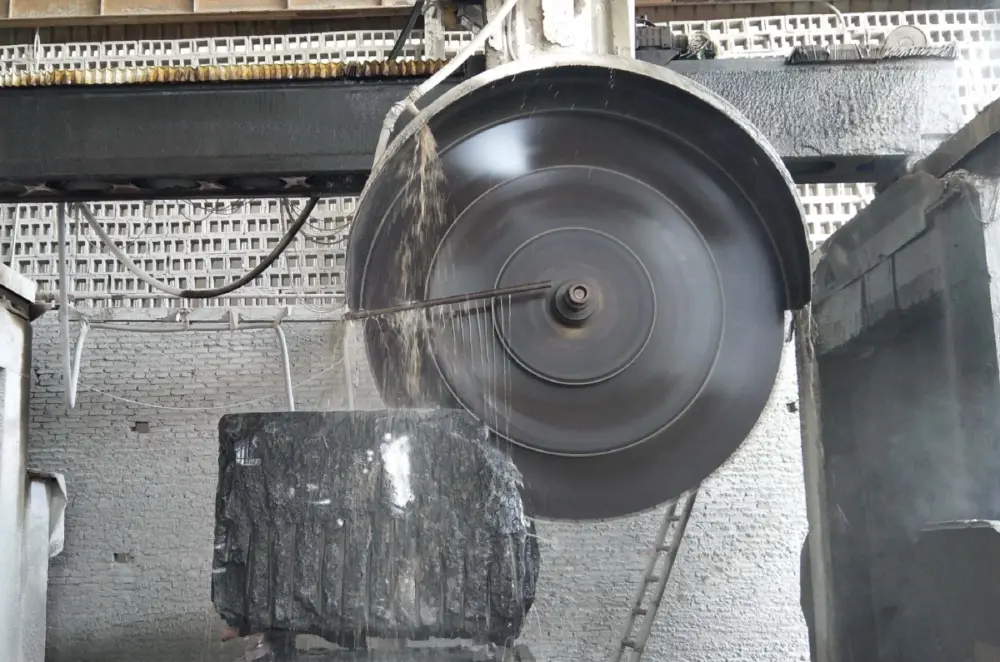
Oct 3, 20255分钟阅读遵循清晰的标准操作流程、故障排查指南和维护计划,确保您的CNC桥切机安全高效运行。最大化设备稼动率和切割质量。
对于操作员和维护技术人员而言,稳定的性能建立在清晰的标准操作流程(SOP)、主动维护和快速故障排查的基础之上。本指南提供可操作的检查清单和诊断流程,帮助减少停机时间,降低缺陷,并在操作五轴桥切机用于水槽与台面的过程中,确保安全的工作环境。
通过遵循这些结构化流程,您的团队可以在问题导致高额维修前预防常见故障,确保每一次切割都如首次般精准。本文档涵盖从每日开机检查到季度校准与安全合规的全部内容。

一致的每日例行检查是防止突发设备故障的第一道防线。
| 现象 | 可能原因 → 诊断 → 解决 → 预防 |
|---|---|
| 1. 花岗岩/石英石崩边 | 锯片钝化、转速不当或进给速度过快。→ 检查锯片是否钝化。→ 用修整石修整锯片,进给速度降低15%。→ 定期检查锯片。 |
| 2. 开孔拐角裂纹 | 刀路拐角过锐。→ 检查G代码中拐角是否为G01直角。→ 将直角改为小圆弧(如3-5mm半径)。→ CAD模板统一采用内圆角设计。 |
| 3. 设备振动 | 锯片不平衡或主轴轴承磨损。→ 空载运行主轴以判断噪音来源。→ 换新锯片,如噪音持续则安排更换轴承。→ 定期润滑轴承。 |
| 4. 45°拼缝不齐 | 刀具补偿错误或A轴校准漂移。→ 切割测试件并测量角度。→ 重新执行刀具测量和A轴校准。→ 每月校准。 |
| 5. 锯片钝化 | 转速过高。→ 锯片边缘光滑且未暴露新金刚石。→ 降低转速,并用修整石修整锯片。→ 按材料类型选择切割参数。 |
| 6. 吸盘打滑 | 板面有灰尘、吸盘密封圈磨损或泵压不足。→ 检查真空表。→ 擦拭板面,检查密封圈有无破损。→ 每周/月更换磨损密封圈。 |
| 7. 冷却堵塞 | 过滤系统或喷嘴内泥浆堆积。→ 水流弱或不均。→ 冲洗系统,清理主过滤器和各喷嘴。→ 每日冲洗冷却系统。 |
| 8. DXF导入错误 | 文件版本不兼容或图纸有未闭合轮廓。→ HMI报错。→ 以较低版本(如2010)重新保存DXF,CAD中用JOIN命令闭合多段线。→ 统一CAD导出设置。 |
| 9. 边缘旋涡纹 | 锯片偏摆或设备振动。→ 切割面可见旋涡纹。→ 可加装稳定器加强锯片刚性,检查设备水平。→ 更多修复技巧见我们的花岗岩与石英石旋涡纹处理指南。 |
| 10. 相机校准失败 | 镜头脏污或校准靶损坏。→ 系统无法识别靶点。→ 用超细纤维布清洁镜头,检查靶标有无划痕。→ 保持相机区域清洁。 |


实用经验与严格遵守安全标准同等重要。有关设备各部件详解,请参阅CNC桥切机结构解析。
减少陶瓷崩边的实用技巧是使用泡沫或软质中密度板(MDF)作垫板,支撑切割出口处的材料,防止爆边。
上锁挂牌(LOTO):所有维护或检修前,务必执行LOTO程序。切断所有能源(电源、气源),并确认设备已完全断电。
使用专为陶瓷/瓷砖设计的锯片,确保冷却液最大流量,降低进给速度,并采用多次浅切法。使用垫板也可防止切割出口处崩边。
高抛光表面上的微尘或水膜会破坏真空密封。放置板材前,用干净干燥的布擦拭板面及吸盘,确保吸附牢靠。并检查吸盘密封圈有无破损或磨损。
最关键的是检查锯片有无损伤或不平衡,并对设备所有指定润滑点加油。确保设备始终保持水平也很重要。
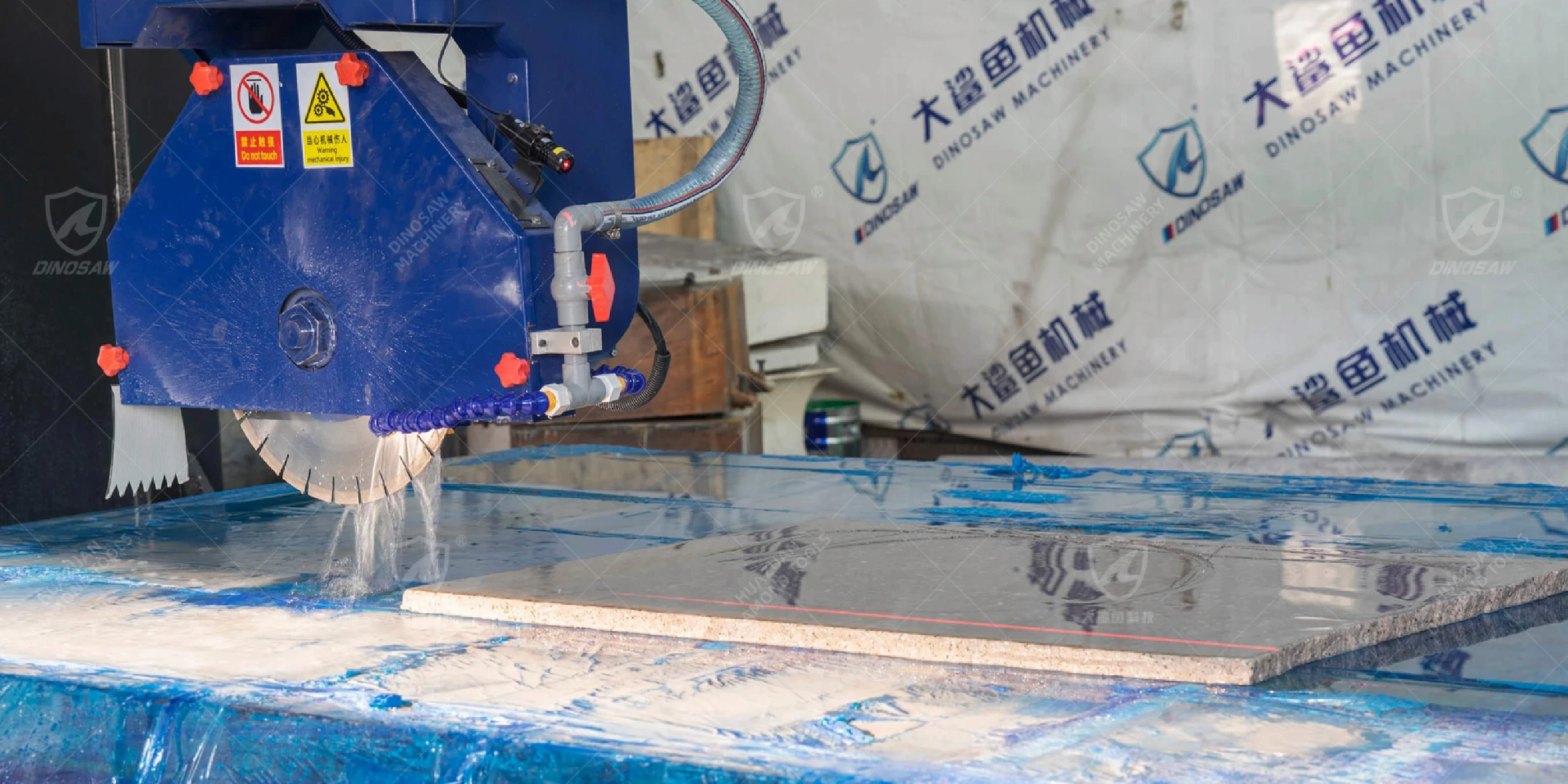
目标是形成一股"水波",完全包裹锯片与石材的接触点。调整喷嘴,使其对准锯片两侧的切割前方。水流应足够大,能抑制蒸汽并及时冲走所有切割碎屑。
首先,用CAD软件以较旧、兼容性更好的DXF版本(如AutoCAD 2010)重新导出文件。其次,确保图纸中所有图形为闭合多段线,无间隙或重叠线条。
 中文
中文您好 👋 有什么可以帮您?