















Especificações & Sistemas
Escolha sistemas CNC, potência do motor e níveis de automação para máxima eficiência.
Horário de Atendimento:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
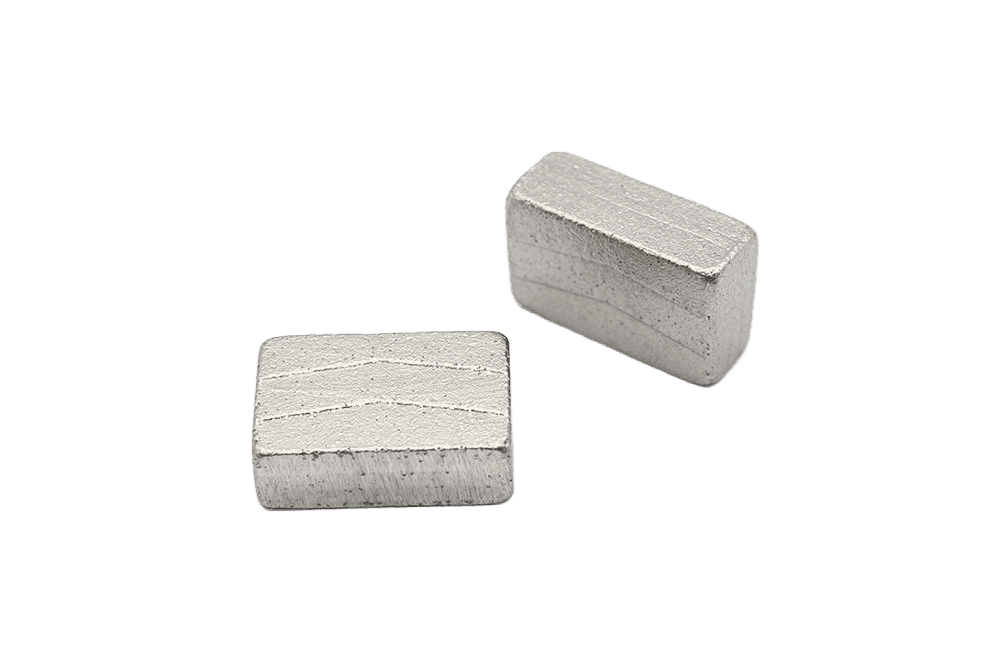
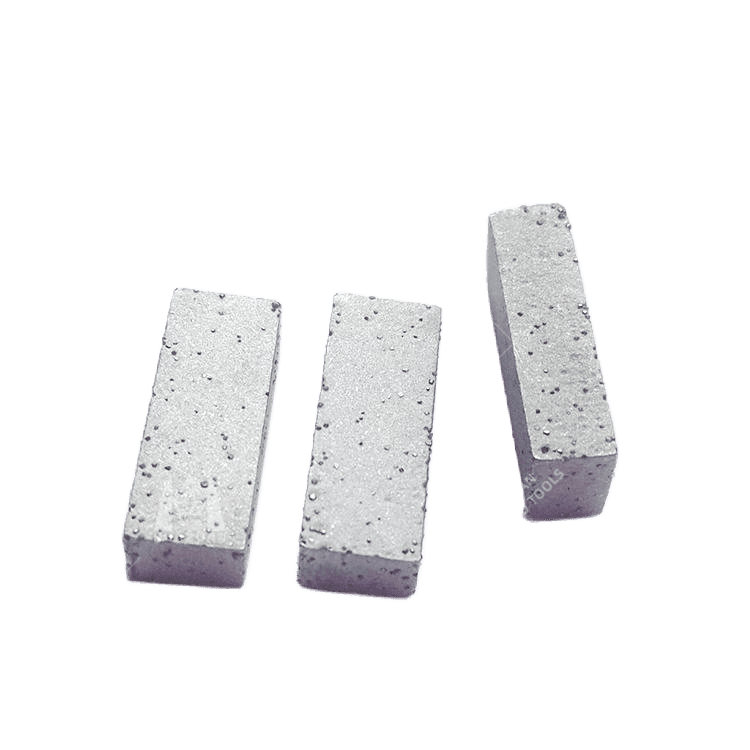
Os segmentos diamantados são componentes de corte consumíveis, sinterizados ou soldados sobre lâminas de serra, telar para pedra e brocas. A especificação correta do segmento — dureza da matriz, granulometria do diamante e perfil do segmento — depende da dureza Mohs e abrasividade da pedra; não do fabricante da máquina. A tabela abaixo compara os quatro tipos de segmentos da Dinosaw Machine por parâmetro de aplicação.
Produto | Tipo de matriz | Dureza do material (Mohs) | Seco / Úmido | Máquina Recomendada | Melhor Cenário |
|---|---|---|---|---|---|
Segmento Diamantado para Granito | Matriz metálica sinterizada (matriz dura) | 6–7 (duro: granito, quartzito, basalto) | Úmido (obrigatório) | Máquina de corte de pedras, serra ponte, telar para pedra | Linha de produção de chapas; re-soldagem de lâmina para granito; serra ponte em fábrica |
Segmento para Mármore (Pedra Macia) | Matriz metálica sinterizada (matriz macia/média) | 3–4 (mármore, calcário, travertino, ônix) | Úmido (preferencial) | Máquina de corte de pedras, cortadora de blocos multilâminas | Fábrica de chapas de mármore; cortes de grandes formatos; re-soldagem de lâminas (telar para pedra) |
Segmento Diamantado para Telar (Pedra Macia) | Matriz metálica sinterizada (matriz macia, à base de cobre) | 3–5 (mármore, calcário, arenito) | Úmido (obrigatório) | Telar para pedra (corte multilâminas) | Produção de chapas; alto volume de corte de mármore e calcário |
Segmento Diamantado para Broca | Matriz metálica sinterizada (compatível com o diâmetro da broca) | 4–7 (granito, mármore, concreto, pedra artificial) | Úmido (preferencial) / Seco (apenas cortes rasos) | Broca, furadeira manual, CNC para perfuração | Re-soldagem de broca; consumível para fábrica; segmentos de reposição |
Nota Técnica sobre especificação
A dureza da matriz é o principal fator: matriz macia em pedra dura expõe diamantes continuamente; matriz dura em pedra macia retém diamantes até o segmento empastar. A escolha incorreta da matriz é a maior causa de desgaste prematuro e corte de baixa qualidade. Dinosaw Machine fornece segmentos com formulações personalizadas — envie seu tipo de pedra, diâmetro da lâmina e RPM da máquina para receber uma especificação ajustada.
A seleção dos segmentos é feita com base na lógica de material. O processo abaixo se aplica tanto para especificação de lâminas novas quanto para re-soldagem de lâminas existentes.
Os segmentos da Dinosaw Machine estão disponíveis em quatro formatos: lâminas montadas com solda a laser (segmentos já aplicados), segmentos soltos para re-soldagem em campo, embalagens industriais para programas de consumo de fábrica e lotes de especificação personalizada para fabricantes OEM. Quantidade mínima e prazos variam conforme o formato — solicite orçamento informando seu consumo anual para preços especiais.
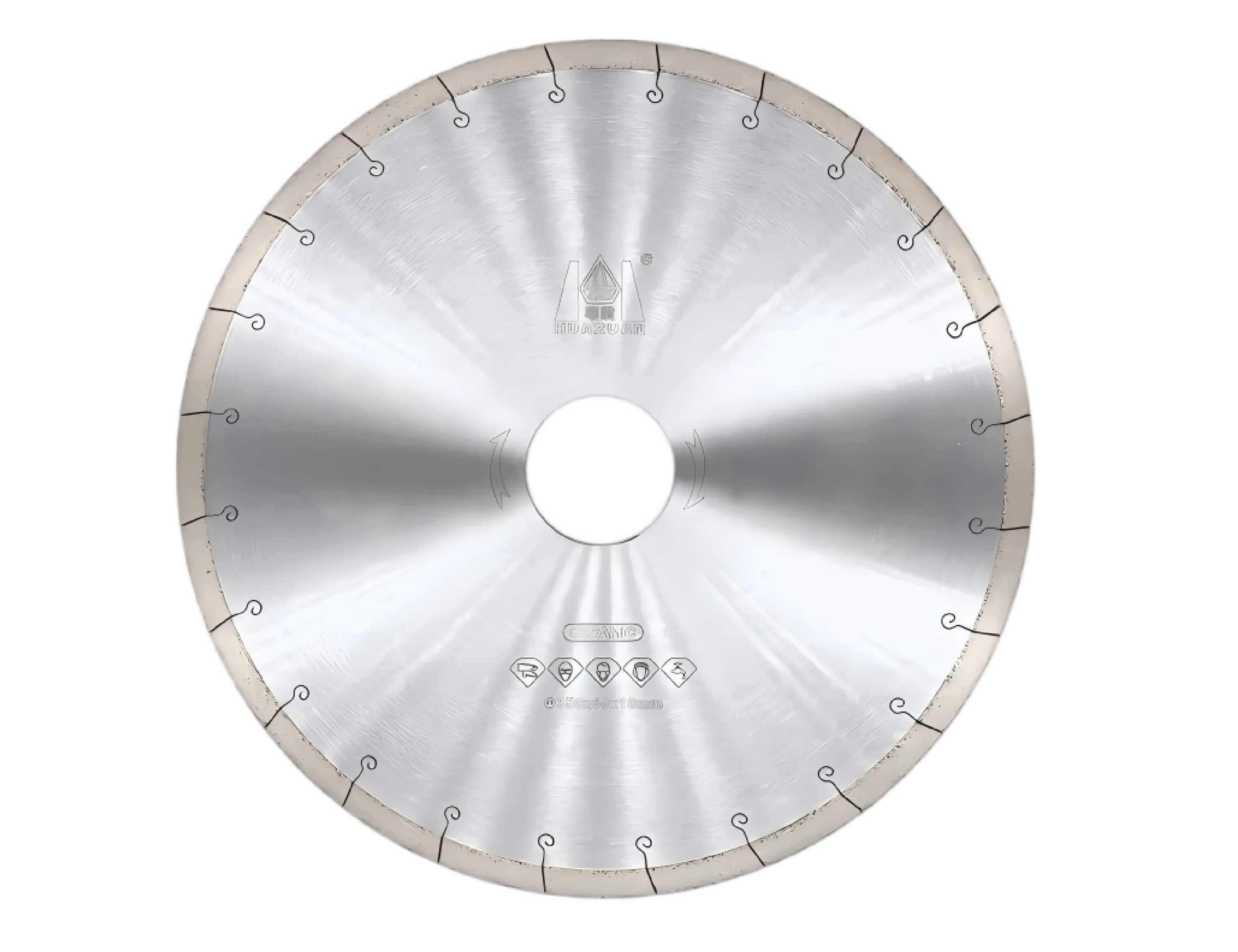
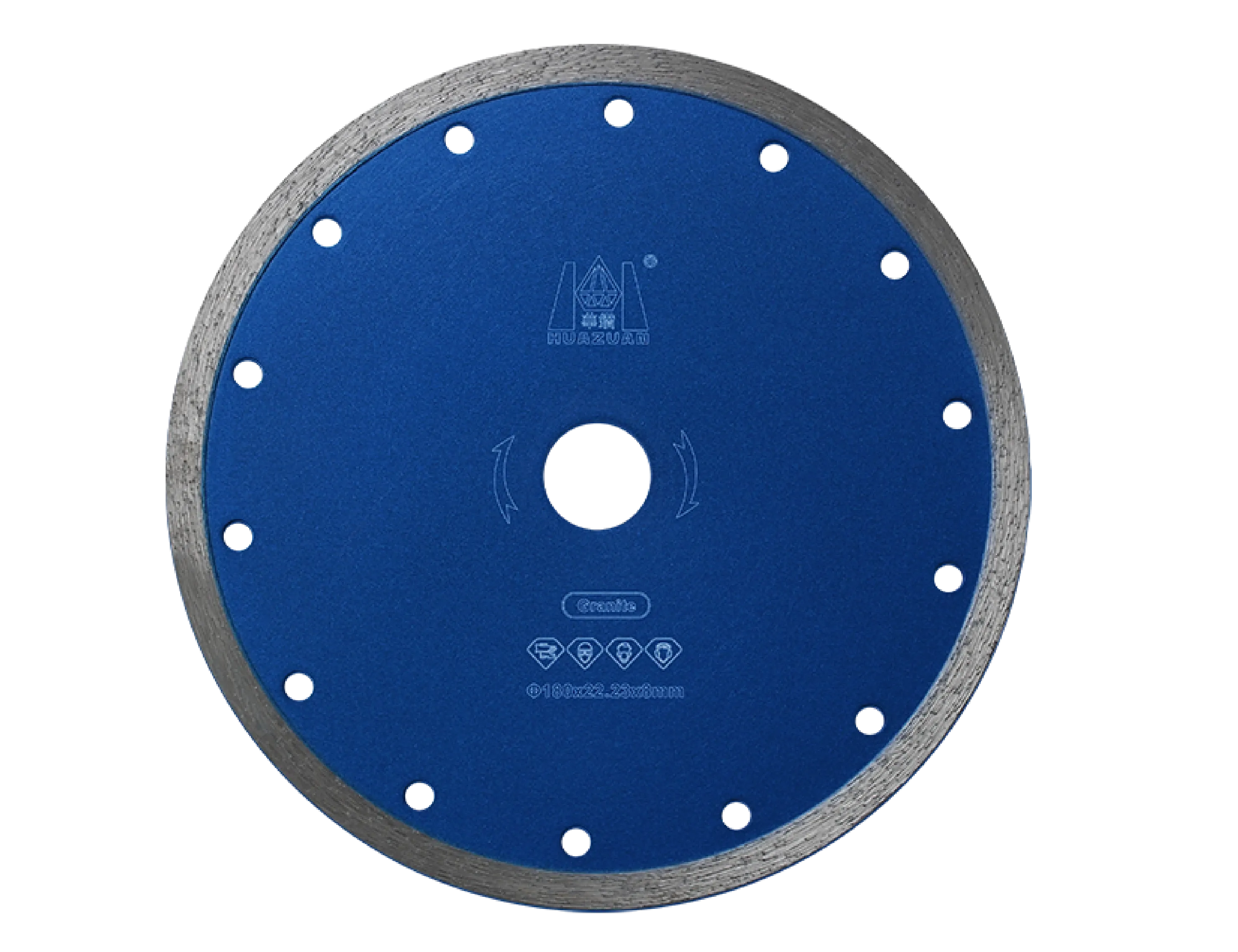
Lâminas diamantadas se diferenciam dos discos de corte pelo diâmetro, espessura de núcleo e design dos segmentos. Lâminas são usadas em serra ponte, máquina de corte de pedras e multilâminas horizontais quando controle de profundidade e largura de corte são essenciais. A tabela compara os seis produtos de lâminas da Dinosaw Machine por material e aplicação.
Produto | Tipo de matriz / Segmento | Dureza do material (Mohs) | Seco / Úmido | Máquina Recomendada | Melhor Cenário |
|---|---|---|---|---|---|
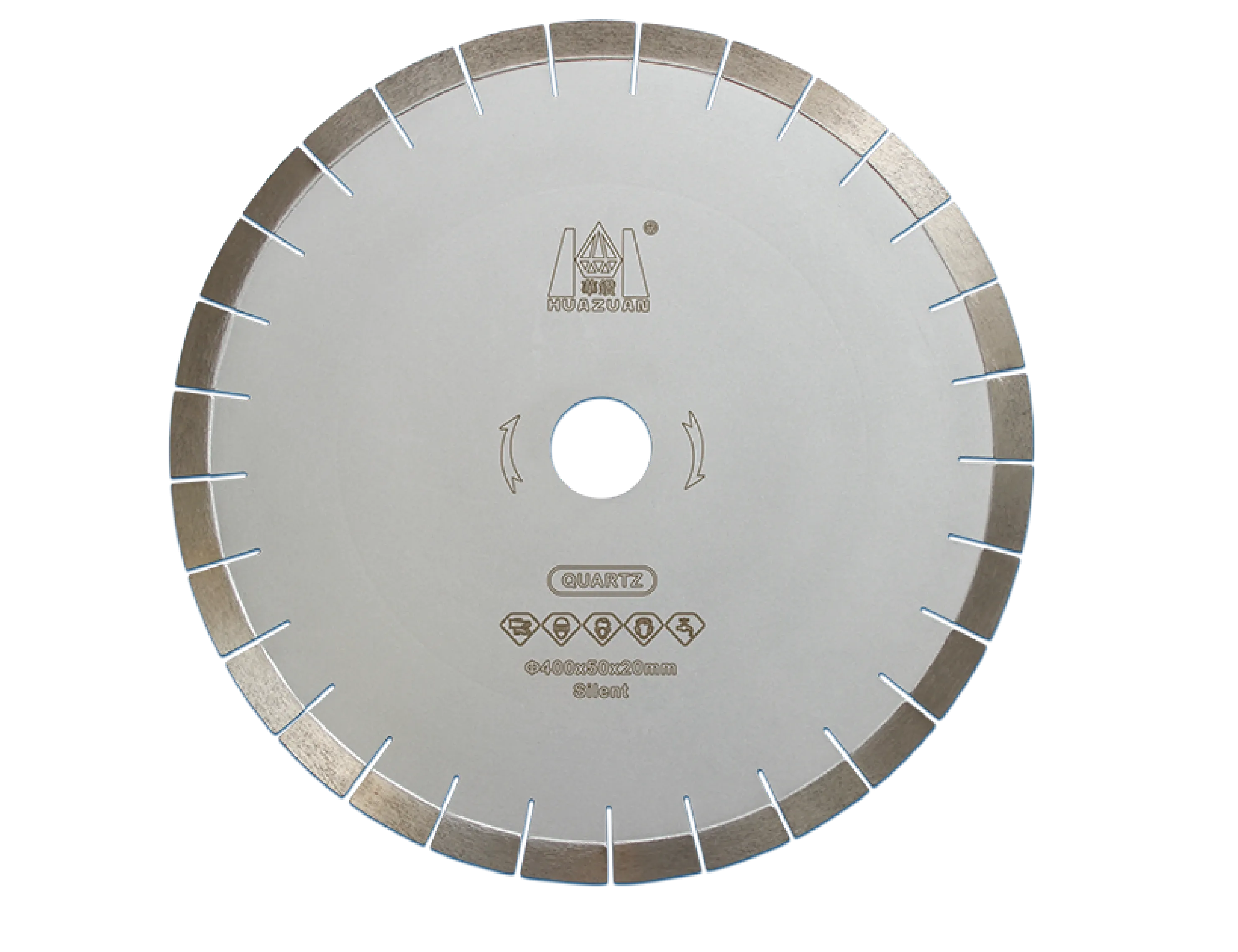
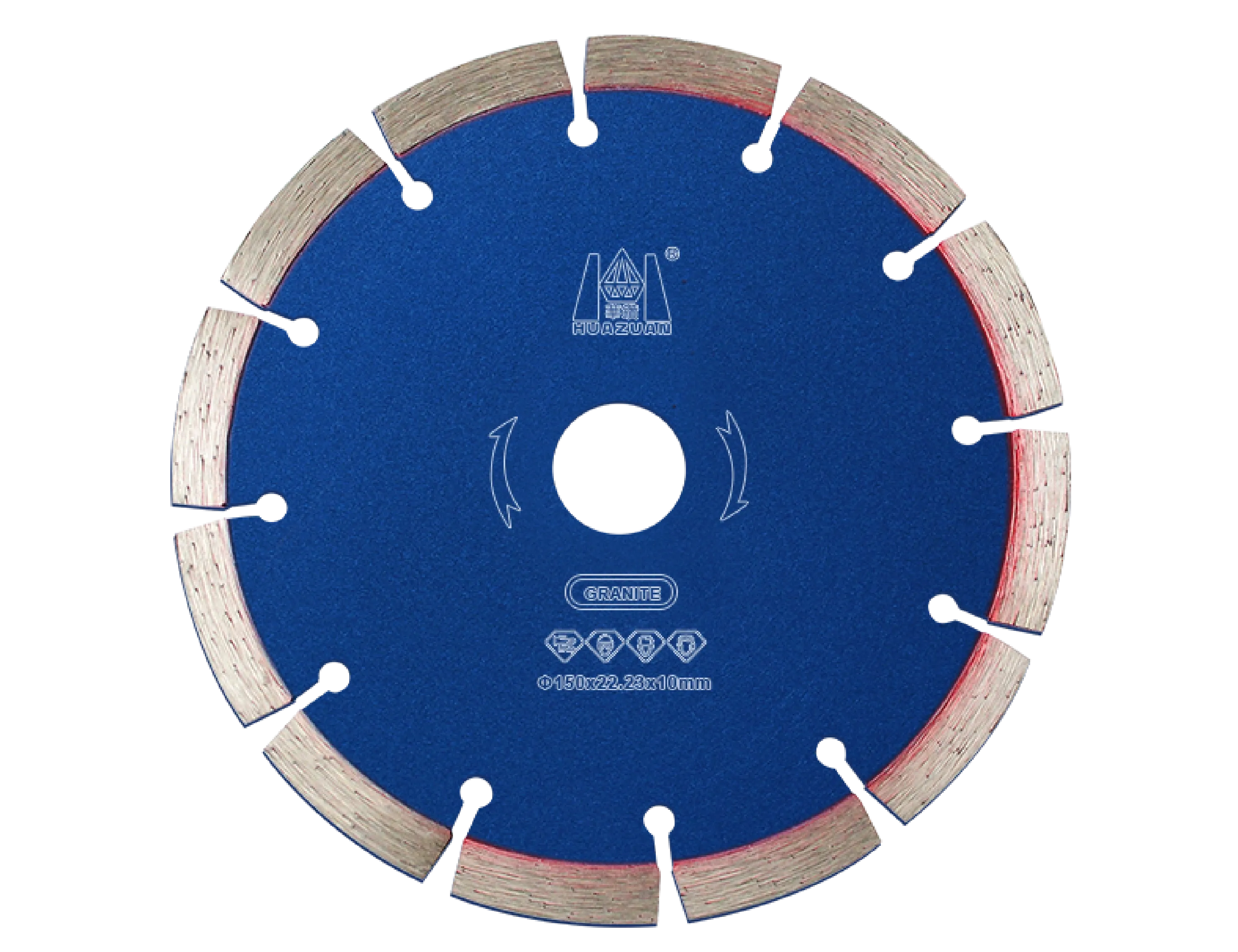
Lâmina para Granito (Diamantada) | Sinterizada com solda a laser; segmentada | 6–7 | Úmido | Serra ponte, máquina de corte de pedras, CNC | Corte de chapas e pisos de granito; fabricação de bancadas; linhas industriais de alta produção |
Lâmina para Mármore (Diamantada) | Sinterizada; segmento contínuo ou fino | 3–4 | Úmido | Serra ponte, máquina de corte de pedras | Corte de chapas de mármore; azulejos decorativos; cortes precisos de baixa vibração |
Lâmina Diamantada Horizontal | Sinterizada; segmentada de grande diâmetro | 5–7 | Úmido | Multilâminas horizontal | Quadratura de blocos; corte de meio-fio; corte horizontal de chapas grandes de granito e mármore |
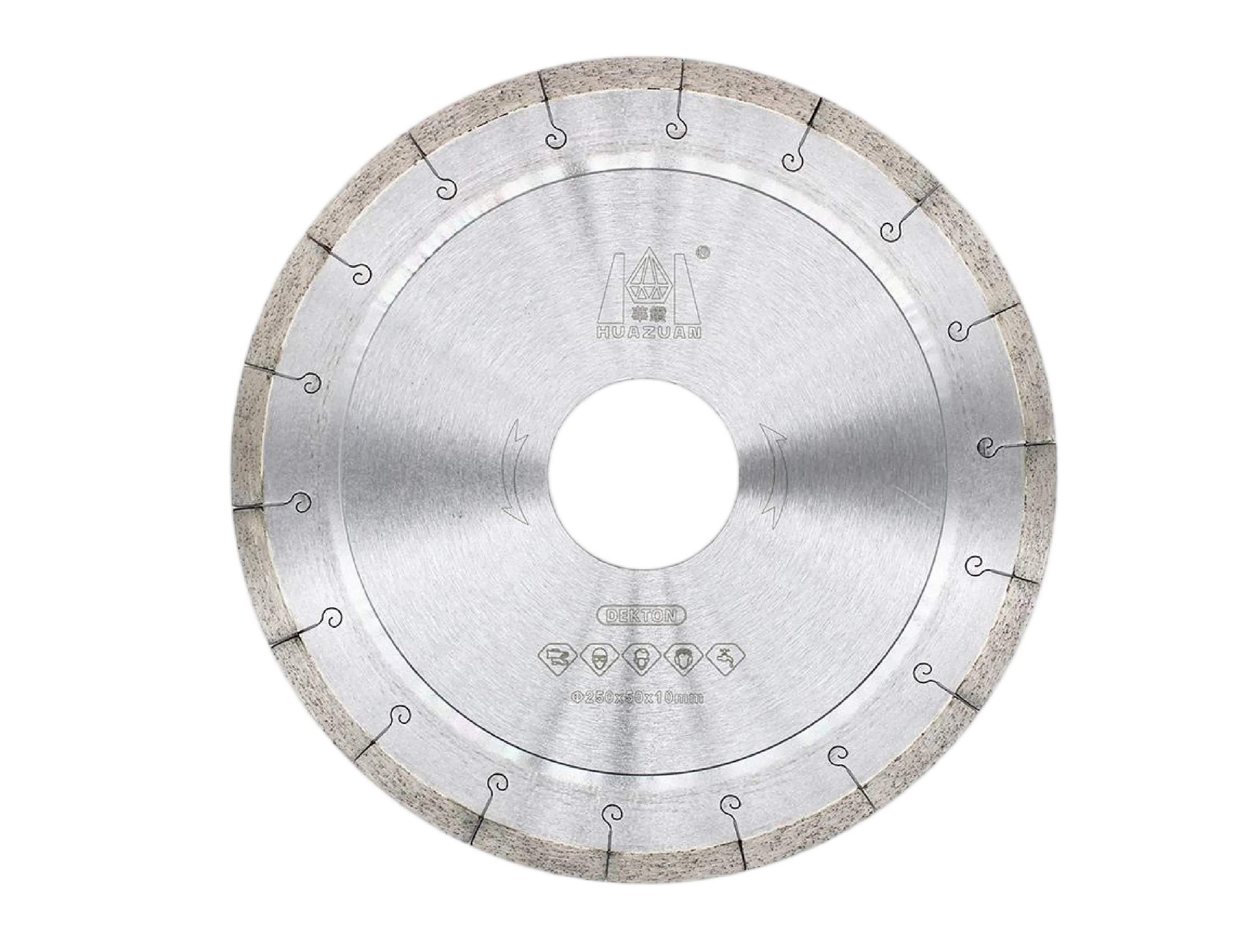
Lâmina Diamantada para Dekton e Cerâmica Sinterizada | Brazagem a vácuo / sinterizada de corte fino | 7–9 (cerâmica sinterizada ultra-dura) | Úmido (obrigatório, ≥8 L/min) | Serra ponte CNC, mesa de corte precisa | Dekton, Neolith, Lapitec, porcelanato sinterizado; controle anti-lasca nas bordas é crítico |
Lâmina Diamantada para Quartzo | Galvanizada, corte fino; controle de lascas | 6–7 (quartzo + resina) | Úmido (refrigeração contínua) | Serra ponte CNC, mesa de corte | Corte de bancadas em quartzo artificial; borda sem lasca em superfícies de resina |
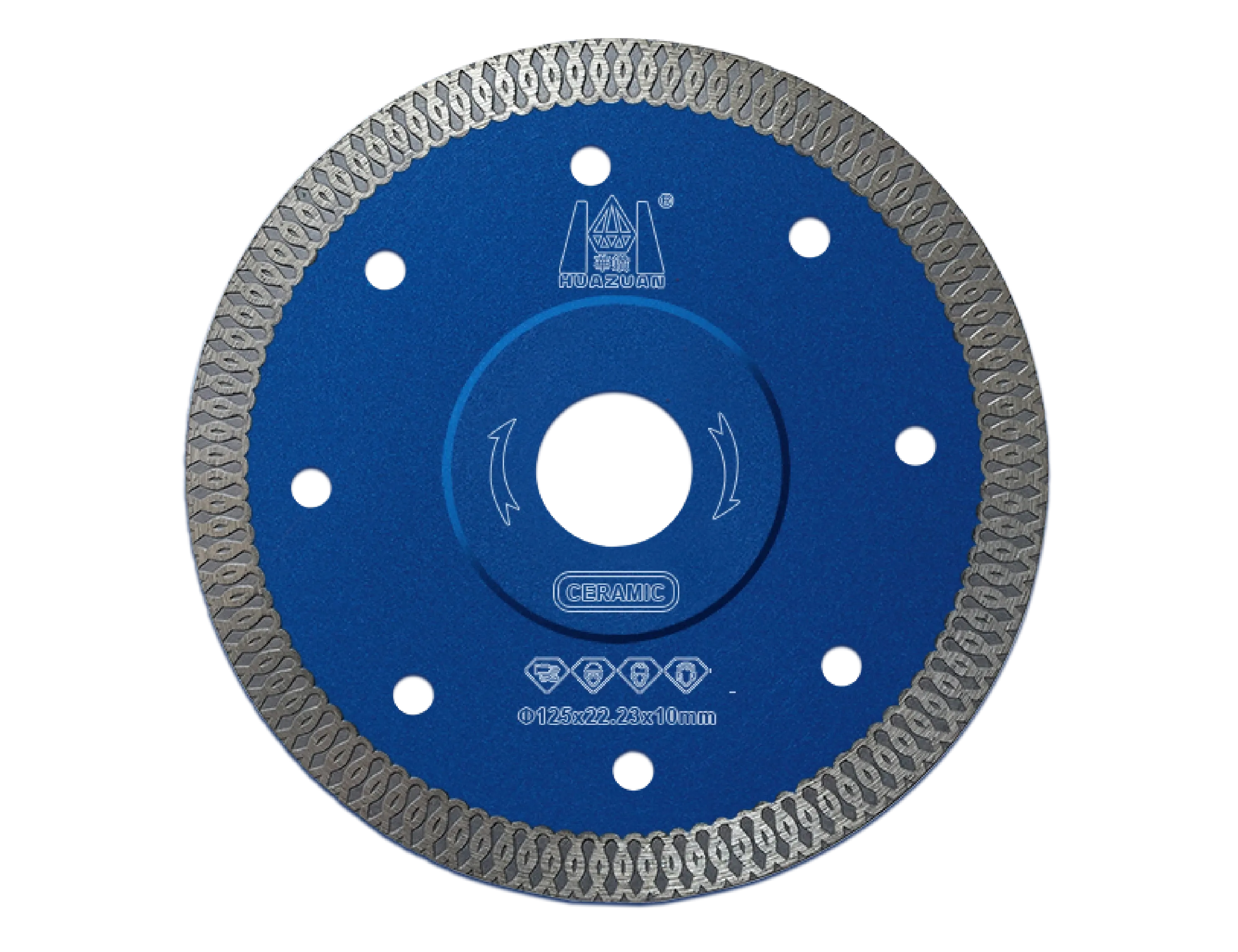
Lâmina Diamantada Sinterizada para Cerâmica & Porcelanato | Sinterizada granulação fina | 7–8 | Úmido (preferencial) / Seco (curtos períodos) | Serra para azulejos, esmerilhadeira, serra ponte | Porcelanato de corpo inteiro; cerâmica retificada; corte preciso de painéis arquitetônicos |
Nota Técnica sobre especificação da lâmina
O diâmetro da lâmina deve ser compatível com a proteção da serra — nunca exceda 80% do diâmetro do protetor. A espessura do núcleo impacta diretamente no desperdício: um corte de 3,0mm em 1.000 cortes/dia com lâmina de 2.400mm equivale a mais de 7 metros lineares de pedra perdidos em pó por dia. Lâminas de corte fino (2,0–2,5mm) recuperam esse desperdício, mas exigem maior robustez na máquina e fluxo de refrigerante constante. Todas as lâminas da Dinosaw Machine são fornecidas com especificação de segmento combinada — não substitua segmento de outro fabricante sem confirmar compatibilidade da matriz.
A lâmina correta depende de três fatores: material a ser cortado, máquina utilizada e qualidade de corte desejada. O primeiro fator é decisivo para os demais.
Serra ponte, máquina de corte de pedras e CNC de mesa exigem diâmetros de núcleo e furo diferentes. Confirme o diâmetro do eixo, lâmina máxima e potência do motor antes de solicitar. Nossa equipe técnica pode cruzar seu modelo de máquina para a especificação ideal — esse serviço é gratuito para qualquer consulta de amostra ou produção.
105-300mm/4.13"-12"
Os discos de corte são ferramentas no formato para esmerilhadeiras angulares e serras de mesa compactas (normalmente 100–230mm de diâmetro), diferenciados das lâminas maiores por seus perfis finos, máquinas mais leves e portabilidade superior. A tabela compara os seis produtos de discos da Dinosaw Machine conforme o ambiente de aplicação.
Produto | Estilo de Arésta / Segmento | Dureza do Material (Mohs) | Seco / Úmido | Máquina Recomendada | Melhor Cenário |
|---|---|---|---|---|---|
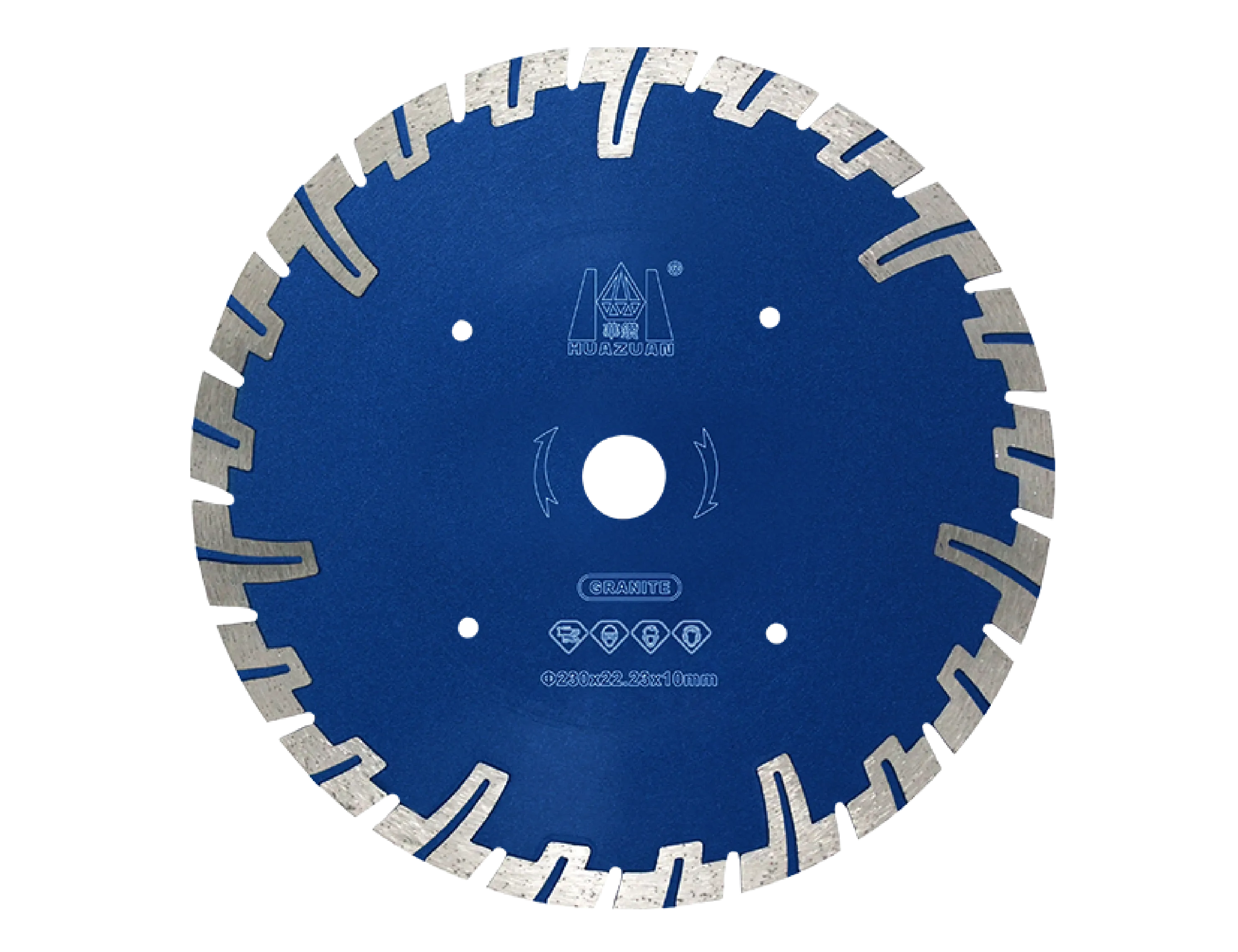
Disco Segmentado para Concreto & Alvenaria | Arésta segmentada | 4–6 (concreto, tijolo, blocos, pedra) | Seco ou Úmido | Esmerilhadeira angular, serra de mesa, serra de piso | Corte geral de concreto; demolição; blocos de alvenaria; uso em obras |
Disco Turbo Sinterizado de Corte Contínuo | Arésta turbo contínua | 5–7 | Seco ou Úmido | Esmerilhadeira angular, serra manual | Placas de granito e pedra dura; corte rápido com acabamento liso |
Disco de Corte Sinterizado com Arésta Contínua para Azulejo | Arésta lisa contínua | 6–8 | Úmido (preferencial) | Serra para azulejo, esmerilhadeira angular | Azulejo de parede cerâmico; azulejo esmaltado; superfícies sensíveis a lascamento exigindo acabamento limpo |
Disco Ultra-Fino Turbo Mesh para Porcelanato | Malha turbo ultra-fina | 7–8 | Úmido (preferencial) | Esmerilhadeira angular, serra para azulejo | Porcelanato corpo inteiro; azulejo de formato fino (≤6mm); acabamento ultra limpo, sem lascas |
Disco Turbo Biselado Segmentado Sinterizado | Segmento biselado turbo | 5–7 | Seco ou Úmido | Esmerilhadeira angular | Remoção rápida em granito, pedra dura; expulsão de detritos em cortes confinados |
Disco Segmentado Tipo T | Segmento tipo T | 4–6 (concreto, asfalto) | Seco | Esmerilhadeira angular, serra de piso | Corte de piso de concreto; manutenção de estrada; reparo de asfalto; ambientes com excesso de detritos |
Notas sobre escolha de disco
A decisão principal entre tipos de disco é o perfil da arésta: aréstas segmentadas removem detritos agressivamente, mas deixam acabamento mais áspero; aréstas contínuas proporcionam cortes limpos e sem lascas, mas requerem resfriamento úmido para evitar aquecimento; aréstas turbo equilibram ambos. Para uso em obras onde o resfriamento úmido é impraticável, discos segmentados e tipo T são ideais para cortes secos. Para azulejo e porcelanato em ambiente fabril, arésta contínua ou mesh ultra-fina sempre com água é a solução ideal.
Confira o diâmetro máximo do disco da sua esmerilhadeira (100mm, 115mm, 125mm, 230mm são padrões), velocidade do mandril (RPM) e se há opção para uso úmido. Todos os discos de corte Dinosaw seguem a norma de segurança EN 13236. A velocidade máxima de operação está indicada em cada disco — nunca ultrapasse esse limite e sempre certifique-se de que o RPM do disco supera o RPM da sua esmerilhadeira em vazio.
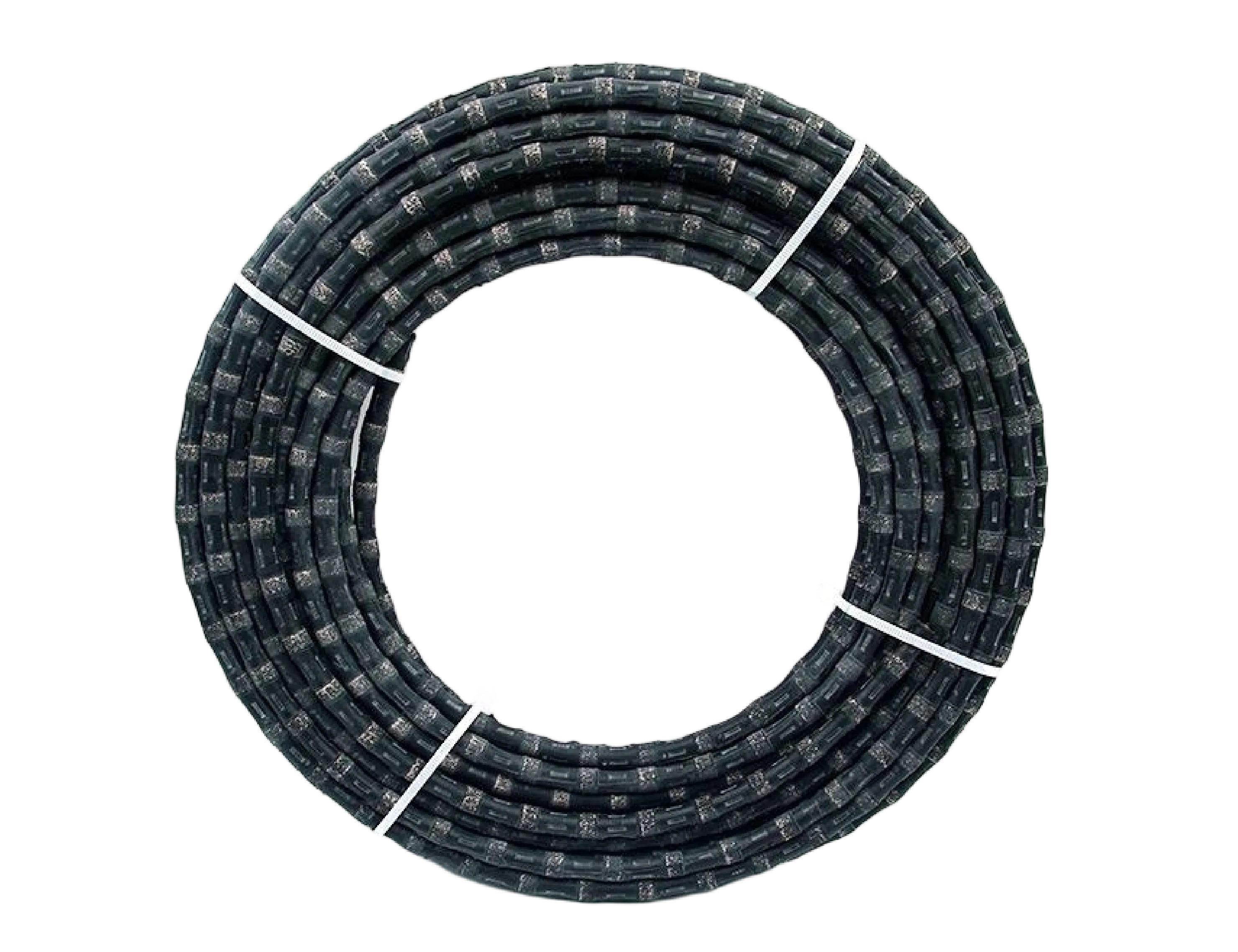
A serra de fio diamantado consiste em um cabo de aço com grãos de diamante dispostos em intervalos regulares. É a ferramenta principal para extração de grandes blocos de pedra e cortes de demolição, pois produz um corte extremamente estreito (0,5mm com fio de 0,35mm), não gera vibração estrutural e permite cortes ilimitados em profundidade e formatos. A escolha do fio depende do material, do modelo de máquina de serra e do objetivo: produção de pedra dimensional ou demolição.
Produto | Fixação das Esferas | Dureza do Material (Mohs) | Seco / Úmido | Máquina Recomendada | Melhor Cenário |
|---|---|---|---|---|---|
Serra de fio diamantado galvanizado & soldado a vácuo | Galvanização / solda a vácuo | 4–7 (mármore, granito, calcário, pedra artificial) | Úmido | Serra de fio, serra manual de fio | Cortes de contorno precisos em pedreira; cortes curvos de raio pequeno; peças de pedra modelada |
Fio diamantado para corte de concreto armado | Liga metálica sinterizada com esfera de aço | Concreto + vergalhão | Úmido | Serra hidráulica de fio | Demolição; cortes em pontes e infraestrutura; descomissionamento nuclear; concreto com vergalhão |
Serra de fio diamantado para mármore | Liga sinterizada macia; distribuição fina de diamante | 3–4 | Úmido | Serra multifio, serra de fio para pedreira | Retificação de blocos de mármore; produção de chapas; extração de pedreira; corte de luxo com perda mínima de material (0,5mm) |
Serra de fio diamantado para granito | Liga sinterizada dura; alta concentração de diamante | 6–7 | Úmido | Serra multifio, serra de fio para pedreira | Corte de bancadas de granito em pedreira; extração de blocos; passagem de fio entre furos DTH |
Notas sobre especificação do fio
Diâmetro do fio, espaçamento das esferas e dureza da liga precisam ser compatíveis com o diâmetro do volante e velocidade de operação da máquina de serra de fio. Dinosaw fornece fios em comprimentos sob medida, com especificações de esferas correspondentes para cada modelo de máquina. Para serras multifio (Dinosaw e de terceiros), diâmetro de fio até 0,35mm disponível para produção de chapas ultrafinas — esta opção não é compatível com fio padrão de pedreira. Informe o modelo da sua máquina e o tipo de pedra ao solicitar.
Durante a extração em pedreira, perfuratrizes DTH realizam os furos de entrada e saída do fio. A série QKZ90 de perfuratriz DTH (furos Φ65–90mm) é dimensionada especificamente para o calibre do fio de pedreira Dinosaw. Assim, todo o fluxo — perfuração, passagem do fio, operação da serra — é feito em sistema integrado de um único fornecedor, eliminando incompatibilidades entre o furo e o fio. Este é um diferencial logístico e de qualidade que fornecedores de apenas um produto não oferecem.
Dinosaw Machine oferece uma linha única de brocas de coroa diamantada (Stone Dry/Wet Core Bit) cobrindo uma ampla variedade de diâmetros e dois modos de perfuração. Em vez de comparar modelos, a tabela abaixo conecta os cenários de aplicação à configuração correta — tipo de liga, modo de perfuração e pareamento com máquina.
Aplicação | Material | Liga Recomendada | Melhor Cenário |
|---|---|---|---|
Furos em bancadas (pia, torneira, acessórios) | Granito, mármore, quartzo, pedra artificial | Sinterizada (pedra dura) / Resinada (pedra macia) — úmida | Fábrica de alto volume; Máquina CNC para perfuração; borda sem lascas é crítica |
Amostragem de núcleo e furos-guia de pedreira | Granito, mármore, basalto, calcário | Liga dura sinterizada; alta concentração de diamante | Emparelhamento com Martelo de Fundo (DTH) ou Máquina de Perfuração tipo ponte; amostragem geotécnica |
Perfuração para construção (ancoragens, conduítes, HVAC) | Concreto armado, bloco, tijolo | Sinterizada reforçada; esfera de aço para vergalhão | Máquina de perfuração no local, perfurador manual; penetração em vergalhão é requerida |
Perfuração de vidro e materiais especiais | Vidro, cerâmica, porcelanato, pedra artificial | Galvanizada de grão fino / brasagem a vácuo | Máquina CNC ou bancada; baixo RPM + água contínua essencial |
Notas sobre configuração
A durabilidade da broca de coroa varia significativamente de acordo com a dureza do material e o resfriamento: mármore e calcário macio — até 1.200 metros lineares por broca em condições de fábrica otimizadas; granito duro — 200–500 metros lineares. Estes valores são apenas de referência. Dinosaw oferece serviço de retrabalho: brocas gastas podem ser enviadas para substituição de segmentos a custo inferior ao de trocar toda a broca, sendo relevante para operações industriais de alto volume com utilização de brocas de grande diâmetro.
O diâmetro da broca deve ser compatível com o tamanho do furo desejado, não com a capacidade da máquina. Referências comuns: furo padrão de torneira 35mm; início de recorte de pia 60mm; amostras de núcleo em bancadas 50–100mm; furos-guia de Martelo de Fundo (DTH) em pedreira 65–90mm; colunas arquitetônicas até 600mm (necessita máquina de perfuração tipo ponte). Em diâmetros acima de 150mm, é obrigatória máquina de bancada ou ponte — furadeiras manuais não oferecem estabilidade nem torque necessário nesses diâmetros.
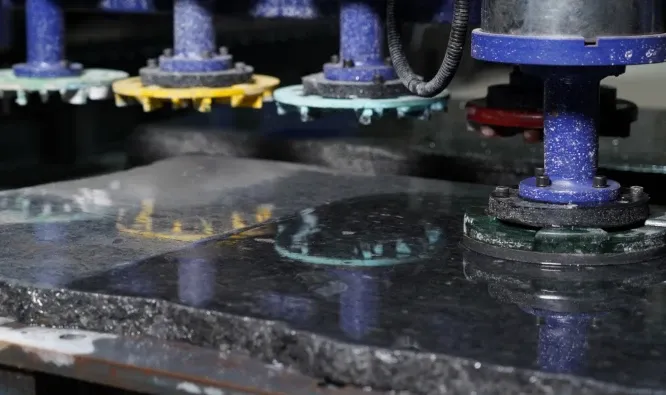
Esta categoria apresenta ferramentas para quatro subprocessos distintos em acabamento de superfícies e bordas de pedras. As comparações a seguir estão organizadas por subprocesso, e não apenas por nome de produto, pois a escolha ideal depende do ponto do fluxo de trabalho em que a ferramenta será usada, não apenas do seu rótulo comercial.
O desbaste de superfície é a etapa inicial após o corte — nivelando variações de espessura, removendo marcas de serra e preparando a superfície para o polimento. As ferramentas são aplicadas em linhas contínuas de polimento ou máquinas de desbaste independentes.
Produto | Tipo de Ligação | Faixa de Granulagem | Seco / Úmido | Máquina Recomendada | Melhor Aplicação |
|---|---|---|---|---|---|
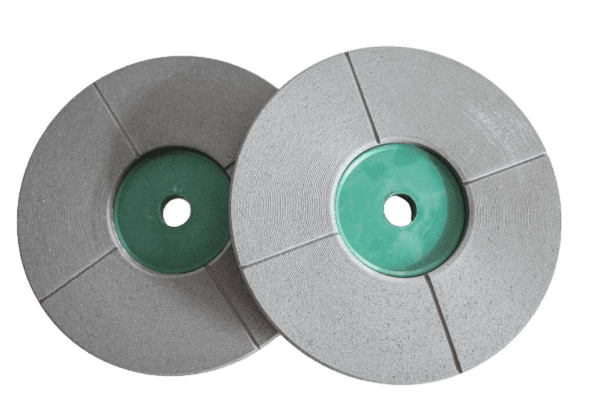
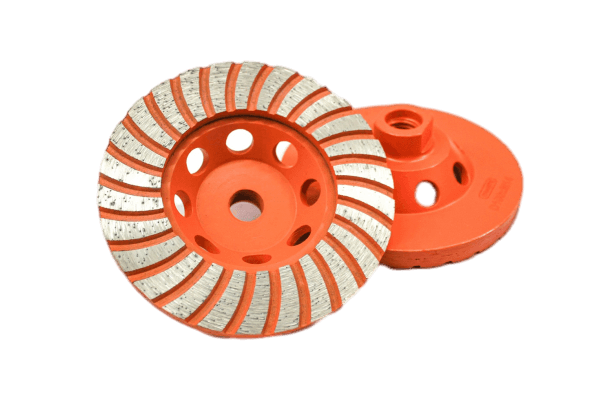
Copo Diamantado | Liga metálica | 16–120 grão | Úmido ou seco | Esmerilhadeira angular, politriz de piso, máquina de borda | Nivelamento de superfície de chapa; restauração da planicidade do piso; chanfro de bordas; remoção de revestimento epóxi |
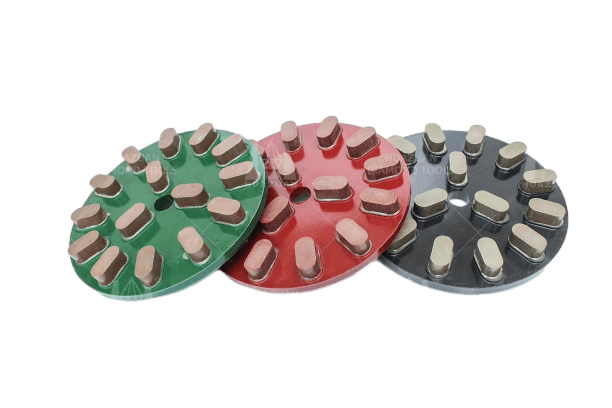
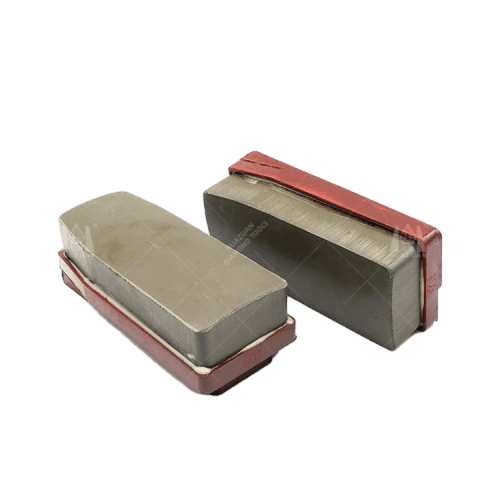
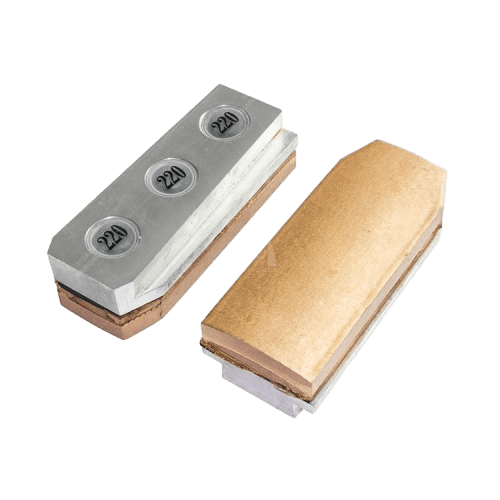
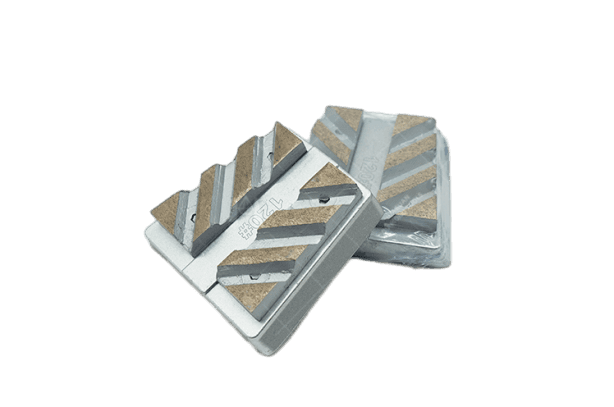
Fickert Diamantado de Liga Metálica | Liga metálica | 24–120 grão | Úmido | Linha contínua de polimento, máquina automática de calibração | Calibração de chapas em grande volume; desbaste de superfície de granito; remoção de material antes do polimento |
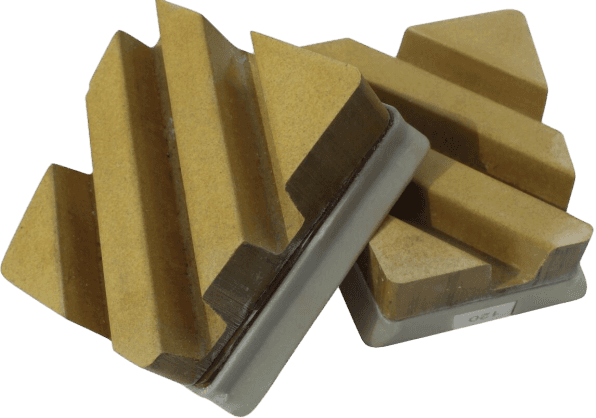
Fickert Diamantado de Liga de Resina | Liga de resina | 120–400 grão | Úmido | Linha contínua de polimento | Desbaste de transição entre remoção de material e polimento; eliminação de riscos em chapas de mármore e granito |
Frankfurt Diamantado de Liga Metálica | Liga metálica | 24–80 grão | Úmido | Máquina de calibração e polimento | Calibração de chapas de mármore e granito; normalização da espessura antes do polimento |
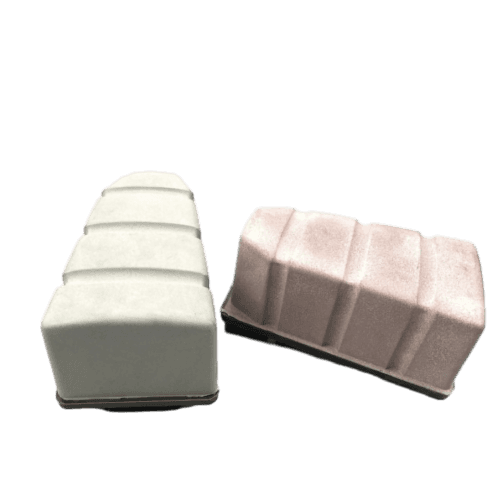
Abrasivos Magnesite & Sintéticos | Magnesita / composto sintético | Médio–fino | Úmido | Linha contínua de polimento | Realce do brilho do mármore; estágio intermediário entre desbaste e polimento final |
Disco de Desbaste Liga Metálica/Resina | Liga metálica ou liga de resina | Grão grosso–médio | Úmido ou seco | Esmerilhadeira angular, desbaste de superfícies | Desbaste plano de chapas; remoção de defeitos superficiais; pré-acabamento antes do polimento |
O polimento sucede o desbaste e requer uma progressão sistemática de grãos, do grosso ao fino. A escada padrão de 7 etapas (50# → 100# → 200# → 400# → 800# → 1500# → 3000# + Buff) é utilizada para obter acabamento espelhado em granito e mármore. Sequências reduzidas (3 ou 5 etapas) são suficientes para pedras mais macias ou quando chapas pré-acabadas necessitam apenas refino final de brilho.
Produto | Tipo de Ligação | Granulagem / Etapa | Seco / Úmido | Máquina Recomendada | Melhor Aplicação |
|---|---|---|---|---|---|
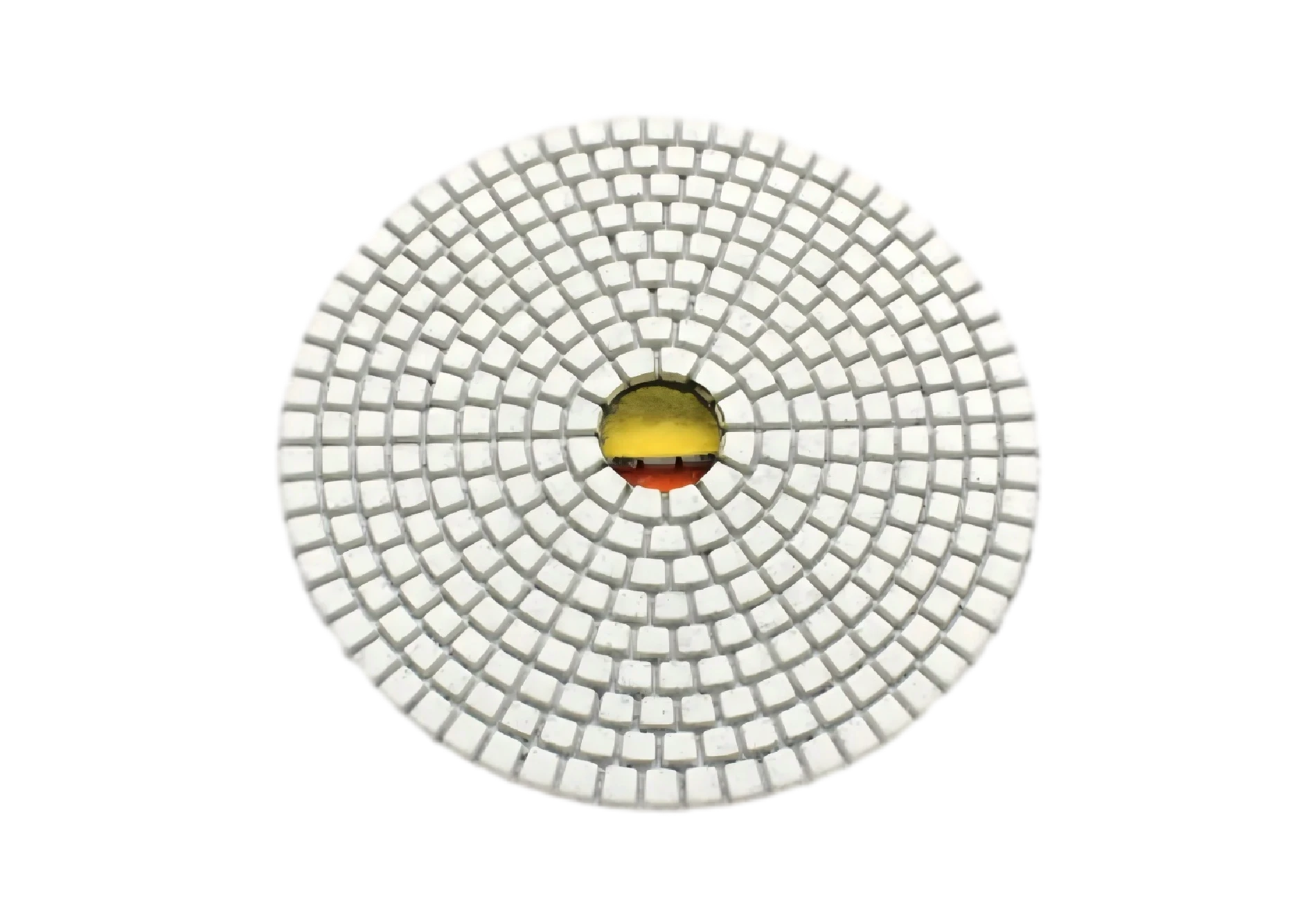
Almofada Diamantada de Polimento (Liga de Resina) | Liga de resina | 50# → 3000# + Buff | Úmido (preferencial) ou seco | Politriz manual, politriz automática de chapas, politriz de bordas | Sequência completa de grãos para granito, mármore, quartzo; 7 etapas para acabamento espelhado; acabamento de brilho em bordas |
Frankfurt Diamantado de Liga de Resina | Liga de resina | 200–3000 grão | Úmido | Linha contínua de polimento, máquina automática | Polimento final de mármore e chapas de calcário; refino de brilho em pedras macias |
Disco de Polimento | Liga de resina | 400–3000 grão | Úmido | Politriz manual, politriz ponte | Acabamento de brilho superficial; polimento de monumentos e lápides; peças personalizadas de pedra |
Escova Diamantada Antiquada | Sinterizada flexível | Grão grosso–médio | Úmido | Máquina de escovação, esmerilhadeira angular | Produção de textura envelhecida/couro em granito e mármore; acabamento escovado para pisos e revestimentos |
As ferramentas para modelagem de bordas criam perfis e recortes que definem acabamentos — bico de papagaio, ogival, chanfrado, bordas em cascata para bancadas; recortes para pias e lavatórios; chanfro em pisos. Esses itens operam em routers CNC, máquinas de polimento de bordas e esmerilhadeiras angulares.
Produto | Tipo de Ligação | Material | Seco / Úmido | Máquina Recomendada | Melhor Aplicação |
|---|---|---|---|---|---|
Roda de Perfilamento Diamantada | Sinterizada / brasada | Granito, mármore, quartzo, cerâmica | Úmido | Máquina de polimento de bordas, Router CNC | Perfis para bancadas (bico de papagaio, ogival, chanfrado, cascata); perfilamento em linhas automáticas de produção |
Fresas Diamantadas para Router | Sinterizada (pedra dura) / brasada (pedra macia) | Granito, mármore, quartzo, vidro, cerâmica | Úmido | Router CNC, polidor de bordas, esmerilhadeira angular | Perfilamento de bordas; acabamento de juntas; cortes de canaletas; vida útil até 50× maior em granito comparado ao carbeto |
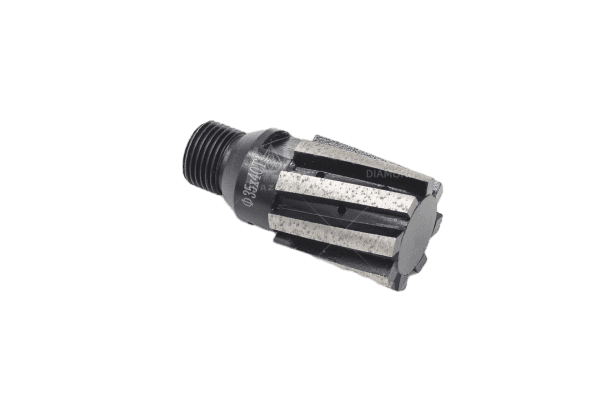
Roda Tambor Diamantada para Recortes em Pias CNC | Sinterizada | Granito, mármore, pedra artificial | Úmido | Serra ponte CNC, router CNC | Modelagem de recortes para pias e lavatórios; perfil preliminar de bancadas; fabricação automatizada CNC |
Fresa Finger Diamantada para Recortes Internos | Sinterizada | Granito, mármore, quartzo, cerâmica | Úmido | Router CNC, serra ponte | Furos para torneiras; arredondamento de cantos internos; início de recortes; substitui serra jig em pedras duras |
Ferramentas de gravação são aplicadas em máquinas CNC especiais para letras monumentais, esculturas em relevo, motivos decorativos 2D/3D e trabalhos de design personalizados. A escolha da ligação — sinterizada para granito, brasada para mármore — determina a qualidade da linha e a vida útil da ferramenta em trabalhos detalhados.
Produto | Tipo de Ligação | Material | Seco / Úmido | Máquina Recomendada | Melhor Aplicação |
|---|---|---|---|---|---|
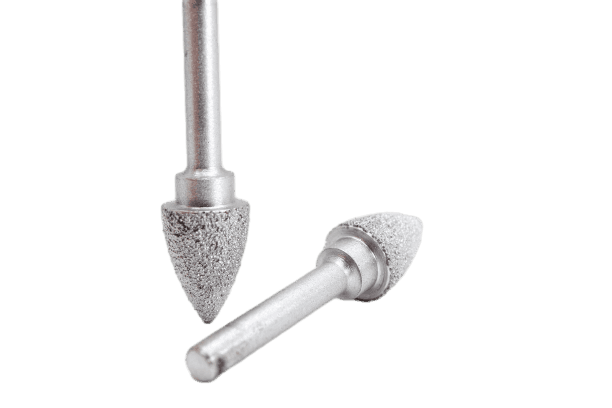
Fresa Diamantada para Gravação CNC | Sinterizada de granulação fina / brasada a vácuo | Granito, mármore, calcário, cerâmica | Seco ou úmido | Máquina CNC de gravação | Letras monumentais; esculturas em relevo; motivos decorativos 2D/3D; gravação em lápides |
Fresas Diamantadas para Router | Brasada a vácuo granulação fina | Mármore, calcário, pedras macias | Seco ou úmido | Router CNC, máquina de gravação | Canaletas para letras detalhadas; detalhes decorativos arquitetônicos; escultura superficial em pedras macias |
A escolha das ferramentas nesta categoria depende da etapa do seu processo, do tipo de pedra trabalhada e das configurações da sua máquina. O guia rápido abaixo relaciona tarefas comuns às ferramentas adequadas. Confira a lógica detalhada de seleção por sub-processo na sequência.
| Sua Tarefa de Processamento | Ferramenta a Utilizar | Parâmetro Essencial |
|---|---|---|
| Nivelamento e calibração da superfície de chapa | Fickert ou Frankfurt de liga metálica → Fickert de liga resinosa | Comece com grão 24–80; avance até 200–400 antes da etapa de polimento |
| Polimento de alto brilho em bancadas de granito | Discos de polimento diamantados — sequência de 7 estágios de resina (50# → 3000# + Buff) | Polimento úmido; mantenha RPM constante; siga todas as graduações de grão |
| Textura envelhecida ou couro | Escova diamantada para efeito antigo | Grão grosso; úmido ou seco; pressão uniforme sobre a superfície |
| Perfil de borda para bancada (meia-cana, ogee, chanfrada) | Roda diamantada de perfil ou broca para router CNC | Combine a liga com a dureza da pedra: sinterizada para granito/quartzito, brasada para mármore |
| Recorte de pia/lavatório (CNC) | Broca Finger para abertura inicial → Roda Drum para modelagem do recorte → Broca para perfil de borda | Todas as etapas em um único setup CNC; sempre úmido |
| Letreiramento em monumentos / gravação 2D-3D | Broca diamantada para gravação (máquina CNC) | Grão fino brasado para mármore; sinterizada para granito; avanço controlado é fundamental |
| Desbaste e preparação de piso de concreto | Roda diamantada tipo copo (segmento T para retirar revestimento; dupla fileira para nivelamento) | Liga metálica; seco ou úmido; ajuste do grão conforme PSI do concreto |
A maioria dos acessórios de desbaste e polimento da Dinosaw Machine é fornecida com fixação Velcro (sistema macho-fêmea) ou rosca padrão M14. Para máquinas automáticas de polimento contínuo (formato Fickert / Frankfurt), confirme o número de cabeçotes e dimensões dos suportes de segmentos. Para ferramentas de Router CNC e gravação, confirme o encaixe do mandril, diâmetro do haste (geralmente 6mm ou 8mm para brocas de gravação) e RPM máxima. Os acessórios da Dinosaw são homologados nos equipamentos Dinosaw e compatíveis com todas as principais marcas do mercado — em caso de dúvida, solicite um checklist de compatibilidade informando fabricante e modelo da sua máquina.


Dinosaw Machine opera duas instalações dedicadas: uma para fabricação de máquinas para pedra e outra para ferramentas diamantadas. Isso significa que as equipes de engenharia desenvolvendo os parâmetros de corte das máquinas Dinosaw trabalham diretamente com o time de produção de ferramentas. Fabricantes de lâminas OEM, distribuidores de ferramentas e fábricas de processamento que buscam consumíveis em grande escala podem acessar esse serviço diretamente.
Se sua fábrica está construindo ou expandindo uma linha de processamento de pedra, Dinosaw pode fornecer especificações de ferramentas compatíveis para todas as etapas do processo — corte, desbaste, polimento, perfuração — através de um único contato de engenharia, reduzindo o esforço de coordenação com diversos fornecedores de consumíveis.
Escolha sistemas CNC, potência do motor e níveis de automação para máxima eficiência.
Ajuste as dimensões da mesa, comprimento dos trilhos e espessura de corte conforme seu espaço e tamanhos de bloco.
Personalização de cores, logomarca no software ou hardaware.
 Português
Português
Obtenha uma Solução Facilitada
Atendimento Online
Olá, aqui é a Lizzy da Dinosaw Machine (Não sou um robô). Qual máquina (modelo) você procura? Entre em contato via WhatsApp agora mesmo.
Olá 👋 Como podemos ajudar?
 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский 한국어
한국어