




 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Ms.Lizzy
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Çalışma Saatleri:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 19, 20255 DAKİKALIK OKUMA
Sep 19, 20255 DAKİKALIK OKUMA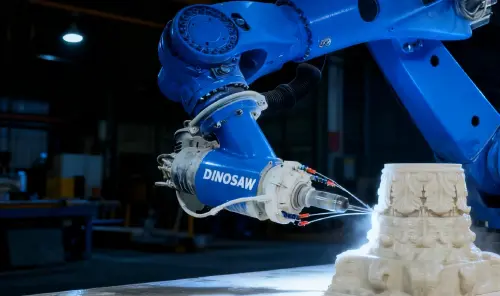 Sep 19, 20255 DAKİKALIK OKUMA
Sep 19, 20255 DAKİKALIK OKUMADINOSAW 7 eksenli robotik taş oyma hücresinin teknik bir incelemesi. Mimarisi, temel bileşenleri, çalışma parametreleri ve granit, mermer ve kireçtaşı için arıza önleme yöntemlerini keşfedin. ±0,06 mm tekrarlanabilirlik sağlar.
Granit, mermer ve kireçtaşında taş oymacılığı; hassasiyet, rijitlik ve toz/çamur kontrolü gibi mekanik sınırları zorlar. 7 eksenli robotik taş oyma hücresi (6 eksenli robot + döner tabla + su soğutmalı iş mili), tekrarlanabilirlik (±0,06 mm, üretici verisi), daha güvenli çalışma ve öngörülebilir çevrim süreleri sunar.
Referans mimari için DINOSAW robotik taş oyma çözümüne ve elmas takımlar ile güçlendirilmiş sisteme göz atın.
Bu teknik özellikleri üretim hattınıza uyarlamak ister misiniz? Mühendislerimiz detaylı bir entegrasyon planı sunabilir.
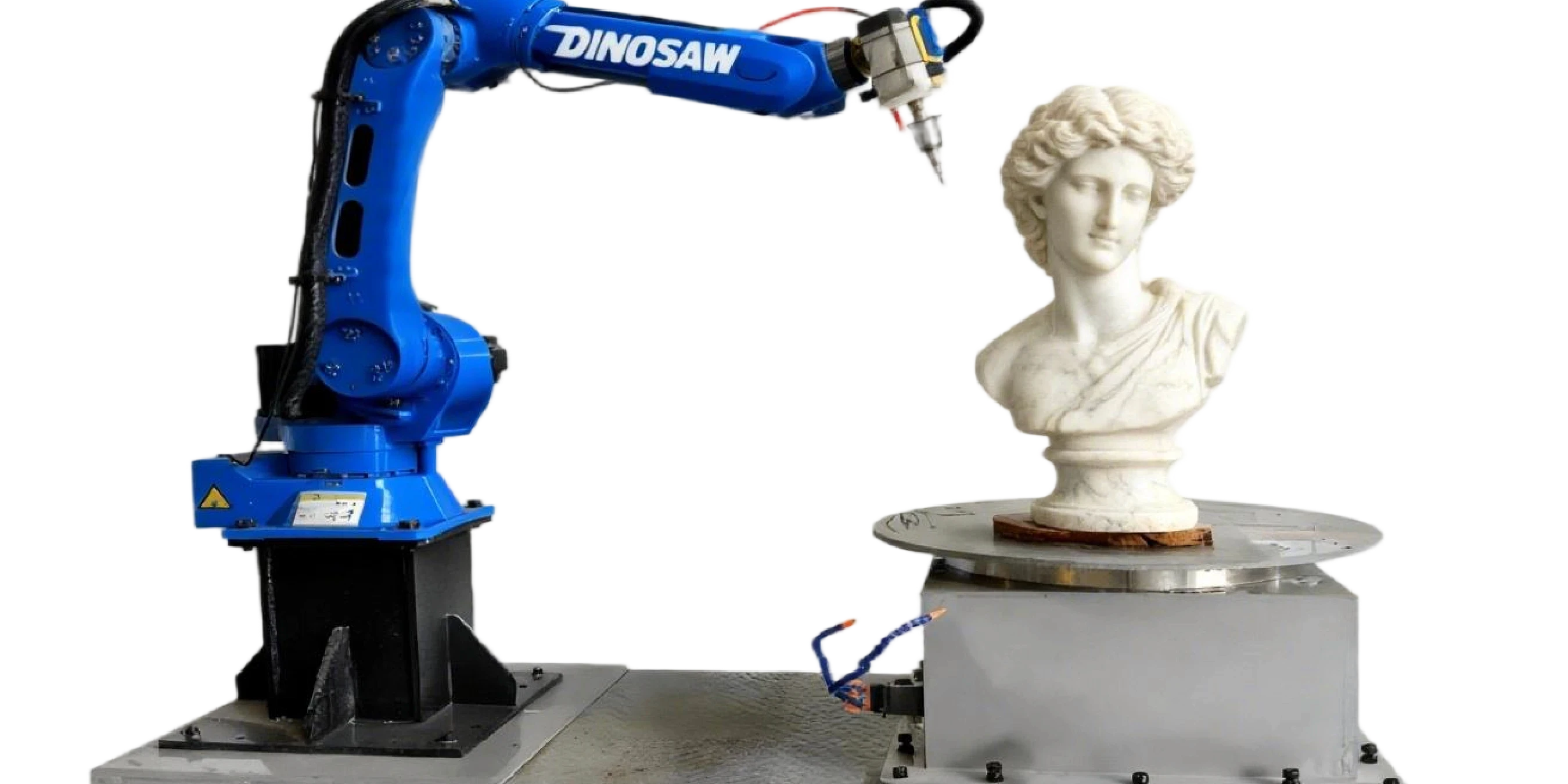
Hücrenin performansı, dört ana sütunun kusursuz etkileşimine dayanır: mekanik, kontrol, yazılım ve güvenlik. Tipik bir iş akışı, bir 3D tarama veya CAD modelinin alınmasıyla başlar; bu model CAM yazılımına aktarılır ve çok eksenli takım yolu oluşturulur. Program daha sonra robot kontrolörüne gönderilir ve oyma için gerekli karmaşık, senkronize hareketler gerçekleştirilir.
Taş robot hücresindeki her bir bileşenin tanımlı bir çalışma aralığı vardır. Su soğutmalı oyma iş milinden, özel DINOSAW elmas takımlarına kadar bu parametreleri anlamak, süreç optimizasyonu ve arıza çözümü için kritiktir.
| Bileşen | Anahtar Parametreler & Tipik Aralıklar |
|---|---|
| Su Soğutmalı İş Mili | Devir: 6.000–24.000 RPM; Tork: Farklı devirlerde Nm; Soğutucu Akışı: 5–15 L/dk (1,3–4,0 gpm) |
| DINOSAW Elmas Takımlar | Şaft Çapları: 6 mm, 8 mm, 12 mm ; Takım Tipleri: Küre uçlu/düz frezeler, konik gravür uçları, V-kanal uçları, frezeler. |
| Döner Tabla (7. Eksen) | Çap: Maksimum blok boyutuna göre ayarlanır (fikstür tasarımında doğrulayın), mm/inç; Maksimum Yük: En ağır bloğunuza göre seçilir (mekanik tasarımda doğrulayın), kg. |
| Görsel/Tarama Sistemi | Çözünürlük: Tarayıcı çözünürlüğü modele göre değişir (tedarikçiyle doğrulayın), mm nokta aralığı. |
Proaktif bakım ve arıza modlarının anlaşılması, yüksek aşınmalı taş oyma ortamında çalışma süresini maksimize etmek için gereklidir.

Bir robotik hücre tek başına çalışmaz. Diğer fabrika sistemleriyle iletişim kurabilmesi ve standart veri formatlarını kabul edebilmesi, faydasının anahtarıdır.
Aşağıdaki tablolar, farklı taş türleri için muhafazakar başlangıç noktaları sunar. Bunlar, kullanılan makine, takım ve malzeme partisine göre optimize edilmelidir.
| İşlem | Takım | İş Mili Devri (RPM) | İlerleme Hızı (mm/dk) | Adım Genişliği |
|---|---|---|---|---|
| Kaba İşleme | DINOSAW Küre Uçlu Freze | 8.000–12.000 | 1.000–2.000 | Takım çapının %40-50'si |
| Finiş/Yazı | DINOSAW V-Kanal Ucu | 15.000–20.000 | 500–1.000 | Yok |
| İşlem | Takım | İş Mili Devri (RPM) | İlerleme Hızı (mm/dk) | Adım Genişliği |
|---|---|---|---|---|
| Kaba İşleme | DINOSAW Küre Uçlu Freze | 10.000–15.000 | 1.500–3.000 | Takım çapının %50-60'ı |
| Finiş | DINOSAW Konik Uç | 18.000–24.000 | 800–1.500 | Takım çapının %5-10'u |
| İşlem | Takım | İş Mili Devri (RPM) | İlerleme Hızı (mm/dk) | Adım Genişliği |
|---|---|---|---|---|
| Kaba İşleme | DINOSAW Küre Uçlu Freze | 12.000–18.000 | 2.500–4.000 | Takım çapının %50-70'i |
| Finiş | DINOSAW Konik Uç | 20.000–24.000 | 1.200–2.000 | Takım çapının %10-15'i |
DINOSAW 7 eksenli oyma hücresi, taş imalatında hassasiyet ve dayanıklılık için tasarlanmış bir mühendislik ekosistemidir. Mimarisi—su soğutmalı iş mili ve DINOSAW elmas takımlarından sağlam kontrol sistemine kadar—titreşimli çarpıntı ve termal sürüklenme gibi yaygın arızaları doğrudan önler. Mühendisler ve bakım ekipleri için bu, daha yüksek çalışma süresi, tutarlı kalite ve daha güvenli bir çalışma ortamı anlamına gelir. Bir sonraki adım, bu teknik yetenekleri kendi operasyonel ihtiyaçlarınıza uyarlamaktır.
En ağır bloğunuza göre seçilen taşıma kapasitesi (mekanik tasarımda doğrulayın), kg ve en büyük parça zarfınıza göre ayarlanan erişim mesafesi (yerleşim planında doğrulayın), mm/inç tipik başlangıç noktalarıdır. İş mili, takım değiştirici ve takımın ağırlığı da hesaba katılmalıdır. Döner tablanın boyutları, maksimum blok boyutuna göre belirlenir (fikstür tasarımında doğrulayın), mm/inç.
Tablanın çapı, maksimum blok boyutuna göre ayarlanmalı (fikstür tasarımında doğrulayın), mm/inç ve maksimum yük kapasitesi en ağır bloğunuza göre seçilmelidir (mekanik tasarımda doğrulayın), kg. İndeksleme hassasiyeti genellikle yay saniyesi cinsinden belirtilir (tedarikçiyle doğrulayın). Robotun tam hareket alanı için tabla etrafında yeterli boşluk bırakın.
İş mili sıcaklığını üretici talimatlarına göre yönetin (soğutma ve sıcaklık kontrolü). Isınma çevrimi uygulayın ve kritik finiş geçişlerini termal denge sağlandıktan sonra planlayın.
Sistem genellikle entegrasyon için Profinet veya OPC UA gibi endüstriyel protokolleri destekler. Tasarım aşamasında özel protokol ihtiyaçlarını doğrulayın. Bu, çevre birimleri (fikstürler, sensörler) için I/O eşlemesi ve merkezi güvenlik devresine entegrasyon sağlar.
Tipik güvenlik uygulamaları arasında acil durdurma devresi ve kilitli erişim kapıları bulunur; bunlar muhafaza koruması (örn. IP65) ve iş mili durumu izleme ile tamamlanır. Gerekli cihazlar ve test sıklığı için yerel standartlara başvurun.
Yaygın yöntemler arasında iş mili yük trendlerini izlemek, yazılım tabanlı takım ömrü sayaçlarıyla değişim tetiklemek veya lazer takım ölçer entegre ederek çevrimler arasında takım boyutlarını otomatik ölçmek yer alır.
Evet. Offline Programlama (OLP) yazılımı (örn. SprutCAM), makine çalışırken programlama olanağı sunduğu için çalışma süresini maksimize etmekte gereklidir. Ayrıca, karmaşık 7 eksenli hareketlerin çarpışmasız simülasyonu ve 3D tarama verisinin uygulanabilir takım yollarına dönüştürülmesi için kritiktir.
 Türkçe
Türkçe
Kolay Çözüm Alın
Çevrim İçi Sohbet
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Merhaba 👋 Size nasıl yardımcı olabiliriz?