















Especificaciones y sistemas
Elija el sistema CNC, potencia y nivel de automatización más adecuado para su eficiencia.
Horario de atención:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
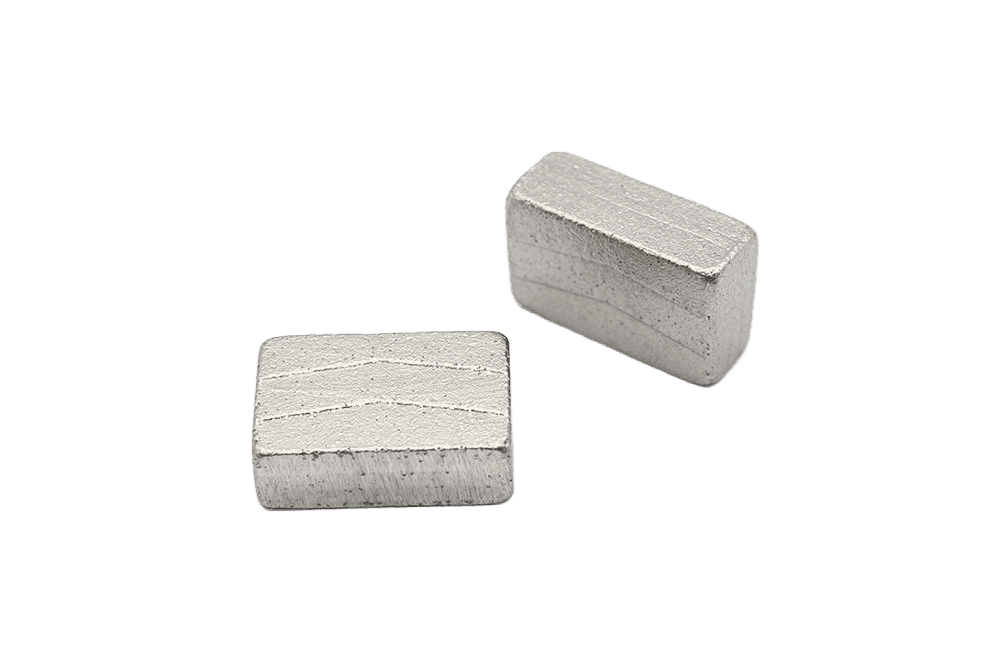
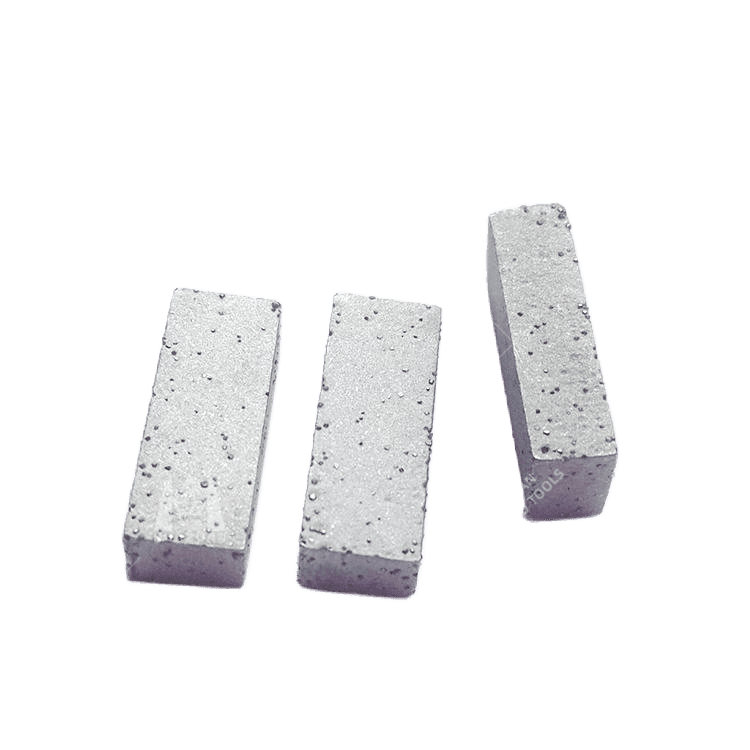
Los segmentos diamantados se componen de piezas consumibles de corte, sinterizadas o soldadas sobre discos de sierra, marcos de telar y brocas de corona. La especificación correcta del segmento — dureza del aglutinante, granulometría del diamante y perfil del segmento — se determina según la dureza y abrasividad de la piedra (escala de Mohs), nunca por la marca de la máquina. La tabla abajo compara los cuatro tipos de segmentos de Dinosaw según los parámetros de aplicación.
Producto | Tipo de aglutinante | Dureza del material (Mohs) | Corte en seco / húmedo | Máquina recomendada | Mejor escenario |
|---|---|---|---|---|---|
Segmento diamantado para granito | Aglutinante metálico sinterizado (matriz dura) | 6–7 (duro: granito, cuarcita, basalto) | Húmedo (obligatorio) | Maquinaria para corte y procesado de piedra, cortadora disco puente, telar para piedra | Fábrica de gran formato; reposición de disco circular para granito; línea de producción de cortadora puente |
Segmento para mármol y piedra blanda | Aglutinante metálico sinterizado (matriz blanda/mediana) | 3–4 (mármol, caliza, travertino, ónix) | Húmedo (preferido) | Maquinaria para corte y procesado de piedra, cortadora de bloques multilámina | Fábrica de placas de mármol; corte continuo de gran formato; reposición de discos para telar |
Segmento diamantado para telar de piedra blanda | Aglutinante metálico sinterizado (matriz blanda, base cobre) | 3–5 (mármol, caliza, arenisca) | Húmedo (obligatorio) | Telar para piedra (multilámina) | Producción de bloques a placas; gran volumen de placas de mármol y caliza |
Segmento diamantado para broca de corona | Aglutinante metálico sinterizado (adaptado al diámetro de la corona) | 4–7 (granito, mármol, hormigón, piedra compuesta) | Húmedo (preferido) / Seco (solo cortes superficiales) | Máquina de perforación, taladro manual, máquina CNC para perforación | Reposición de brocas de corona; consumibles para máquina de perforación en fábrica; segmentos de reemplazo |
Notas sobre la especificación
La dureza del aglutinante es la variable más importante: un aglutinante blando en piedra dura renueva continuamente el diamante; un aglutinante duro en piedra blanda retiene el diamante hasta que se produce el glaseado. No adaptar el aglutinante al material origina desgaste prematuro y deficiente calidad de corte. Dinosaw ofrece segmentos en formulaciones personalizadas — contacte con el equipo técnico y facilite el tipo de piedra, diámetro del disco y RPM de máquina para recibir la especificación adecuada.
La elección de segmentos sigue una lógica sencilla orientada al material. El proceso siguiente se aplica tanto para especificar segmentos en pedidos de discos nuevos como para la reposición de discos existentes.
Dinosaw entrega segmentos en cuatro formatos: ensamblaje soldado por láser (segmentos ya montados en el disco), segmentos sueltos para reposición en campo, envases a granel para programas de consumo en fábrica y lotes específicos a medida para fabricantes OEM de discos. La cantidad mínima y plazos de entrega varían según formato — solicite cotización indicando el consumo anual de segmentos para recibir precios de programa.
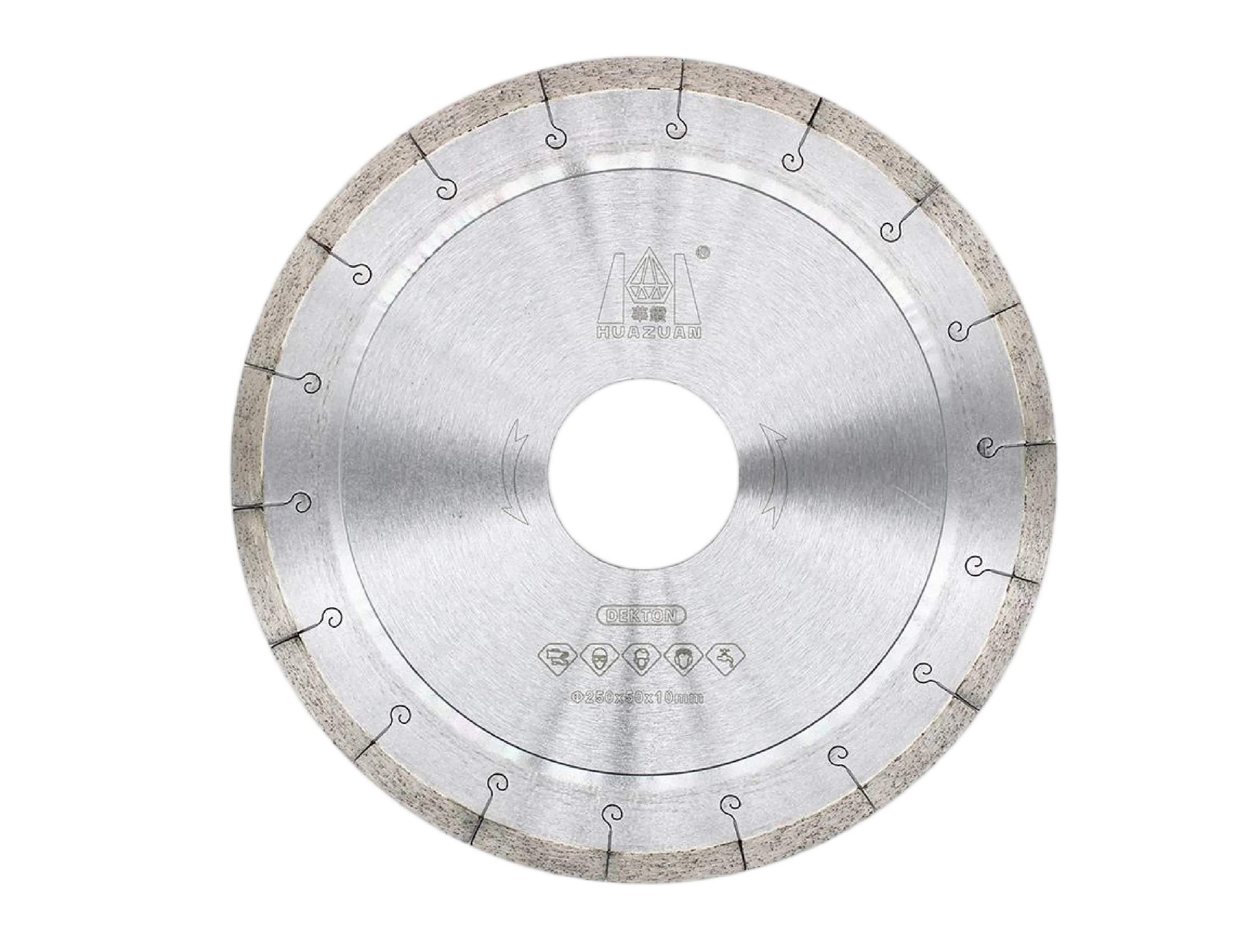
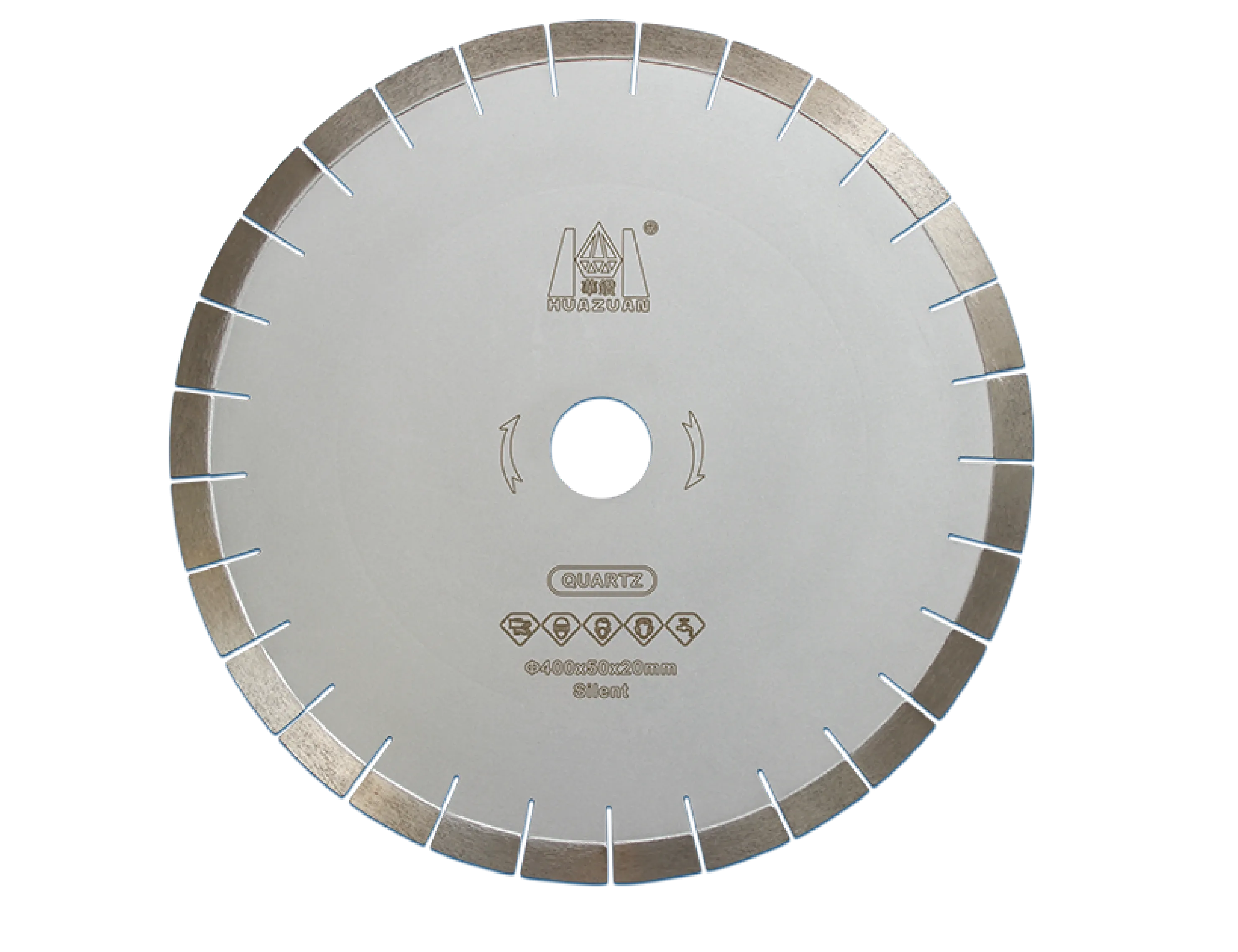
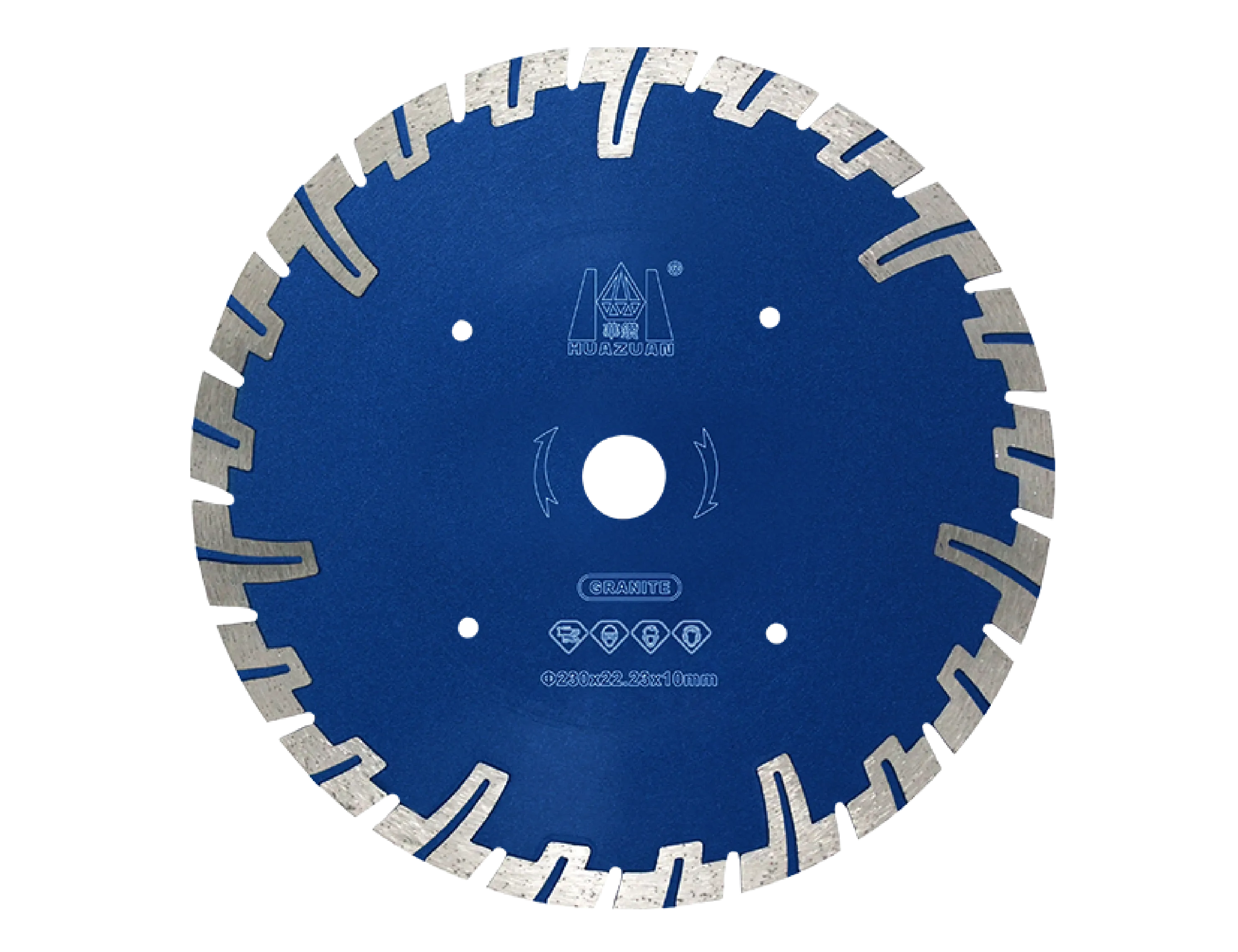
Los discos de sierra diamantados se distinguen de los discos de corte por el diámetro, grosor del núcleo y diseño del segmento. Se utilizan primordialmente en cortadora disco puente, maquinaria para corte y procesado de piedra y cortadoras multilámina horizontal, donde se requiere control preciso de profundidad y ancho de corte constante. La tabla compara los seis discos de Dinosaw según material y aplicación.
Producto | Aglutinante / estilo de segmento | Dureza del material (Mohs) | Seco / húmedo | Máquina recomendada | Mejor escenario |
|---|---|---|---|---|---|
Disco diamantado para granito | Sinterizado soldado con láser; segmentado | 6–7 | Húmedo | Cortadora disco puente, maquinaria para corte y procesado de piedra, CNC | Corte de placas y baldosas de granito; fabricación de encimeras; líneas de producción con avance rápido |
Disco diamantado para mármol | Sinterizado; segmento continuo u oblicuo | 3–4 | Húmedo | Cortadora disco puente, maquinaria para corte y procesado de piedra | Corte de placas de mármol; procesamiento de baldosas decorativas; cortes precisos de baja vibración |
Disco diamantado horizontal | Sinterizado; gran diámetro segmentado | 5–7 | Húmedo | Cortadora multilámina horizontal | Escuadra de bloques; corte de bordillos; corte horizontal de gran formato en granito y mármol |
Disco diamantado para Dekton y piedra sinterizada | Soldado en vacío / sinterizado de corte fino | 7–9 (cerámica sinterizada ultradura) | Húmedo (obligatorio, ≥8 L/min) | CNC cortadora disco puente, mesa de corte de precisión | Dekton, Neolith, Lapitec, placas porcelánicas sinterizadas; crítico evitar desconchado de bordes |
Disco diamantado para cuarzo | Galvanizado de corte fino; control de viruta | 6–7 (cuarzo compuesto + resina) | Húmedo (refrigeración continua) | CNC cortadora disco puente, mesa de corte | Corte de encimeras de cuarzo compuesto; bordes sin viruta en superficies con resina |
Disco diamantado sinterizado para cerámica y porcelánico | Sinterizado de grano fino | 7–8 | Húmedo preferido / Seco (trabajos cortos) | Cortadora de baldosas, amoladora, cortadora disco puente | Baldosa porcelánica de masa completa; baldosa rectificada; corte de placa arquitectónica cerámica de precisión |
Notas sobre la especificación del disco
El diámetro del disco debe coincidir con la capacidad del protector — nunca exceda el 80% del diámetro del protector. El grosor del núcleo afecta directamente el ancho de corte y el desperdicio: una ranura de 3,0mm en 1.000 cortes diarios con disco de 2.400mm representa más de 7 metros lineales de piedra perdida como polvo cada día. Los discos de corte fino (2,0–2,5mm) minimizan este desperdicio pero requieren más rigidez y flujo de refrigerante constante en la máquina. Todos los discos de Dinosaw Machine se entregan con especificación de segmentos adaptada — no sustituya segmentos de otro fabricante sin confirmar la compatibilidad del aglutinante.
La elección correcta del disco se determina por tres factores, en orden: el material a cortar, la máquina utilizada y la calidad de corte requerida. Si el primer factor es incorrecto, los restantes quedan invalidados.
Cortadoras disco puente, maquinaria para corte y procesado de piedra y mesas CNC requieren diferentes diámetros de núcleo y configuraciones de husillo. Confirme el diámetro del husillo, diámetro máximo de disco y potencia del motor de su máquina antes de solicitar. El equipo técnico de Dinosaw puede cruzar su modelo de máquina con la especificación óptima — este servicio se brinda sin coste en cualquier consulta o muestra.
Los discos de corte son herramientas en formato para amoladora angular y sierra de mesa pequeña (normalmente de 100–230 mm de diámetro), diferenciándose de las hojas mayores por su perfil delgado, maquinaria ligera y mayor portabilidad. La tabla compara los seis productos de discos de Dinosaw Machine según el entorno de aplicación.
Producto | Estilo de corona/segmento | Dureza del material (Mohs) | Seco/húmedo | Máquina recomendada | Mejor escenario |
|---|---|---|---|---|---|
Disco segmentado para corte de concreto y mampostería | Corona segmentada | 4–6 (concreto, ladrillo, bloque, piedra) | Seco u húmedo | Amoladora angular, sierra de mesa, cortadora de piso | Corte general de concreto; demolición; mampostería; uso en obra |
Disco turbo sinterizado continuo | Corona turbo continua | 5–7 | Seco u húmedo | Amoladora angular, sierra portátil | Corte de baldosas de granito y piedra dura; cortes rápidos y universales con acabado fino |
Disco de corona continua sinterizada para baldosas | Corona lisa continua | 6–8 | Húmedo (preferido) | Sierra para baldosas, amoladora angular | Baldosa cerámica de pared; baldosa esmaltada; superficies sensibles a saltos que exigen bordes limpios |
Disco turbo ultrafino de malla para porcelánico | Turbo malla ultrafina | 7–8 | Húmedo (preferido) | Amoladora angular, sierra para baldosas | Porcelánico de cuerpo entero; baldosa fina (≤6 mm); bordes ultralimpios sin saltos |
Disco turbo biselado segmentado sinterizado | Turbo biselado segmentado | 5–7 | Seco u húmedo | Amoladora angular | Desbaste rápido en granito y piedra dura; evacuación de residuos en cortes confinados |
Disco segmentado tipo T | Segmento tipo T | 4–6 (concreto, asfalto) | Seco | Amoladora angular, cortadora de piso | Corte de pavimento de concreto; obras viales; reparación de asfalto; entornos con abundantes residuos |
Notas sobre la selección de disco
La decisión principal entre tipos de disco se fundamenta en el perfil de la corona: las coronas segmentadas evacúan residuos agresivamente pero dejan acabados ásperos; las coronas continuas generan cortes limpios y sin saltos, pero exigen refrigeración húmeda para evitar la acumulación térmica; las coronas turbo equilibran ambos factores. Para uso en obras donde la refrigeración por agua es inviable, los discos segmentados y tipo T permiten corte en seco. Para baldosas y porcelánico en taller, la corona continua o turbo ultrafino con agua siempre resulta la opción correcta.
Confirme el diámetro máximo del disco de su amoladora (100 mm, 115 mm, 125 mm, 230 mm son estándar), rpm del husillo y disponibilidad de accesorio húmedo. Todos los discos de corte de Dinosaw Machine cumplen la norma EN 13236 de seguridad. La velocidad máxima de operación se indica en cada disco — nunca la exceda y verifique siempre que la calificación RPM del disco supere la velocidad sin carga de su amoladora.
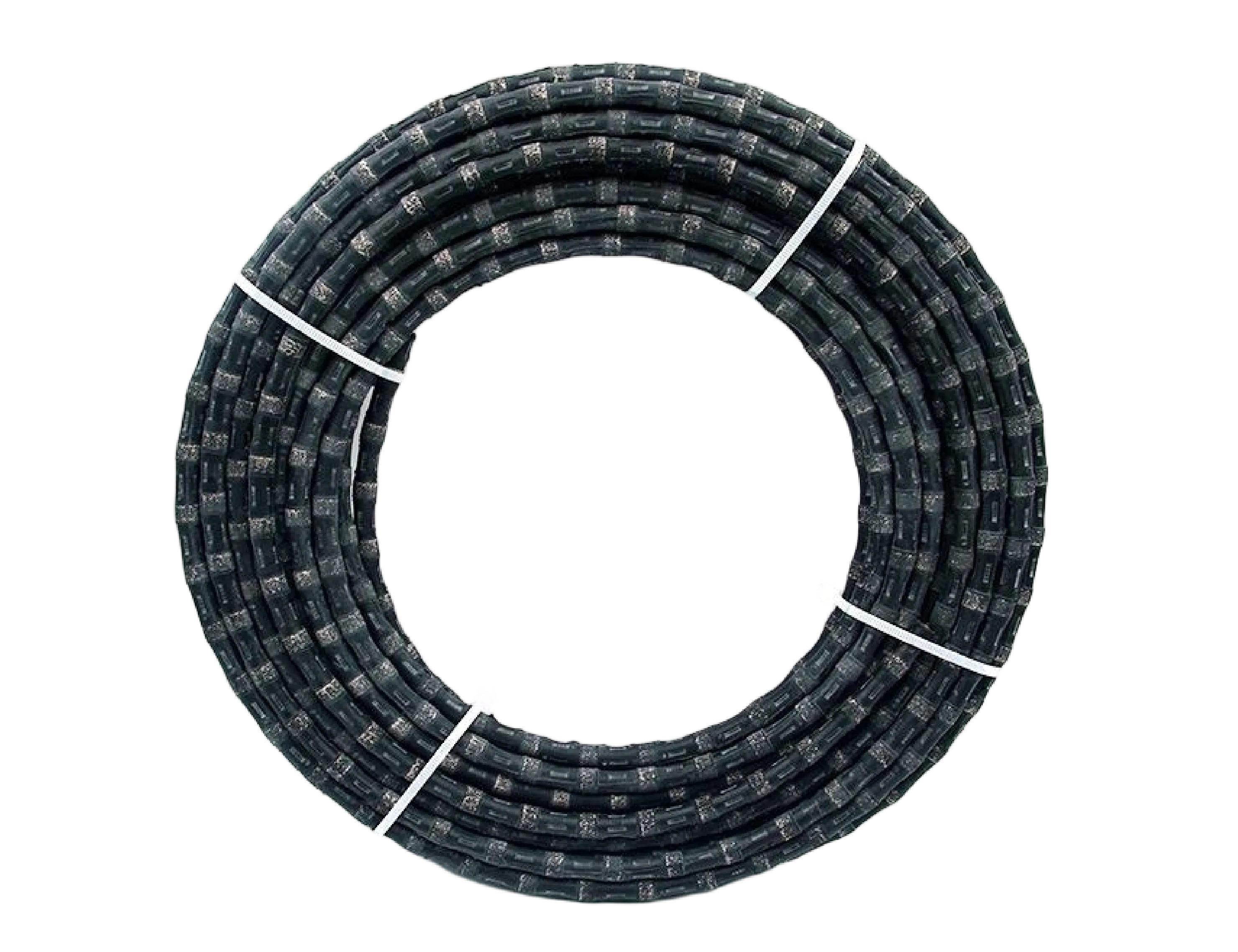
Las sierras de hilo diamantado se componen de un cable de acero ensartado con perlas de diamante a intervalos regulares. Se han posicionado como herramienta principal para extracción en gran formato y cortes de demolición, ya que permiten una ranura extremadamente estrecha (0,5 mm con hilo de 0,35 mm), eliminan vibración estructural y logran cortes de profundidad y formas ilimitadas. La selección del hilo depende del material, la máquina de corte y si el objetivo es producción de piedra dimensional o demolición.
Producto | Fijación de perlas | Dureza del material (Mohs) | Seco/húmedo | Máquina recomendada | Mejor escenario |
|---|---|---|---|---|---|
Sierra de hilo diamantado electroquímico y soldadura al vacío | Electroquímico / soldadura al vacío | 4–7 (mármol, granito, caliza, porcelánico) | Húmedo | máquina de sierra de hilo, sierra de hilo manual | Cortes de contorno en cantera de alta precisión; cortes curvos de pequeño radio; productos de piedra perfilada |
Hilo diamantado para corte de concreto armado | Vinculación metálica sinterizada con perla de acero | Concreto + varilla | Húmedo | máquina hidráulica de sierra de hilo | Demolición; corte de puentes e infraestructuras; desmantelamiento nuclear; concreto con varilla |
Sierra de hilo diamantado para mármol | Vinculación sinterizada blanda; distribución fina de diamante | 3–4 | Húmedo | máquina de multi-hilo diamantado, máquina de hilo para cantera | Despiece de bloques de mármol; producción de losas; extracción en cantera; piedra de lujo con mínima pérdida de corte (0,5 mm) |
Sierra de hilo diamantado para granito | Vinculación sinterizada dura; alta concentración de diamante | 6–7 | Húmedo | máquina de multi-hilo diamantado, máquina de hilo para cantera | Corte de bancos de granito en cantera; extracción de bloques; enhebrado de hilo entre orificios perforados por DTH |
Notas sobre la especificación del hilo
El diámetro del hilo, el espaciamiento y la dureza del aglutinante de perlas se deben ajustar al diámetro del volante y velocidad de operación de la máquina de sierra de hilo. Dinosaw Machine suministra hilo en longitudes personalizadas con especificación de perlas adaptada para cada modelo de máquina. Para máquinas multi-hilo (Dinosaw u otras marcas), se encuentran disponibles diámetros de hilo hasta 0,35 mm para producción de losas ultradelgadas — esto no es intercambiable con el hilo estándar de cantera. Indique el modelo de su máquina y el tipo de piedra objetivo al solicitar.
En extracción de cantera, el equipo de perforación DTH crea los orificios de entrada y salida para el hilo. La serie QKZ90 DTH (perforaciones de Φ65–90 mm) se ha dimensionado específicamente para el calibre del hilo para cantera de Dinosaw Machine. Esto permite que todo el flujo de trabajo — perforación, enhebrado de hilo, operación de sierra — se gestione con sistema integrado de un solo proveedor, eliminando incompatibilidades dimensionales entre orificio y hilo. Es una ventaja logística y de calidad que proveedores de producto único no pueden ofrecer.
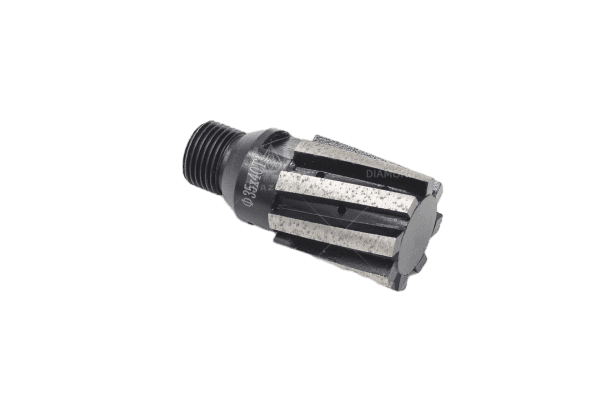
Dinosaw Machine provee una línea única de brocas de núcleo (Broca para núcleo en piedra seco/húmedo), que abarca un amplio rango de diámetros y dos modos de perforación. En vez de comparar modelo contra modelo, la siguiente tabla relaciona escenarios de aplicación con su configuración óptima: tipo de matriz, modo de perforación y correspondencia con la máquina.
Aplicación | Material | Matriz recomendada | Mejor escenario |
|---|---|---|---|
Perforación en encimeras (fregadero, grifo, accesorio) | Granito, mármol, cuarzo, piedra sintética | Sinterizado (piedra dura) / Resina (piedra blanda) — húmedo | Líneas de producción de alto volumen; máquina CNC para perforación; bordes sin virutas esenciales |
Muestreo geotécnico y perforaciones guía en cantera | Granito, mármol, basalto, caliza | Sinterizado duro; alta concentración de diamante | Se utiliza con equipo de perforación DTH o máquina de perforación en pórtico; muestreo geotécnico |
Perforación para construcción (anclajes, conductos, climatización) | Hormigón armado, bloque, ladrillo | Sinterizado reforzado; bola de acero para atravesar varilla | Equipo de perforación para obra, taladro manual; se requiere penetración en varilla |
Perforación en vidrio y materiales especiales | Vidrio, azulejo cerámico, porcelánico, piedra sintética | Galvanizado grano fino / soldadura al vacío | Máquina CNC o taladro de banco; RPM bajas y agua continua resultan esenciales |
Notas sobre configuración
La vida útil de la broca de núcleo depende considerablemente de la dureza del material y de la eficacia del enfriamiento: mármol y caliza blanda — hasta 1.200 metros lineales por broca en condiciones óptimas de fábrica; granito duro — 200–500 metros lineales. Estos valores son referenciales. Dinosaw Machine ofrece servicio de retoque: se pueden retornar brocas gastadas para recambio de segmentos por un coste menor al reemplazo total, lo cual resulta relevante para plantas de alto volumen que utilizan brocas de gran diámetro.
El diámetro de la broca debe corresponder al tamaño de orificio requerido, no a la capacidad de la máquina. Diámetros de referencia más habituales: orificios para grifo estándar 35 mm; inicio de corte para fregadero de cocina 60 mm; muestra de núcleo en encimera 50–100 mm; perforaciones guía DTH en cantera 65–90 mm; columnas arquitectónicas hasta 600 mm (requiere máquina de perforación en pórtico). Para diámetros superiores a 150 mm, se emplea taladro de banco o máquina de perforación en pórtico — los taladros manuales no proporcionan la estabilidad ni el par de torsión requeridos para estas dimensiones.
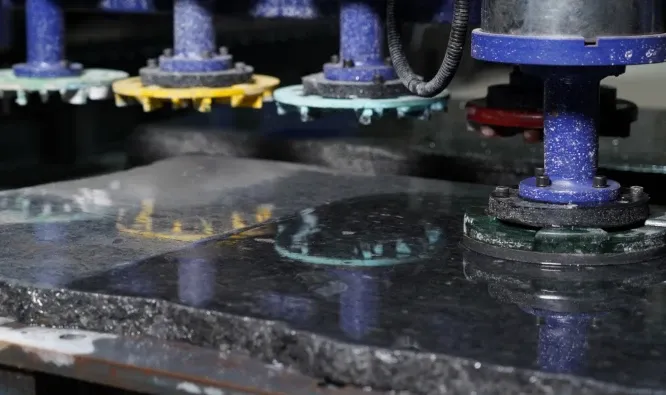
Esta categoría incluye herramientas para cuatro subprocesos distintos en el acabado de superficies y cantos de piedra. Las comparativas se han estructurado según el subproceso, y no por nombre de producto, porque elegir el utensilio correcto requiere conocer su función dentro del flujo de trabajo, no sólo el etiquetado comercial.
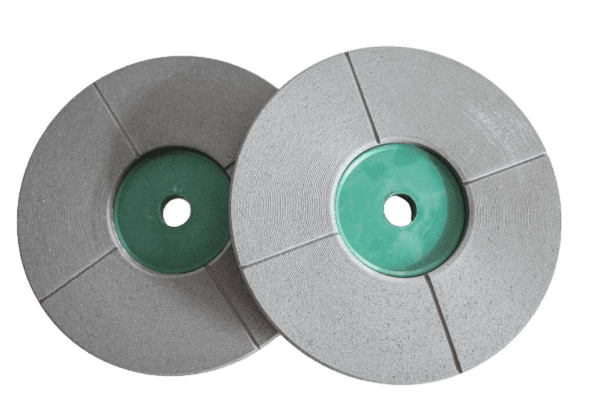
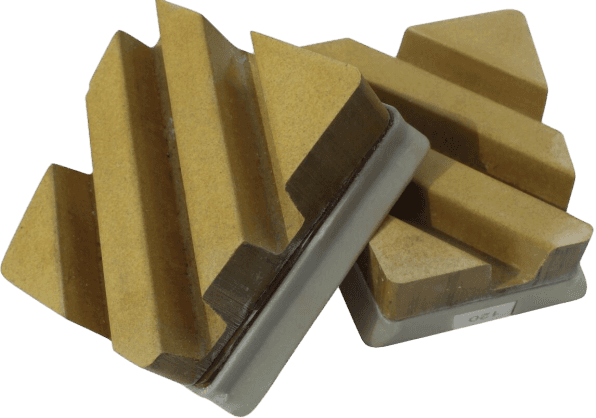
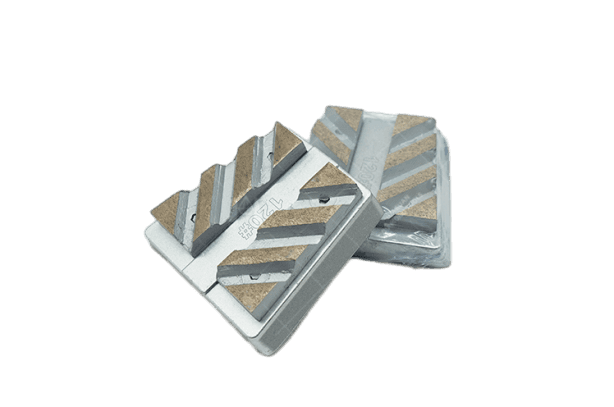
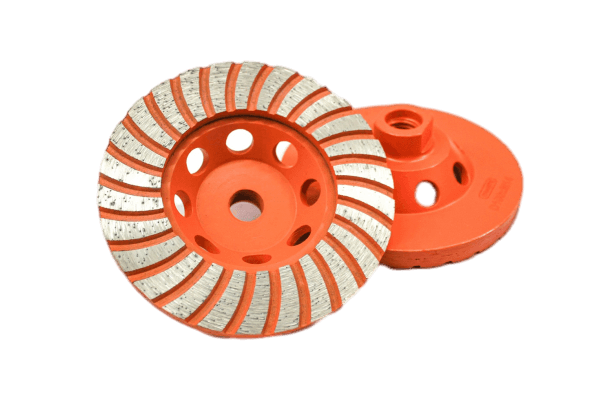
El rectificado superficial es la primera etapa tras el corte — se nivelan las variaciones de espesor, se eliminan marcas de disco y se prepara la superficie para el pulido. Se emplean en líneas de pulido continuo o rectificadoras independientes.
Producto | Tipo de aglutinante | Rango de granulometría | Seco / húmedo | Maquinaria recomendada | Mejor escenario de aplicación |
|---|---|---|---|---|---|
Copa diamantada | Metálico | 16–120 grano | Uso en húmedo o seco | Amoladora angular, rectificadora de suelos, biseladora de cantos | Nivelación superficial de placas; restauración de planitud de suelos; biselado de cantos; eliminación de recubrimientos epóxicos |
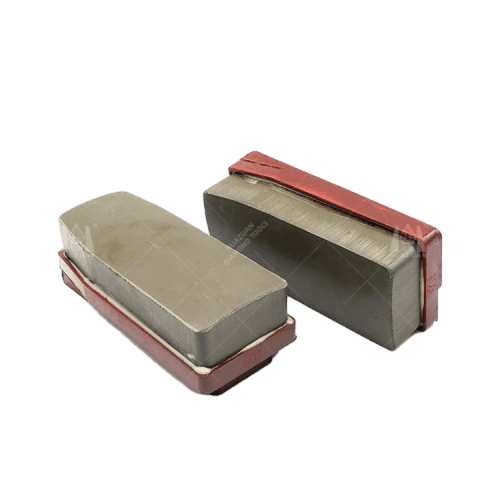
Fickert diamantado metálico | Metálico | 24–120 grano | Húmedo | Línea automática de pulido, calibradora automática | Calibrado de placas de alto volumen; rectificado de granito; eliminación de material previo al pre-pulido |
Fickert diamantado resina | Resina | 120–400 grano | Húmedo | Línea automática de pulido | Rectificado intermedio entre desbaste y pulido; eliminación de rayas en placas de mármol y granito |
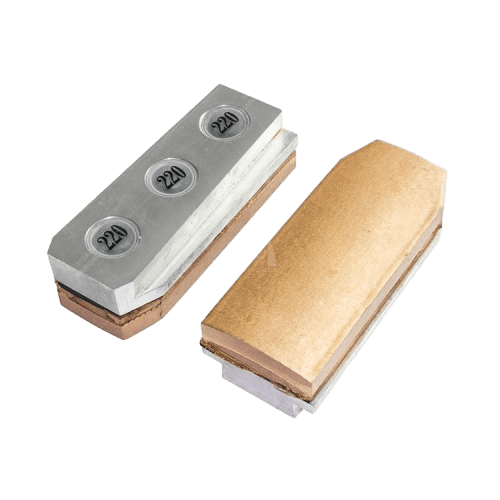
Frankfurt diamantado metálico | Metálico | 24–80 grano | Húmedo | Calibradora/pulidora | Calibrado de placas de mármol y granito; normalización de espesor antes de pulido |
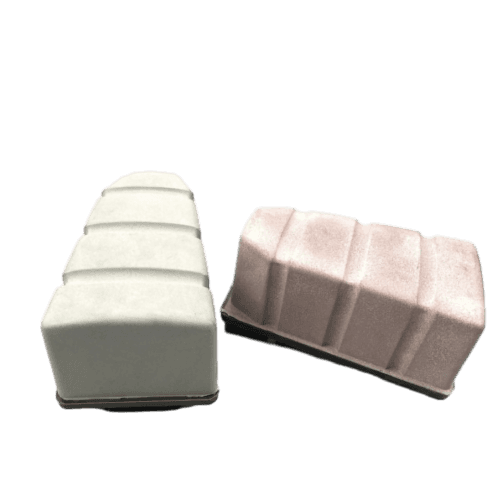
Abrasivos de magnesita y sintéticos | Magnesita / compuesto sintético | Medio–fino | Húmedo | Línea automática de pulido | Abrillantado de mármol; etapa de pulido intermedio entre rectificado y pulido final |
Disco de rectificado metálico/resina | Metálico u resina | Grano grueso–medio | Húmedo o seco | Amoladora angular, rectificadora superficial | Rectificado de placas planas; eliminación de defectos; pre-acabado antes del pulido |
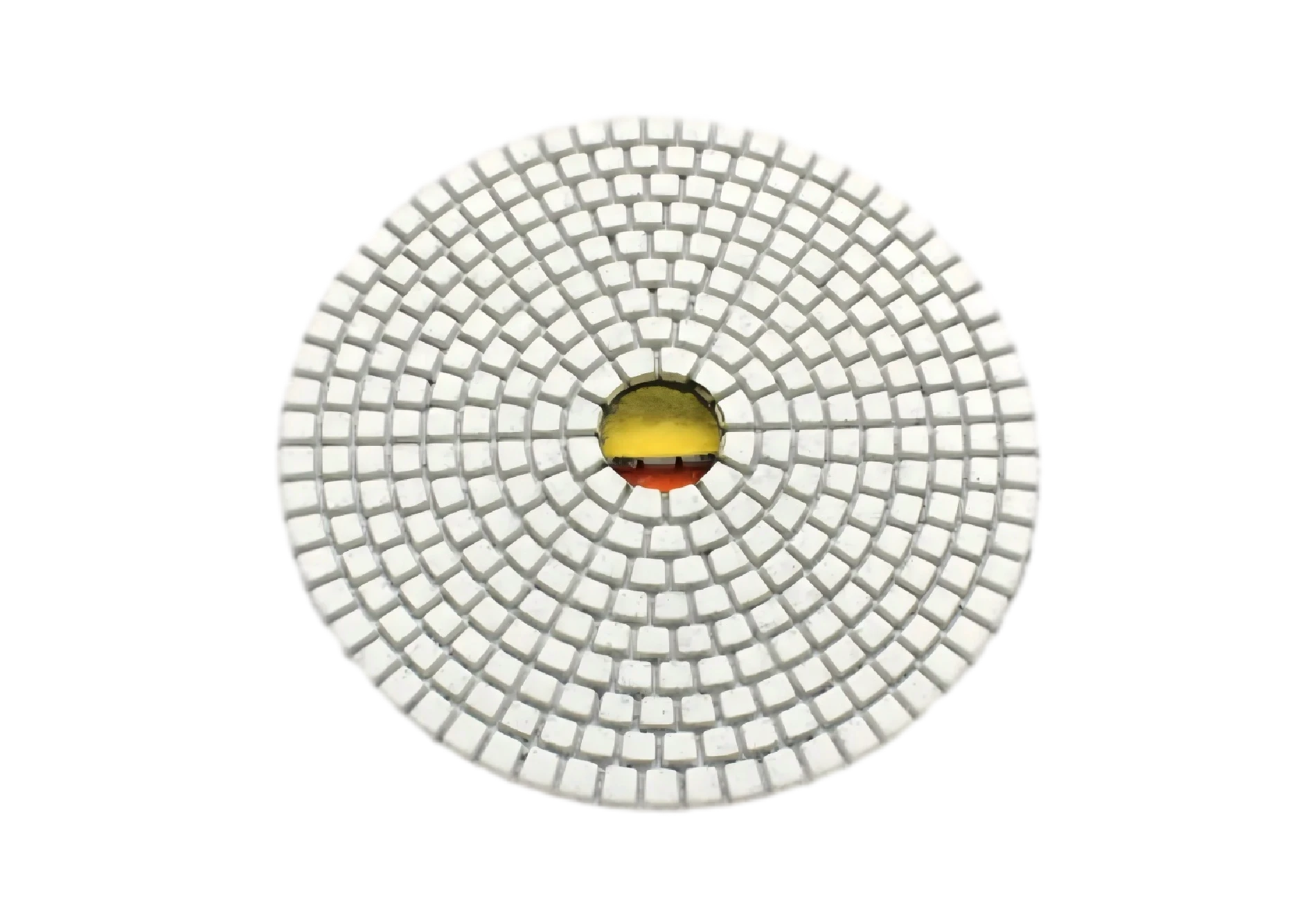
El pulido continúa tras el rectificado y requiere una progresión escalonada de grano, de grueso a fino. La secuencia estándar de 7 pasos (50# → 100# → 200# → 400# → 800# → 1500# → 3000# + Buff) se utiliza para acabados espejo en granito y mármol. Secuencias abreviadas (3 pasos, 5 pasos) son adecuadas para piedra blanda o cuando sólo se requiere refinar el brillo final en placas ya preacabadas.
Producto | Tipo de aglutinante | Grano / fase | Seco / húmedo | Maquinaria recomendada | Mejor escenario de aplicación |
|---|---|---|---|---|---|
Pad de pulido diamantado (resina) | Resina | 50# → 3000# + Buff | Húmedo (preferido) o seco | Pulidora manual, pulidora automática para placas, pulidora de cantos | Secuencia completa para granito, mármol, cuarzo; 7 etapas para acabado espejo; pulido de cantos |
Frankfurt diamantado resina | Resina | 200–3000 grano | Húmedo | Línea automática de pulido, maquinaria automática | Etapas finales de pulido en placas de mármol y caliza; refinamiento de brillo en piedra blanda |
Disco de pulido | Resina | 400–3000 grano | Húmedo | Pulidora manual, pulidora puente | Acabado brillante superficial; pulido de monumentos y lápidas; piezas especiales de piedra |
Cepillo abrasivo diamantado efecto envejecido | Sinterizado flexible | Grano grueso–medio | Húmedo | Máquina de cepillado, amoladora angular | Textura antigüedad/cuero en granito y mármol; acabado cepillado para suelos y revestimientos |
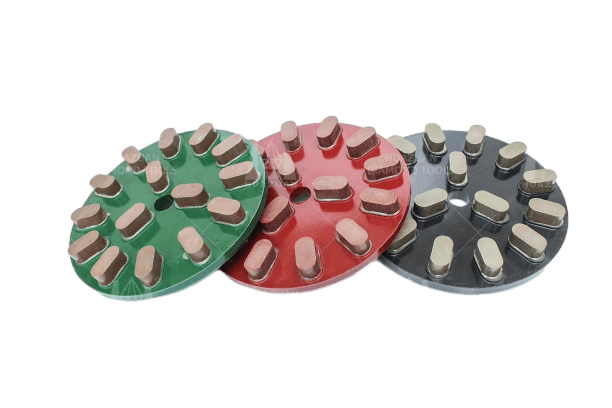
Las herramientas para moldurado de cantos generan los perfiles y recortes que definen el producto final — canto redondeado, perfil romano, bisel, cascada en encimeras; recortes de fregaderos y lavabos; biselados de suelo. Se acciona mediante fresadoras CNC, pulidoras de cantos y amoladoras angulares.
Producto | Tipo de aglutinante | Material | Seco / húmedo | Maquinaria recomendada | Mejor escenario de aplicación |
|---|---|---|---|---|---|
Rueda de perfilado diamantada | Sinterizada / soldada | Granito, mármol, cuarzo, porcelánico | Húmedo | Pulidora de cantos, fresadora CNC | Perfilar cantos de encimeras (redondeado, romano, bisel, caída de agua); perfilado en línea automatizada |
Fresas diamantadas para fresadora | Sinterizada (piedra dura) / Soldada (piedra blanda) | Granito, mármol, cuarzo, vidrio, porcelánico | Húmedo | Fresadora CNC, pulidora de cantos, amoladora angular | Perfilado de cantos; repaso de juntas; corte de ranuras; vida útil 50× mayor que carburo en granito |
Rueda de tambor diamantada para recortes CNC de fregaderos | Sinterizada | Granito, mármol, piedra sintética | Húmedo | Sierra puente CNC, fresadora CNC | Formado de recortes de fregaderos y lavabos; perfilado previo en encimeras; fabricación automatizada CNC |
Fresa tipo dedo diamantada para recortes internos | Sinterizada | Granito, mármol, cuarzo, porcelánico | Húmedo | Fresadora CNC, sierra puente | Orificios para grifería; redondeo de esquinas internas; inicios de recorte; reemplazo de caladora en piedra dura |
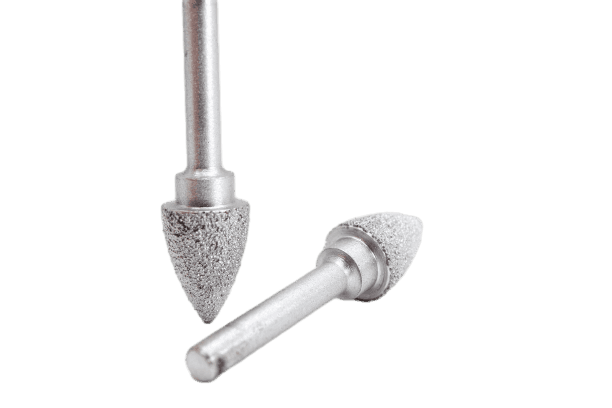
Las herramientas de grabado se han diseñado para máquinas CNC dedicadas a grabado, permitiendo inscripciones en monumentos, tallado en relieve, motivos decorativos 2D/3D y trabajos personalizados. La selección del tipo de aglutinante — sinterizado en granito, soldado para mármol — influye directamente en la calidad de línea y la vida útil de la herramienta para trabajos detallados.
Producto | Tipo de aglutinante | Material | Seco / húmedo | Maquinaria recomendada | Mejor escenario de aplicación |
|---|---|---|---|---|---|
Fresa de grabado CNC diamantada | Sinterizada grano fino / soldada al vacío | Granito, mármol, caliza, porcelánico | Seco o húmedo | Máquina CNC para grabado | Inscripciones monumentales; tallado en relieve; motivos decorativos 2D/3D; grabado de lápidas |
Fresas diamantadas para fresadora | Soldada al vacío grano fino | Mármol, caliza, piedra blanda | Seco o húmedo | Fresadora CNC, máquina de grabado | Grabados intrincados; detalles decorativos arquitectónicos; esculturas sobre piedra blanda |
La selección de herramientas en esta categoría se determina según su posición en la secuencia de procesado, el tipo de piedra y la configuración de su máquina. La guía de selección rápida a continuación vincula las tareas comunes con la herramienta adecuada. A continuación se detalla la lógica de selección por subproceso.
| Su tarea de procesado | Herramienta recomendada | Parámetro clave |
|---|---|---|
| Nivelación y calibrado de superficie de losas | Fickert o Frankfurt de unión metálica → Fickert de unión de resina | Inicie en grano 24–80; progrese hasta 200–400 antes de la etapa de pulido |
| Pulido espejo en encimeras de granito | Discos de pulido de diamante — escalera de resina en 7 pasos (50# → 3000# + Buff) | Pulido en húmedo; mantenga RPM constante; pase por todas las etapas de grano |
| Textura tipo cuero / antiguo | Cepillo abrasivo de diamante tipo antiguo | Grano grueso; en seco u húmedo; presión uniforme en toda la superficie |
| Perfilado de bordes de encimera (semicircular, ogee, biselado) | Rueda perfiladora de diamante o fresa router | Se debe seleccionar la unión según la dureza de la piedra: sinterizada para granito/cuarcita, soldada para mármol |
| Corte de orificio para lavabo/fregadero (CNC) | Fresa de dedo para perforación inicial → rueda de barril para dar forma al corte → fresa router para perfil de borde | Todas las etapas en una sola configuración CNC; siempre en húmedo |
| Grabado de letras en monumentos / grabado 2D-3D | Fresa de grabado de diamante (máquina CNC de grabado) | Soldada de grano fino para mármol; sinterizada para granito; avance controlado es fundamental |
| Rectificado de concreto en piso y preparación de recubrimiento | Copa de diamante (segmento en T para eliminar recubrimientos; doble fila para nivelación) | Unión metálica; en seco u húmedo; seleccione grano según PSI del concreto |
La mayoría de las herramientas de rectificado y pulido de Dinosaw Machine se han diseñado con respaldo de Velcro (sistema de gancho y bucle) o montaje roscado estándar M14. Para máquinas de línea continua de pulido (formato Fickert / Frankfurt), confirme el número de cabezales y dimensiones de portasegmentos. Para herramientas de router CNC y grabado, se debe verificar el cono del husillo, diámetro de la caña (usualmente 6 mm o 8 mm para fresas de grabado) y RPM máximo. Los consumibles de Dinosaw se han probado en máquinas de rectificado y pulido Dinosaw y son compatibles con las principales marcas de terceros — si tiene duda, solicite la lista de compatibilidad detallando marca y modelo de su máquina.


Dinosaw Machine opera dos instalaciones de fabricación especializadas: una para maquinaria de piedra y otra para herramientas diamantadas. De este modo, los equipos de ingeniería que desarrollan los parámetros de corte para las máquinas de Dinosaw trabajan en colaboración directa con el equipo de producción de herramientas. Los fabricantes OEM de discos, distribuidores de herramientas y plantas de fabricación que adquieren consumibles a gran escala pueden acceder a este servicio de manera directa.
Si su fábrica está construyendo u optimizando una línea de procesado de piedra, Dinosaw puede proporcionar especificaciones de herramientas compatibles en todas las etapas del proceso — corte, rectificado, pulido, perforación — a través de un único interlocutor técnico, para reducir el esfuerzo de coordinación que implica gestionar varios proveedores de consumibles.
Elija el sistema CNC, potencia y nivel de automatización más adecuado para su eficiencia.
Adapte el tamaño de mesa, longitud de rieles y espesor de corte a su taller y bloques.
Servicios de marca privada, colores personalizados e integración de logotipo en hardware y software.
 Español
Español
Obtenga una solución eficaz
Chat online
Hola, le atiende Lizzy de Dinosaw (no es un robot). ¿Qué máquina (modelo) le interesa? Escríbanos ahora por WhatsApp
Hola 👋 ¿En qué podemos ayudarle?
 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어