



 English
English 中文
中文



Sig.ra Lizzy
Ciao, sono Lizzy di DINOSAW (non sono un robot). Quale macchina (modello) ti interessa? Contattaci subito su WhatsApp
Orari di Apertura:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 3, 20255 MIN DI LETTURA
Oct 3, 20255 MIN DI LETTURA Oct 3, 20255 MIN DI LETTURA
Oct 3, 20255 MIN DI LETTURASegui SOP chiare, guide di risoluzione dei problemi e programmi di manutenzione per mantenere la tua fresatrice a ponte CNC sicura ed efficiente. Massimizza il tempo di attività e la qualità del taglio.
Per operatori e tecnici di manutenzione, prestazioni costanti si basano su procedure operative standard (SOP) chiare, manutenzione proattiva e risoluzione rapida dei problemi. Questa guida fornisce checklist operative e flussi diagnostici pratici per ridurre i tempi di fermo, minimizzare i difetti e garantire un ambiente di lavoro sicuro durante l'utilizzo della Fresatrice a ponte 5 assi per lavelli e piani cucina.
Seguendo queste procedure strutturate, il tuo team può prevenire i problemi comuni prima che portino a costose riparazioni e garantire che ogni taglio sia preciso come il primo. Questo documento copre tutto, dai controlli di accensione giornalieri fino alla calibrazione trimestrale e alla conformità alle norme di sicurezza.

Una routine quotidiana costante è la prima linea di difesa contro guasti imprevisti della macchina.
| Fenomeno | Probabile causa → Diagnosi → Soluzione → Prevenzione |
|---|---|
| 1. Scheggiature su granito/quarzo | Lama usurata, RPM errato o avanzamento troppo rapido. → Ispeziona la lama per vetrificazione. → Ravviva la lama con una pietra abrasiva; riduci l'avanzamento del 15%. → Ispezione regolare della lama. |
| 2. Crepe agli angoli nei fori | Angolo vivo nel percorso utensile. → Controlla il G-code per movimenti G01 agli angoli. → Programma un piccolo raggio (es. 3-5mm) invece di una svolta a 90° netta. → Standardizza i template CAD con angoli interni arrotondati. |
| 3. Vibrazioni macchina | Lama sbilanciata o cuscinetti mandrino usurati. → Fai girare il mandrino senza lama per isolare il rumore. → Sostituisci la lama se danneggiata; programma la sostituzione dei cuscinetti se il rumore persiste. → Lubrificazione regolare dei cuscinetti. |
| 4. Giunzioni a 45° non allineate | Compensazione utensile errata o deriva calibrazione asse A. → Taglia un pezzo di prova e misura l'angolo. → Ripeti la misurazione utensile e la calibrazione asse A. → Calibrazione mensile. |
| 5. Vetrificazione lama | RPM troppo alto per il materiale. → Il bordo della lama è liscio e non espone nuovi diamanti. → Riduci gli RPM e passa la lama su un materiale abrasivo morbido (pietra abrasiva). → Usa ricette specifiche per materiale. |
| 6. Slittamento ventose | Polvere sulla lastra, guarnizioni usurate o pressione pompa bassa. → Controlla il manometro del vuoto. → Pulisci la superficie della lastra; ispeziona le guarnizioni per tagli. → Sostituisci le guarnizioni usurate settimanalmente/mensilmente. |
| 7. Ostruzioni refrigerante | Accumulo di fango nel sistema di filtraggio o negli ugelli. → Flusso d'acqua debole/disomogeneo. → Lava il sistema e pulisci il filtro principale e le punte degli ugelli. → Lavaggio quotidiano del sistema. |
| 8. Errori importazione DXF | Versione file incompatibile o contorni aperti nel disegno. → Messaggio di errore su HMI. → Esporta nuovamente il DXF in un formato più vecchio (es. 2010); usa il comando JOIN in CAD per chiudere le polilinee. → Standardizza le impostazioni di esportazione CAD. |
| 9. Aloni sui bordi | Deflessione lama o vibrazione. → Segni visibili sulla superficie tagliata. → Irrigidisci la lama con stabilizzatori se possibile; controlla la messa a livello della macchina. → Per consigli sulla finitura, consulta la nostra guida su come eliminare gli aloni su granito & quarzo. |
| 10. Fallimento calibrazione telecamera | Lente sporca o target di calibrazione danneggiato. → Il sistema non riconosce i punti target. → Pulisci la lente della telecamera con un panno in microfibra; ispeziona il target per graffi. → Mantieni pulita l'area della telecamera. |


La conoscenza pratica e il rispetto rigoroso delle norme di sicurezza sono imprescindibili. Per una panoramica di tutti i componenti della macchina, consulta Anatomia di una Fresatrice a ponte CNC.
Un ottimo consiglio pratico per ridurre le scheggiature sulla ceramica è usare un pannello di supporto sacrificabile in schiuma o MDF morbido. Sostiene il materiale nel punto di uscita del taglio, prevenendo rotture.
Lockout/Tagout (LOTO): Esegui sempre le procedure LOTO prima di qualsiasi intervento di manutenzione o riparazione. Disconnetti tutte le fonti di energia (elettrica, pneumatica) e verifica che la macchina sia disattivata.
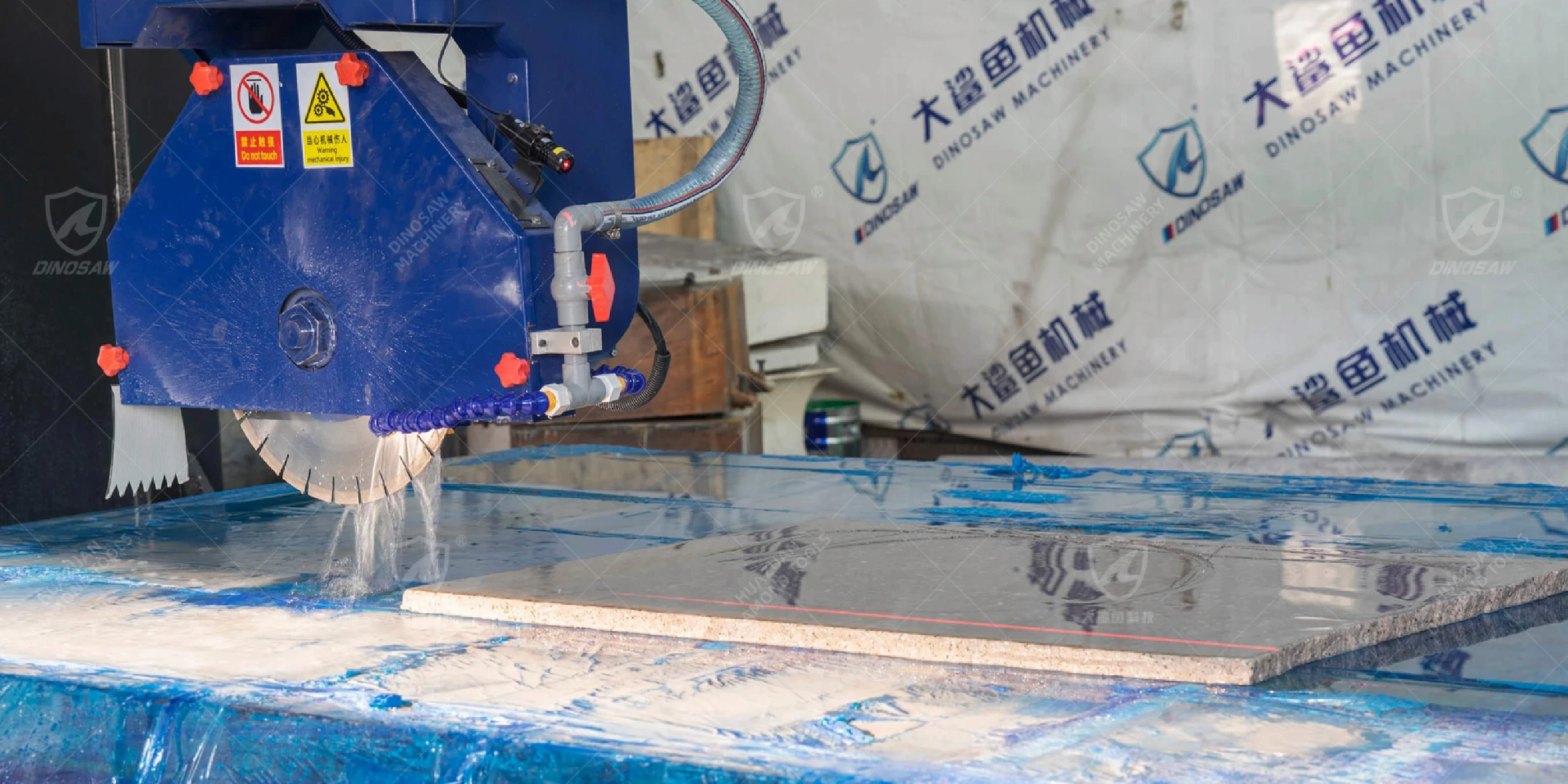
Usa una lama specifica per ceramica/porcellana, assicurati del massimo flusso di refrigerante, riduci la velocità di avanzamento e valuta un approccio multi-passata in cui la prima passata sia una incisione superficiale. L'uso di un pannello di supporto può prevenire le scheggiature sul lato di uscita del taglio.
Una sottile pellicola di polvere o umidità su una superficie molto lucida può rompere il sigillo del vuoto. Prima di posizionare la lastra, pulisci sia la superficie della lastra che le ventose con un panno pulito e asciutto per garantire una presa sicura. Controlla anche le guarnizioni delle ventose per eventuali tagli o usura.
I controlli settimanali più importanti sono l'ispezione della lama per eventuali danni o squilibri e la lubrificazione di tutti i punti indicati sulle parti mobili della macchina. È fondamentale anche mantenere la macchina perfettamente in piano.
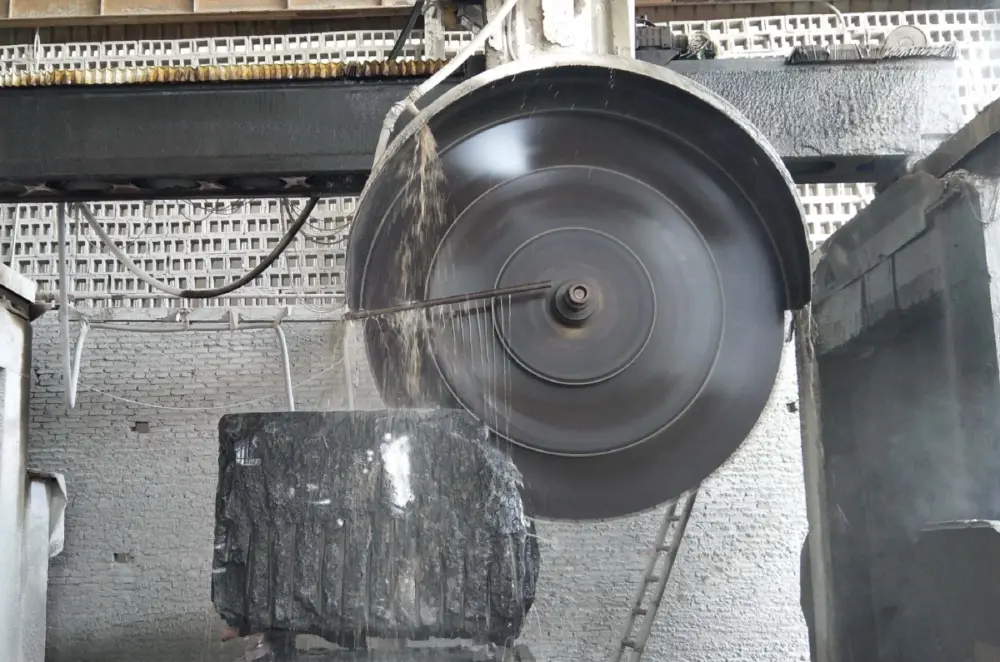
L'obiettivo è creare un'"onda" d'acqua che avvolga completamente il punto di contatto della lama con la pietra. Regola gli ugelli in modo che puntino su entrambi i lati della lama appena prima del taglio. Il flusso deve essere sufficiente a prevenire la formazione di vapore e a rimuovere immediatamente tutti i detriti di taglio.
Per prima cosa, riesporta il file dal tuo software CAD usando una versione DXF più vecchia e compatibile (es. AutoCAD 2010). In secondo luogo, assicurati che tutte le forme nel disegno siano polilinee chiuse, senza interruzioni o sovrapposizioni.
 Italian
Italian
Soluzione Facile e Veloce
Chat Online
Ciao, sono Lizzy di DINOSAW (non sono un robot). Quale macchina (modello) ti interessa? Contattaci subito su WhatsApp
Ciao 👋 Come possiamo aiutarti?