



 English
English 中文
中文



Sig.ra Lizzy
Ciao, sono Lizzy di DINOSAW (non sono un robot). Quale macchina (modello) ti interessa? Contattaci subito su WhatsApp
Orari di Apertura:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Sep 19, 20255 MINUTI DI LETTURA
Sep 19, 20255 MINUTI DI LETTURA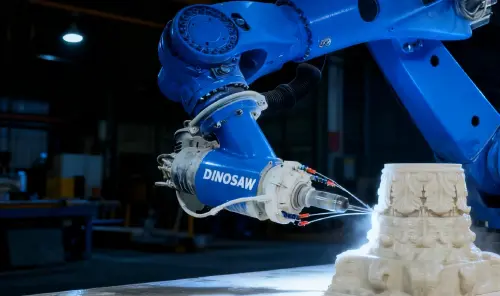 Sep 19, 20255 MINUTI DI LETTURA
Sep 19, 20255 MINUTI DI LETTURAAnalisi tecnica della cella robotica DINOSAW per la scultura su pietra a 7 assi. Esplora l'architettura, i componenti principali, i parametri operativi e le strategie di mitigazione dei guasti per granito, marmo e calcare. Raggiunge una ripetibilità di ±0,06 mm.
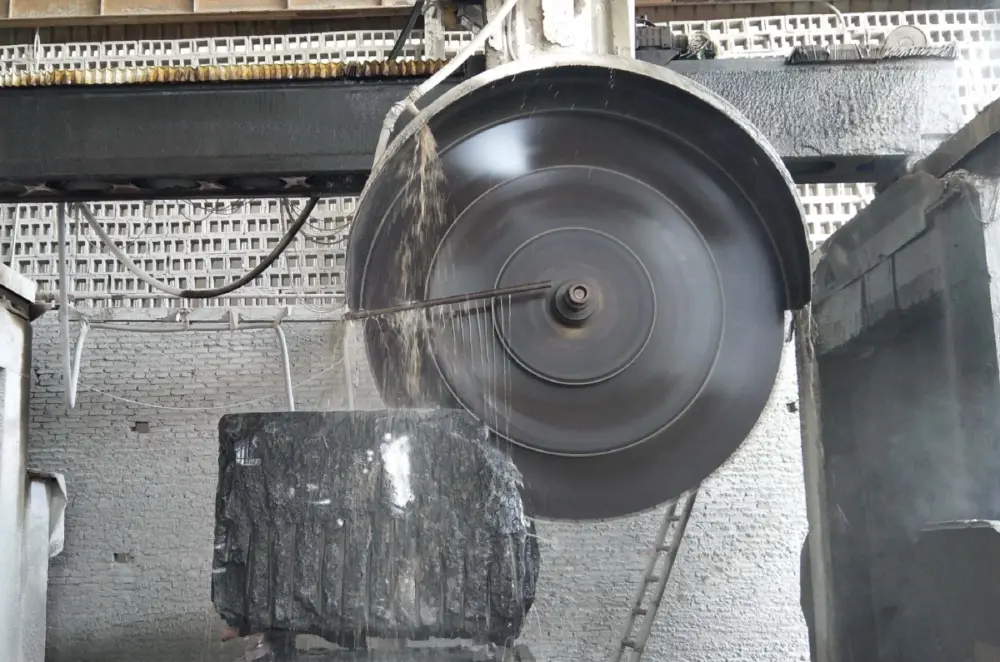
La scultura su granito, marmo e calcare spinge i limiti meccanici: precisione, rigidità e controllo di polveri/fanghi. Una cella robotica per la scultura su pietra a 7 assi (robot a 6 assi + tavola rotante + mandrino raffreddato ad acqua) garantisce ripetibilità (±0,06 mm, dato del produttore), operazioni più sicure e tempi ciclo prevedibili.
Consulta la scultura robotica su pietra DINOSAW per l'architettura di riferimento alimentata da utensili diamantati.
Devi adattare queste specifiche tecniche alla tua linea produttiva? I nostri ingegneri possono fornire un piano di integrazione dettagliato.
Le prestazioni della cella si basano sull'interazione fluida di quattro pilastri: meccanica, controlli, software e sicurezza. Il flusso di lavoro tipico parte da una scansione 3D o da un modello CAD, che viene importato nel software CAM per generare il percorso utensile multi-asse. Il programma viene poi inviato al controllore del robot, che esegue i movimenti complessi e sincronizzati necessari per la scultura.
Ogni componente della cella robotica per la pietra ha un proprio range operativo. Comprendere questi parametri—dal mandrino raffreddato ad acqua per il sistema di scultura agli specifici utensili diamantati DINOSAW—è fondamentale per ottimizzare il processo e risolvere i problemi.
| Componente | Parametri Chiave & Range Tipici |
|---|---|
| Mandrino Raffreddato ad Acqua | Velocità: 6.000–24.000 RPM; Coppia: Nm a vari RPM; Flusso refrigerante: 5–15 L/min (1,3–4,0 gpm) |
| Utensili Diamantati DINOSAW | Diametri codolo: 6 mm, 8 mm, 12 mm; Famiglie utensili: frese sferiche/piane, punte coniche per incisione, punte a V, frese a sbavare. |
| Tavola Rotante (7° Asse) | Diametro: diametro adattato alla dimensione massima del blocco (da confermare in fase di progettazione del fissaggio), mm/in; Carico massimo: capacità selezionata in base al blocco più pesante (da confermare in fase di progettazione meccanica), kg. |
| Sistema di Visione/Scansione | Risoluzione: la risoluzione dello scanner varia a seconda del modello (da confermare con il fornitore), spaziatura dei punti in mm. |
La manutenzione proattiva e la comprensione delle modalità di guasto sono essenziali per massimizzare la produttività in ambienti di scultura su pietra ad alto tasso di usura.

Una cella robotica non opera in isolamento. La sua capacità di comunicare con altri sistemi di fabbrica e accettare formati dati standard è fondamentale per la sua utilità.
Le seguenti tabelle forniscono punti di partenza conservativi per la lavorazione di diversi tipi di pietra. Devono essere affinati in base alla macchina, all'utensile e al lotto di materiale specifico.
| Processo | Utensile | Velocità Mandrino (RPM) | Avanzamento (mm/min) | Sovrapposizione |
|---|---|---|---|---|
| Sgrossatura | Fresa sferica DINOSAW | 8.000–12.000 | 1.000–2.000 | 40-50% del diametro utensile |
| Finitura/Incisione | Punta a V DINOSAW | 15.000–20.000 | 500–1.000 | N/A |
| Processo | Utensile | Velocità Mandrino (RPM) | Avanzamento (mm/min) | Sovrapposizione |
|---|---|---|---|---|
| Sgrossatura | Fresa sferica DINOSAW | 10.000–15.000 | 1.500–3.000 | 50-60% del diametro utensile |
| Finitura | Punta conica DINOSAW | 18.000–24.000 | 800–1.500 | 5-10% del diametro utensile |
| Processo | Utensile | Velocità Mandrino (RPM) | Avanzamento (mm/min) | Sovrapposizione |
|---|---|---|---|---|
| Sgrossatura | Fresa sferica DINOSAW | 12.000–18.000 | 2.500–4.000 | 50-70% del diametro utensile |
| Finitura | Punta conica DINOSAW | 20.000–24.000 | 1.200–2.000 | 10-15% del diametro utensile |
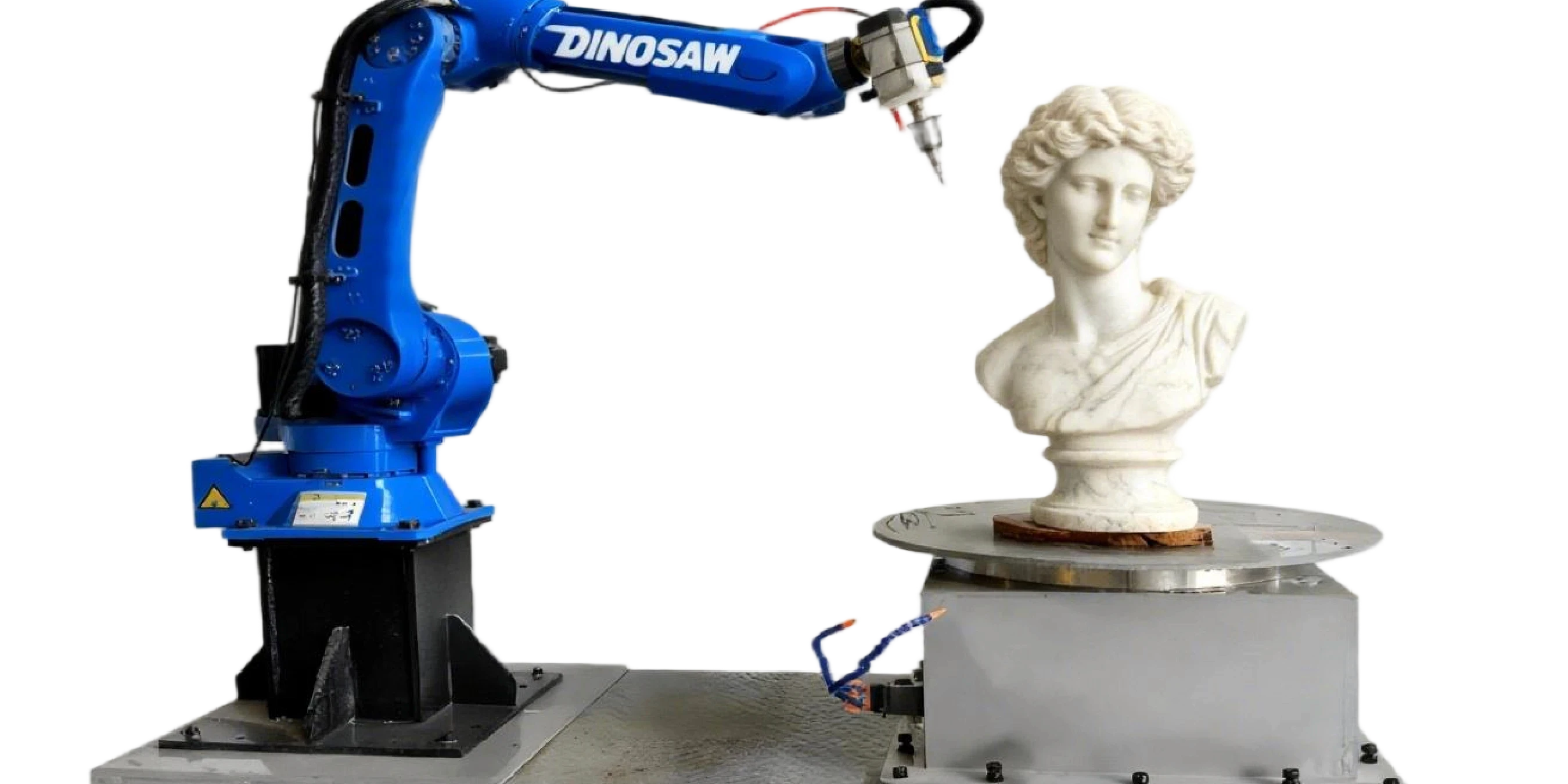
La cella di scultura DINOSAW a 7 assi è un ecosistema ingegnerizzato per precisione e durata nella lavorazione della pietra. La sua architettura—dal mandrino raffreddato ad acqua agli utensili diamantati DINOSAW fino al sistema di controllo robusto—mitiga direttamente i guasti comuni come vibrazioni e deriva termica. Per ingegneri e tecnici di manutenzione, questo si traduce in maggiore produttività, qualità costante e ambiente di lavoro più sicuro. Il prossimo passo è mappare queste capacità tecniche sulle tue esigenze operative specifiche.
Una portata selezionata in base al blocco più pesante (da confermare in fase di progettazione meccanica), kg e un raggio dimensionato sull'ingombro massimo del pezzo (da confermare in fase di layout), mm/in sono punti di partenza tipici. Bisogna considerare il peso del mandrino, del cambio utensile e dell'utensile stesso. La tavola rotante avrà dimensioni di diametro adattato alla dimensione massima del blocco (da confermare in fase di progettazione del fissaggio), mm/in.
Prevedere un diametro della tavola adattato alla dimensione massima del blocco (da confermare in fase di progettazione del fissaggio), mm/in con una capacità di carico selezionata in base al blocco più pesante (da confermare in fase di progettazione meccanica), kg. La precisione di indicizzazione è tipicamente espressa in arcosecondi (da confermare con il fornitore). Garantire sufficiente spazio intorno alla tavola per il movimento completo del robot.
Gestire la temperatura del mandrino secondo le indicazioni del produttore (raffreddamento e controllo termico). Considerare un ciclo di riscaldamento e programmare le passate di finitura critiche dopo la stabilizzazione termica.
Il sistema supporta tipicamente protocolli industriali come Profinet o OPC UA per l'integrazione. Confermare le esigenze specifiche in fase di progettazione. Questo consente la mappatura I/O per periferiche (fissaggi, sensori) e l'integrazione in un circuito di sicurezza centrale.
Le pratiche di sicurezza tipiche includono un circuito di arresto di emergenza e porte di accesso interbloccate, integrati da protezione dell'involucro (es. IP65) e monitoraggio dello stato del mandrino. Consultare le normative locali per dispositivi e frequenza dei test richiesti.
I metodi comuni includono il monitoraggio delle variazioni di carico del mandrino, l'uso di contatori software per la vita utensile che attivano il cambio, o l'integrazione di un laser tool-setter per misurare automaticamente le dimensioni utensile tra i cicli.
Sì. Il software di Programmazione Offline (OLP) (es. SprutCAM) è essenziale per massimizzare la produttività, consentendo la programmazione mentre la macchina è in funzione. È inoltre fondamentale per simulare movimenti complessi a 7 assi evitando collisioni e convertire dati di scansione 3D in percorsi utensile eseguibili.
 Italian
Italian
Soluzione Facile e Veloce
Chat Online
Ciao, sono Lizzy di DINOSAW (non sono un robot). Quale macchina (modello) ti interessa? Contattaci subito su WhatsApp
Ciao 👋 Come possiamo aiutarti?