



 English
English 한국어
한국어





Lizzy 客服
您好,我是大鲨鱼机械的 Lizzy(真人在线)。想了解哪款设备?请直接通过微信联系我们。
 Oct 2, 20255分钟阅读
Oct 2, 20255分钟阅读 Oct 2, 20255分钟阅读
Oct 2, 20255分钟阅读了解5轴桥切机的组成部件、运行范围、加工参数、故障征兆及PLC/现场总线选项,助力石材切割高效可靠。
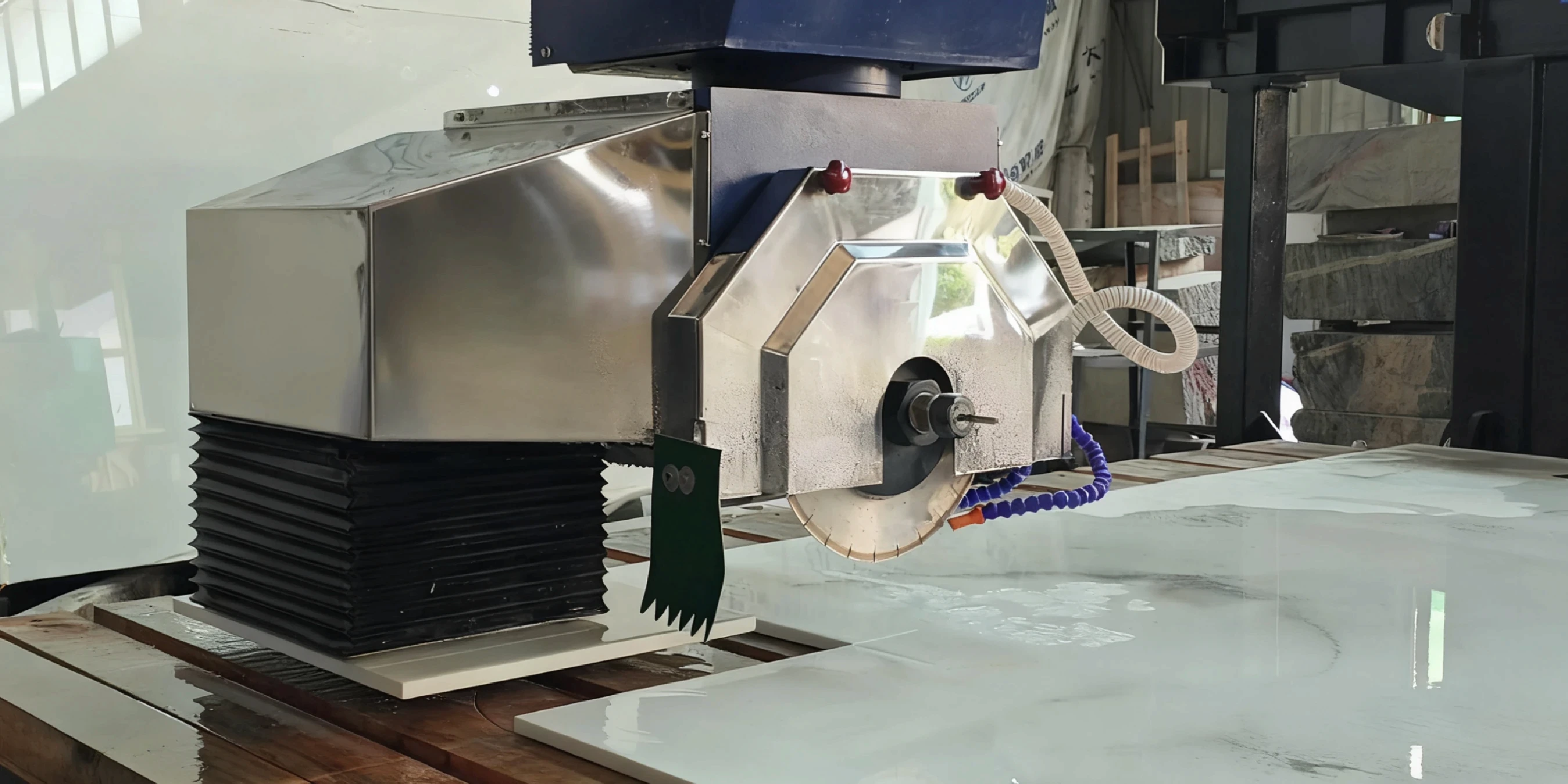
对于工程师和维护团队来说,可靠的生产依赖于设备性能的可预测性。深入了解5轴CNC桥切机的核心架构、部件运行范围及潜在故障模式,对于最大化设备正常运行时间和切割质量至关重要。本技术指南以大鲨鱼WZQJ-5N为例,详解高效集成、操作与维护所需的关键细节。
联系我们的技术团队,探讨针对您具体材料的集成方案与详细参数设置。
该机型采用一体式桥架结构,支持主轴0–90°A轴倾斜及360°C轴旋转。核心动力为高精度18.5 kW主轴,由DDX CNC控制系统驱动,可直接导入DXF/DWG文件。主要子系统包括集成摄像定位、水冷系统及真空吸附搬运系统。

5轴桥切机是机械、电气与软件系统协同工作的整体。更多结构细节请参阅我们的CNC桥切机结构解析指南。

了解各部件的运行极限对于编程与维护至关重要。更多市场对比请参阅我们的最佳石材CNC机型指南。
| 部件 | 规格 / 范围 | 工程说明 |
|---|---|---|
| 主轴 | 电机功率:18.5 kW(Ø600 mm锯片机型)/ 22 kW(Ø800 mm锯片机型);转速范围:按锯片厂家曲线,现场校准。 | 转速需与锯片直径及材料硬度匹配,避免烧结或过度磨损。 |
| 锯片直径 | Ø600 mm(23.6英寸)标准;Ø800 mm(31.5英寸)可选 | 大直径锯片可实现更深单次切割,但需调整进给速度。 |
| 轴行程 | X:3.2米(126英寸);Y:2.0米(78.7英寸);Z:0.45米(17.7英寸) | 定义可加工板材的最大尺寸及切割深度。 |
| A轴(倾斜) | 0–90° | 实现斜切及角度钻孔。 |
| C轴(旋转) | 0–360° | 无需旋转板材即可实现曲线切割与仿形。 |
| 真空搬运 | 最大吸附能力:200 kg(≈440磅) | 吸附密封性至关重要,需定期检查密封圈及泵压。 |
| 摄像系统 | 高清摄像头+激光定位 | 自动测量板材厚度及刀具尺寸,实现优化排版。 |
| 刀具选项(可选) | 铣削刀具(5+1轴配置);典型铣削进给:0.8 m/min(≈31.5英寸/分钟) | 扩展钻孔、倒角抛光等铣削功能。 |
| 搬运选项(可选) | 集成CAM的真空吸附 | 支持加工过程中安全移动工件,防止过切。 |
注:该机型可配置为标准5轴锯、5+1轴锯(带铣削刀具)或5+2轴锯(带铣削刀具及真空吸附),具体以选配为准(厂家数据)。
及早诊断常见问题可避免材料浪费与高昂停机损失。
5轴桥切机可无缝集成至现代数字化加工流程。
最佳设置因材料性质而异,可参考ASTM标准测试方法现场调整。以下为保守起始建议,需根据实际优化。

石英石Ø600 mm锯片的安全转速需根据锯片及材料具体情况调整,建议参考锯片供应商参数表,避免过高导致树脂烧伤和锯片提前磨损,过低则易崩边。
刀具补偿会自动根据锯片直径与磨损调整刀路。对于斜切,这确保切割点始终精准落在编程线,获得紧密且精确的拼缝,无需人工修正。
可以,选配接口套件后,设备可通过OPC UA暴露数据点,支持将关键生产指标(如循环时间、错误代码、材料用量)记录至全厂SCADA或MES系统,便于分析。
切割陶瓷等脆性材料时,充足且持续的冷却至关重要。应确保锯片两侧切割区完全被冷却液覆盖,流量足以瞬间清除碎屑且无蒸汽产生。此为NIOSH建议的硅尘控制关键措施。
校准通过设备HMI控制面板按引导流程进行,通常需将轴移动至已知参考点或使用校准夹具设定零点。定期校准有助于保持厂家标定的±0.05 mm精度。
角部裂纹通常由应力集中引起,常见于无圆角的90度刀路、转向时进给过快或冷却不足。采用带小圆角的刀路并降低转角进给速度可有效防止。关于桥切机与其他技术的选择,可参考我们的桥切机与5轴CNC锯投资指南。
 中文
中文您好 👋 需要什么帮助?