

















Thông số & Hệ thống
Chọn hệ thống CNC, công suất động cơ và mức tự động hóa theo nhu cầu để tối ưu hiệu suất.
Giờ làm việc:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
@2x.webp)
@2x.webp)
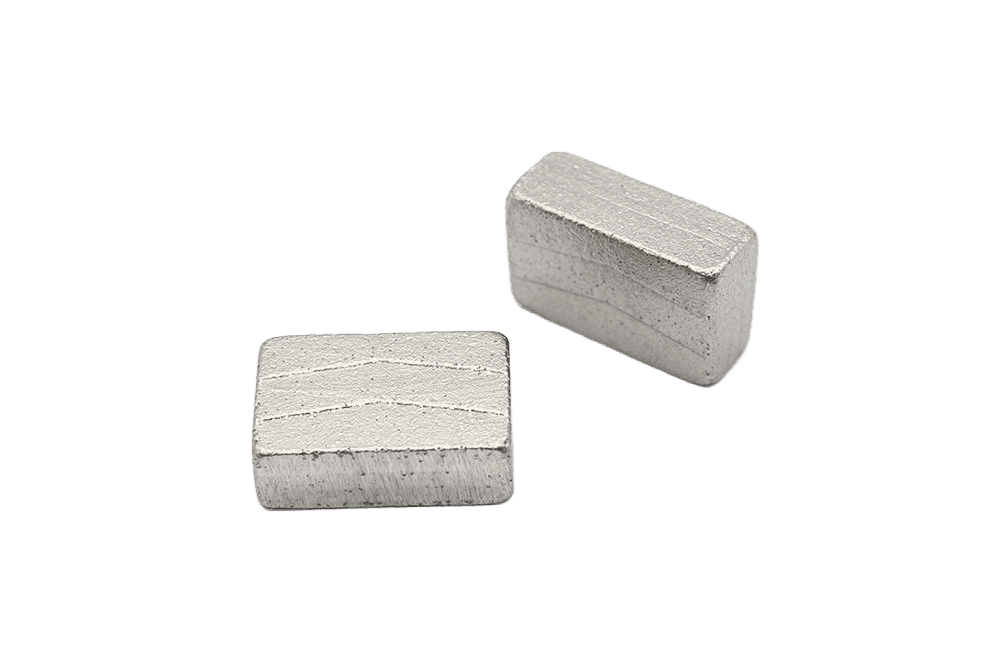
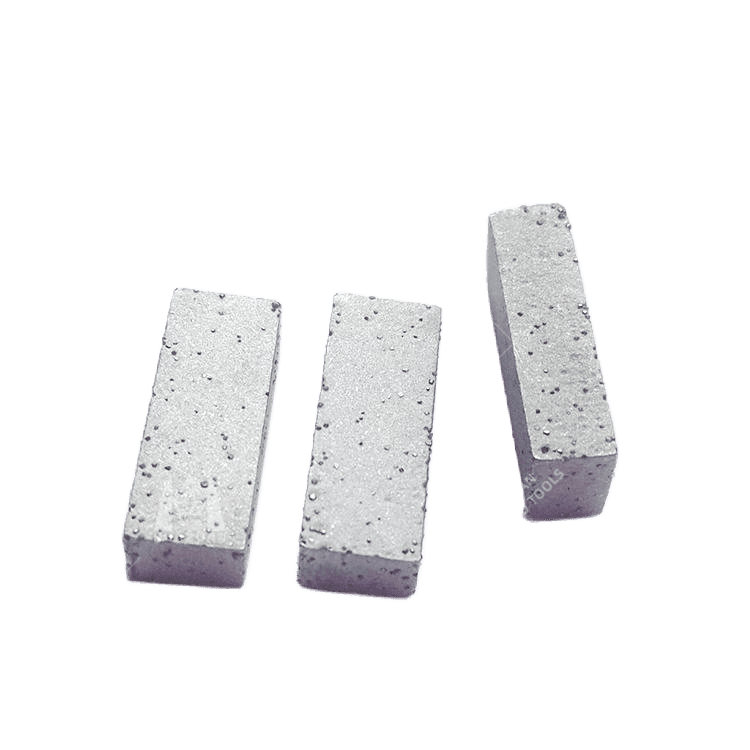
Viên cắt kim cương là bộ phận hao mòn dùng để gia công, được nung kết hoặc hàn lên lưỡi cưa, khung máy gangsaw và mũi khoan lõi. Thông số kỹ thuật phù hợp — độ cứng liên kết, cỡ hạt kim cương, và kiểu dáng viên — phải dựa trên độ cứng Mohs và tính mài mòn của vật liệu đá, không phụ thuộc thương hiệu máy. Bảng dưới đây so sánh bốn dạng viên cắt của Dinosaw theo thông số ứng dụng.
Sản phẩm | Loại liên kết | Độ cứng vật liệu (Mohs) | Khô / ướt | Khuyến nghị máy | Phù hợp hiệu quả nhất |
|---|---|---|---|---|---|
Viên cắt kim cương cho đá granite | Nung kết hợp kim loại (ma trận cứng) | 6–7 (cứng: đá granite, thạch anh kết tinh, bazan) | Ướt (bắt buộc) | Máy cắt đá, máy cưa cầu, máy cưa gangsaw | Nhà máy xẻ tấm suất lớn; mài lại lưỡi cưa vòng cho đá granite; dây chuyền sản xuất cưa cầu |
Viên cắt cẩm thạch cho đá mềm | Nung kết hợp kim loại (ma trận mềm/trung bình) | 3–4 (đá cẩm thạch, đá vôi, đá travertine, đá onyx) | Ướt (ưu tiên) | Máy cắt đá, máy cắt nhiều lưỡi | Nhà máy xẻ tấm cẩm thạch; cắt liên tục khổ lớn; mài lại lưỡi cưa gangsaw |
Viên gangsaw kim cương cho đá mềm | Nung kết hợp kim loại (ma trận mềm, gốc đồng) | 3–5 (đá cẩm thạch, đá vôi, đá sa thạch) | Ướt (bắt buộc) | Khung gangsaw (đa lưỡi) | Gia công khối thành tấm; xẻ cẩm thạch, đá vôi số lượng lớn |
Viên cắt kim cương cho mũi khoan lõi | Nung kết hợp kim loại (tương thích đường kính mũi khoan) | 4–7 (đá granite, đá cẩm thạch, bê tông, đá nhân tạo) | Ướt (ưu tiên) / Khô (chỉ cắt nông) | Máy khoan lõi, khoan tay, máy khoan CNC | Mài lại mũi khoan lõi; vật tư tiêu hao máy khoan nhà máy; thay thế viên cắt |
Lưu ý về thông số kỹ thuật
Độ cứng liên kết là biến số quan trọng nhất: liên kết mềm dùng cho đá cứng sẽ tự động mở lộ kim cương mới liên tục; liên kết cứng dùng cho đá mềm giữ hạt kim cương cho đến khi bị mài mòn. Sử dụng sai loại liên kết là nguyên nhân chính gây hao mòn viên sớm và chất lượng cắt kém. Dinosaw Machine cung cấp viên cắt theo công thức tùy chỉnh — vui lòng liên hệ đội ngũ kỹ thuật với thông tin loại đá, đường kính lưỡi và tốc độ vòng quay máy để nhận thông số phù hợp chuyên biệt.
Việc lựa chọn viên cắt tuân theo nguyên tắc vật liệu trước tiên. Quy trình dưới đây áp dụng cho cả đặt mới hoặc mài lại lưỡi cưa hiện hữu.
Dinosaw Machine cung cấp viên cắt theo 4 dạng: ráp sẵn trên lưỡi (hàn laser), viên rời mài lại tại hiện trường, đóng gói lớn cho chương trình vật tư nhà máy, và chế tạo thông số riêng theo yêu cầu OEM. Số lượng tối thiểu và thời gian giao hàng thay đổi theo dạng — vui lòng yêu cầu báo giá kèm sản lượng tiêu thụ năm để nhận ưu đãi chương trình.
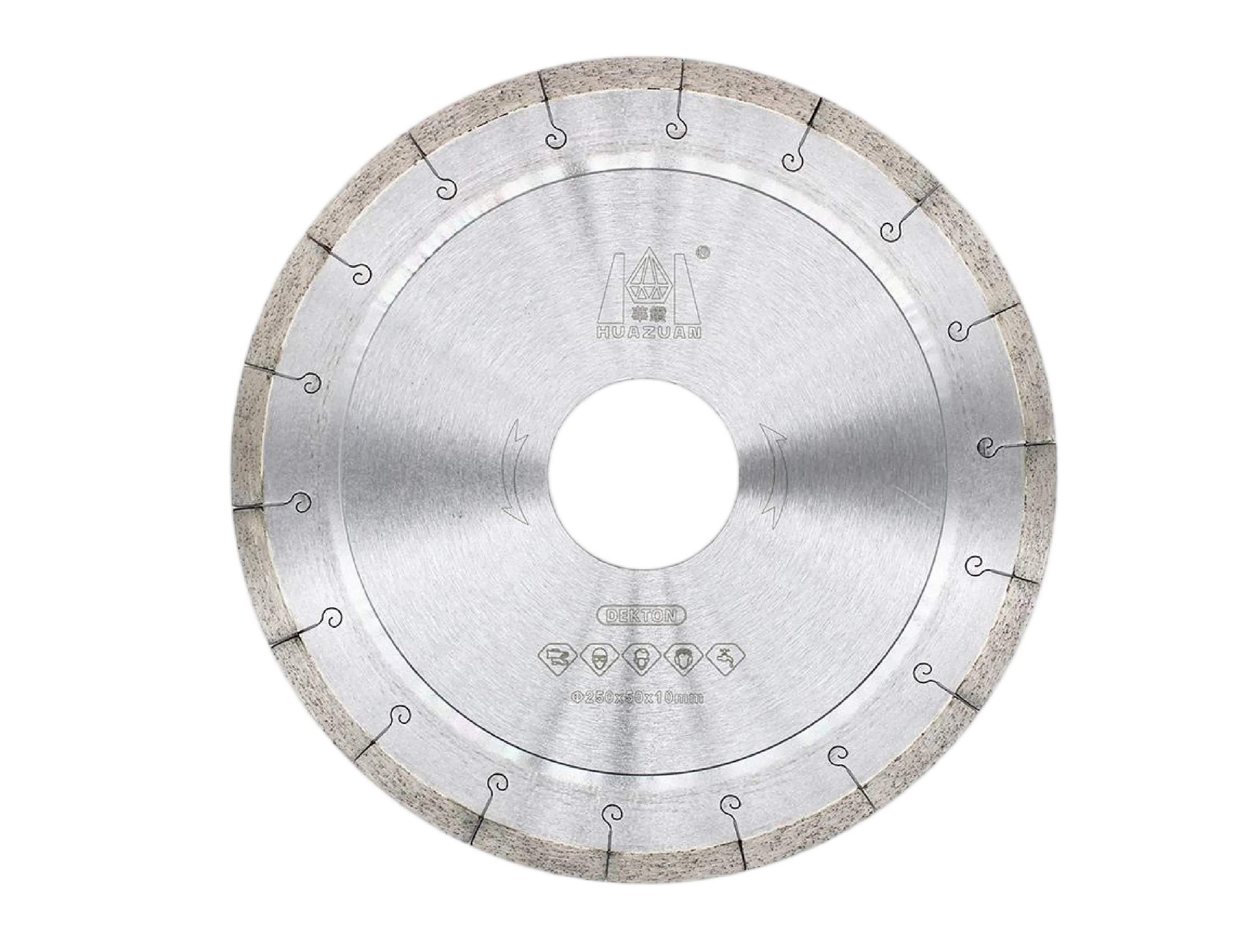
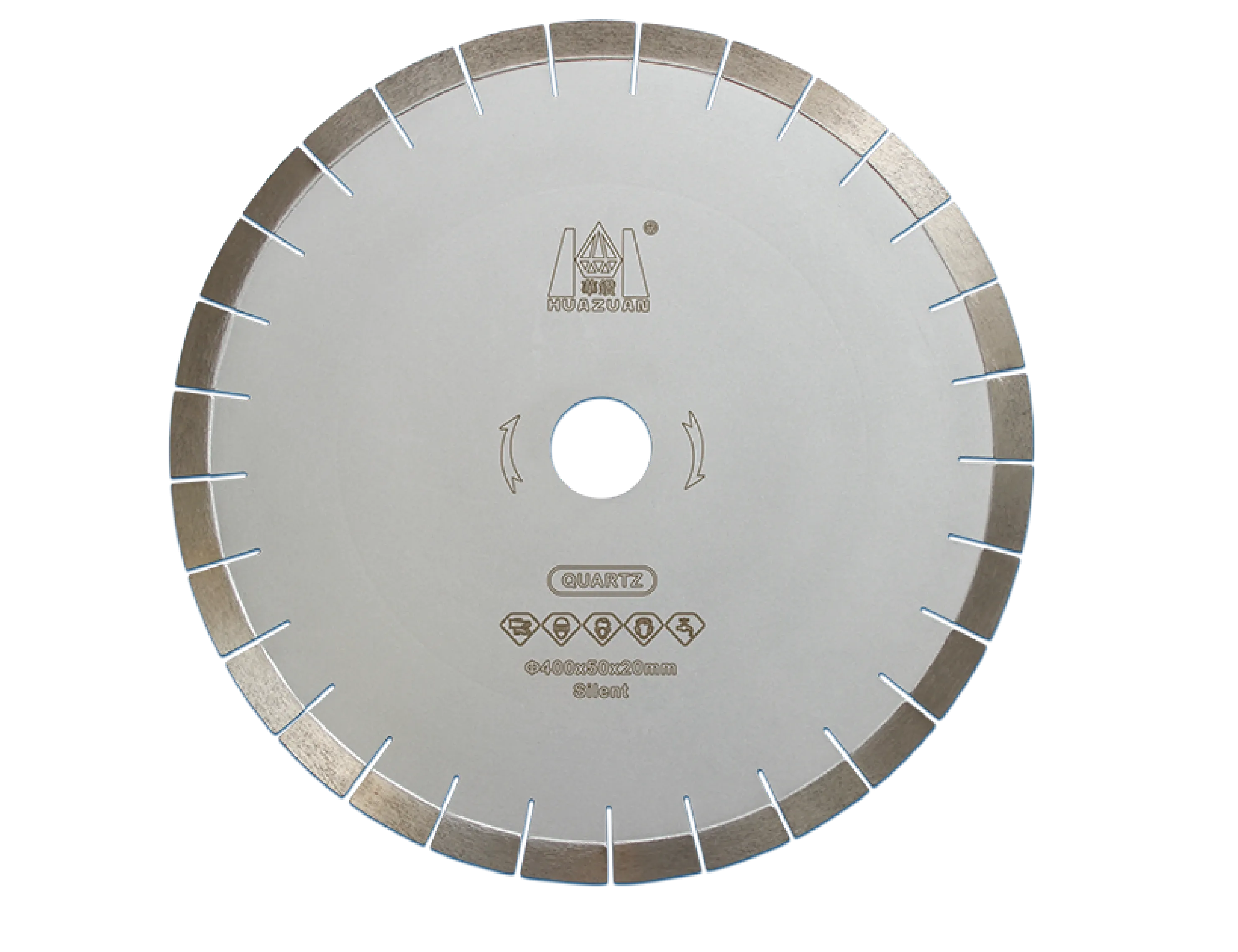
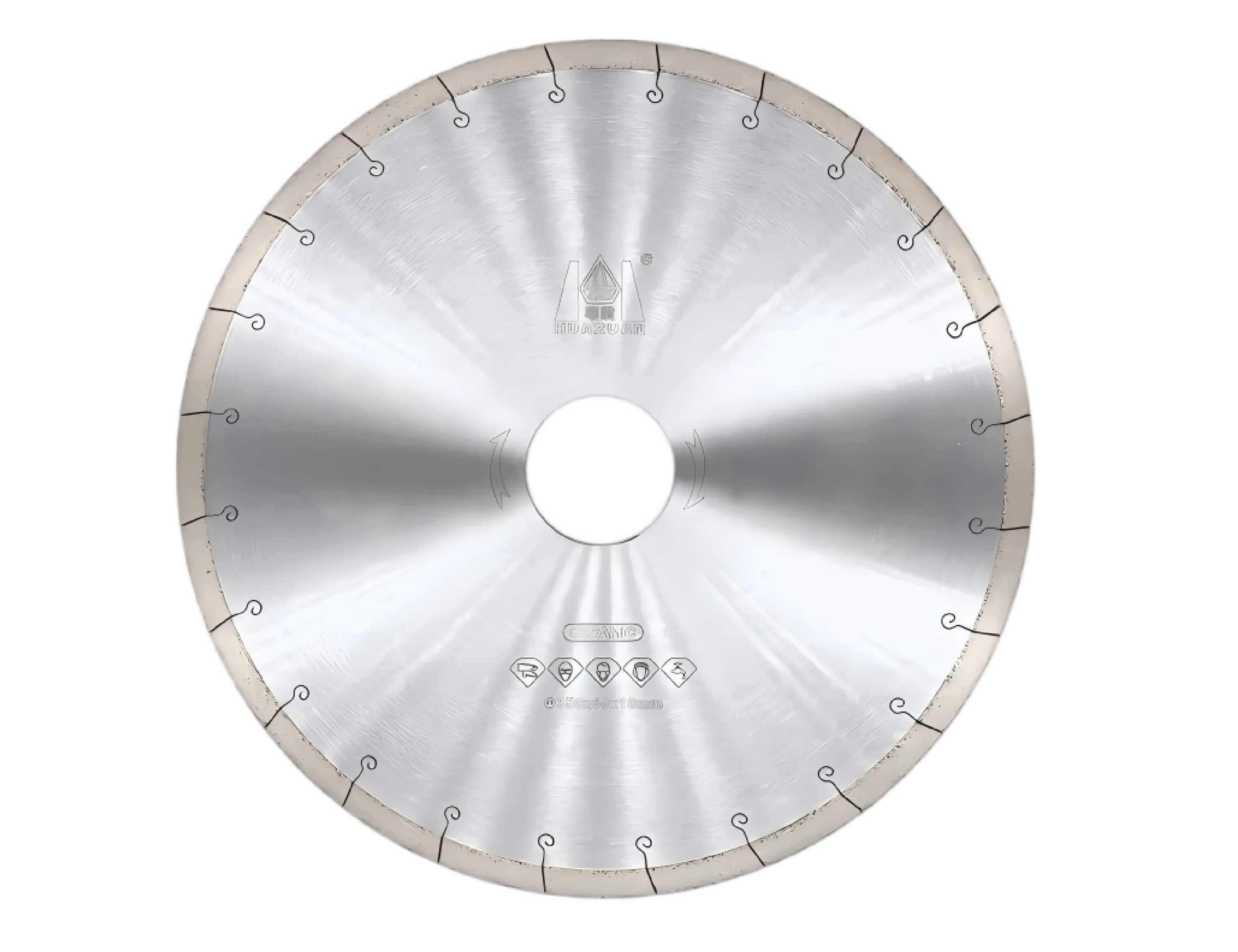
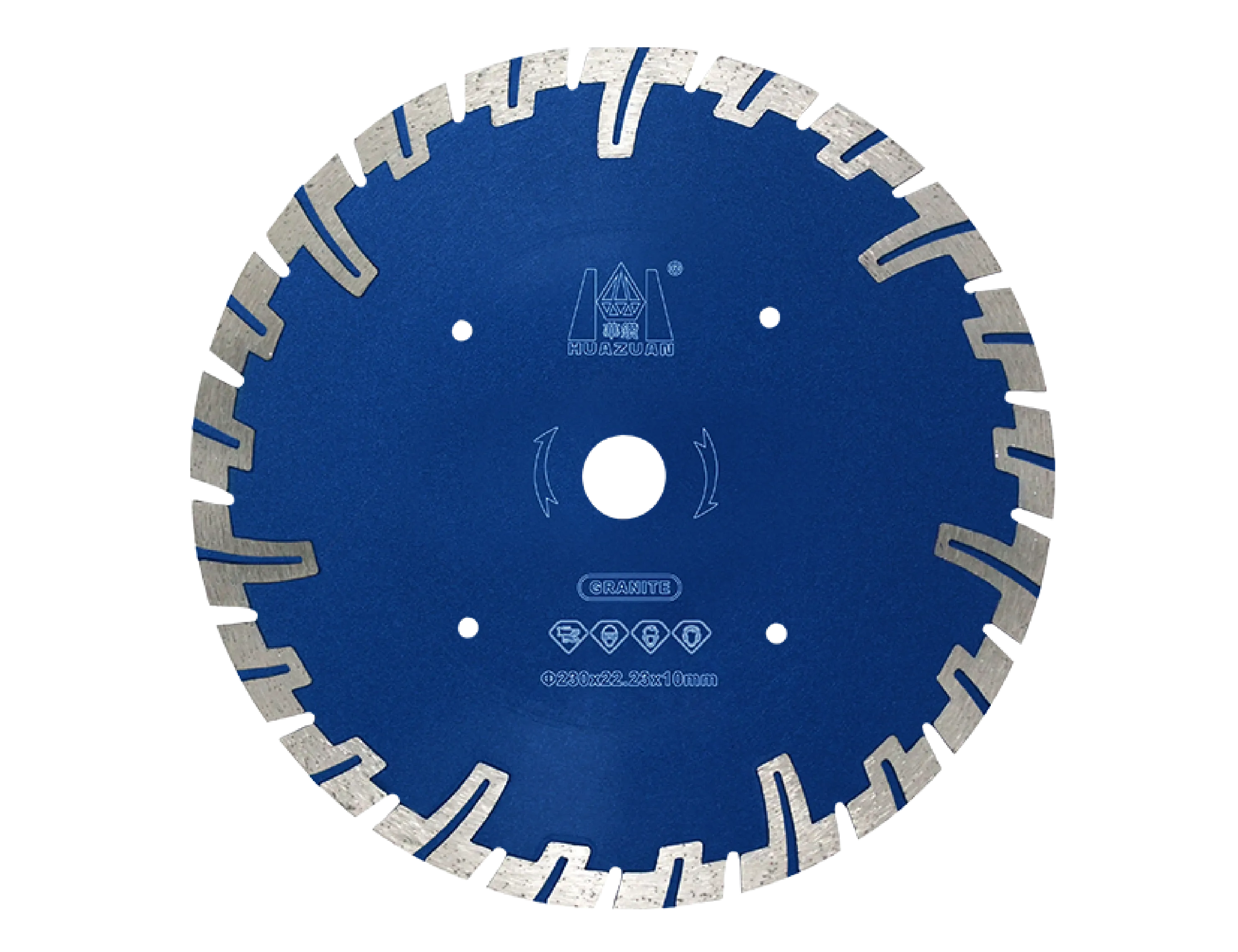
Lưỡi cưa kim cương khác biệt đĩa cắt ở đường kính, độ dày lõi và cấu trúc viên cắt. Lưỡi này thường dùng trên máy cưa cầu, máy cắt đá, máy nhiều lưỡi ngang nhằm kiểm soát độ sâu, chiều rộng khe cắt và đảm bảo độ ổn định. Bảng dưới đây so sánh sáu sản phẩm lưỡi cưa của Dinosaw Machine theo vật liệu và ứng dụng.
Sản phẩm | Liên kết / Kiểu viên cắt | Độ cứng vật liệu (Mohs) | Khô / ướt | Khuyến nghị máy | Phù hợp hiệu quả nhất |
|---|---|---|---|---|---|
Lưỡi cưa kim cương cho đá granite | Nung kết hàn laser; viên dạng phân đoạn | 6–7 | Ướt | Máy cưa cầu, máy cắt đá, CNC | Gia công tấm & gạch đá granite; sản xuất mặt bàn bếp; dây chuyền tốc độ cao |
Lưỡi cưa kim cương cho đá cẩm thạch | Nung kết; viên liền hoặc tinh | 3–4 | Ướt | Máy cưa cầu, máy cắt đá | Gia công tấm cẩm thạch; cắt gạch trang trí; đường cắt tinh giảm rung động |
Lưỡi cưa ngang kim cương | Nung kết; lưỡi lớn viên phân đoạn | 5–7 | Ướt | Máy cắt nhiều lưỡi ngang | Vuông hóa khối; cắt vỉa hè; xẻ ngang khổ lớn granite và cẩm thạch |
Lưỡi cưa kim cương cho Dekton & đá nung kết | Mạ chân không / nung kết mỏng | 7–9 (gốm nung kết siêu cứng) | Ướt (bắt buộc, ≥8 L/phút) | Máy cưa cầu CNC, máy cắt bàn chính xác | Dekton, Neolith, Lapitec, đá porcelain nung kết; yêu cầu chống mẻ cạnh |
Lưỡi cưa kim cương cho đá thạch anh | Mạ điện mỏng, kiểm soát mẻ cạnh | 6–7 (hợp chất thạch anh + keo nhựa) | Ướt (làm mát liên tục) | Máy cưa cầu CNC, máy cắt bàn | Cắt mặt bàn bếp thạch anh nhân tạo; cạnh cắt không mẻ trên bề mặt keo nhựa |
Lưỡi cưa kim cương nung kết cho gốm & đá porcelain | Nung kết, hạt tinh mịn | 7–8 | Ướt ưu tiên / Khô (gia công ngắn hạn) | Máy cắt gạch, máy mài góc, máy cưa cầu | Gạch porcelain toàn phần; gạch rectified; cắt tấm kiến trúc gốm đòi hỏi chính xác |
Lưu ý về thông số lưỡi cưa
Đường kính lưỡi phải tương ứng với kích thước che chắn máy — tuyệt đối không lắp vượt quá 80% đường kính bảo vệ. Độ dày lõi ảnh hưởng trực tiếp chiều rộng và tổn thất vật liệu: khe cắt 3,0mm với 1.000 lần/ngày, chiều dài lưỡi 2.400mm = hơn 7 mét dài đá bị hao mỗi ngày. Lưỡi cắt mỏng (2,0–2,5mm) tiết kiệm vật liệu nhưng đòi hỏi kết cấu máy cứng vững, làm mát đều. Tất cả lưỡi cưa Dinosaw Machine xuất xưởng đúng thông số viên — không thay thế bằng viên hãng khác nếu chưa kiểm tra tương thích liên kết.
Lựa chọn lưỡi phù hợp phụ thuộc vào 3 yếu tố theo thứ tự: vật liệu gia công, loại máy sử dụng và chất lượng cắt yêu cầu. Sai vật liệu ban đầu làm vô hiệu các tiêu chí còn lại.
Mỗi loại máy cưa cầu, máy cắt đá, máy CNC bàn đều yêu cầu đường kính lõi, trục khác nhau. Quý khách vui lòng xác nhận lỗ trục, đường kính lưỡi lớn nhất, công suất động cơ trước khi đặt hàng. Đội ngũ kỹ thuật Dinosaw Machine đối chiếu giúp thông số chính xác với từng dòng máy — dịch vụ này miễn phí với mọi yêu cầu mẫu hoặc sản xuất số lượng lớn.
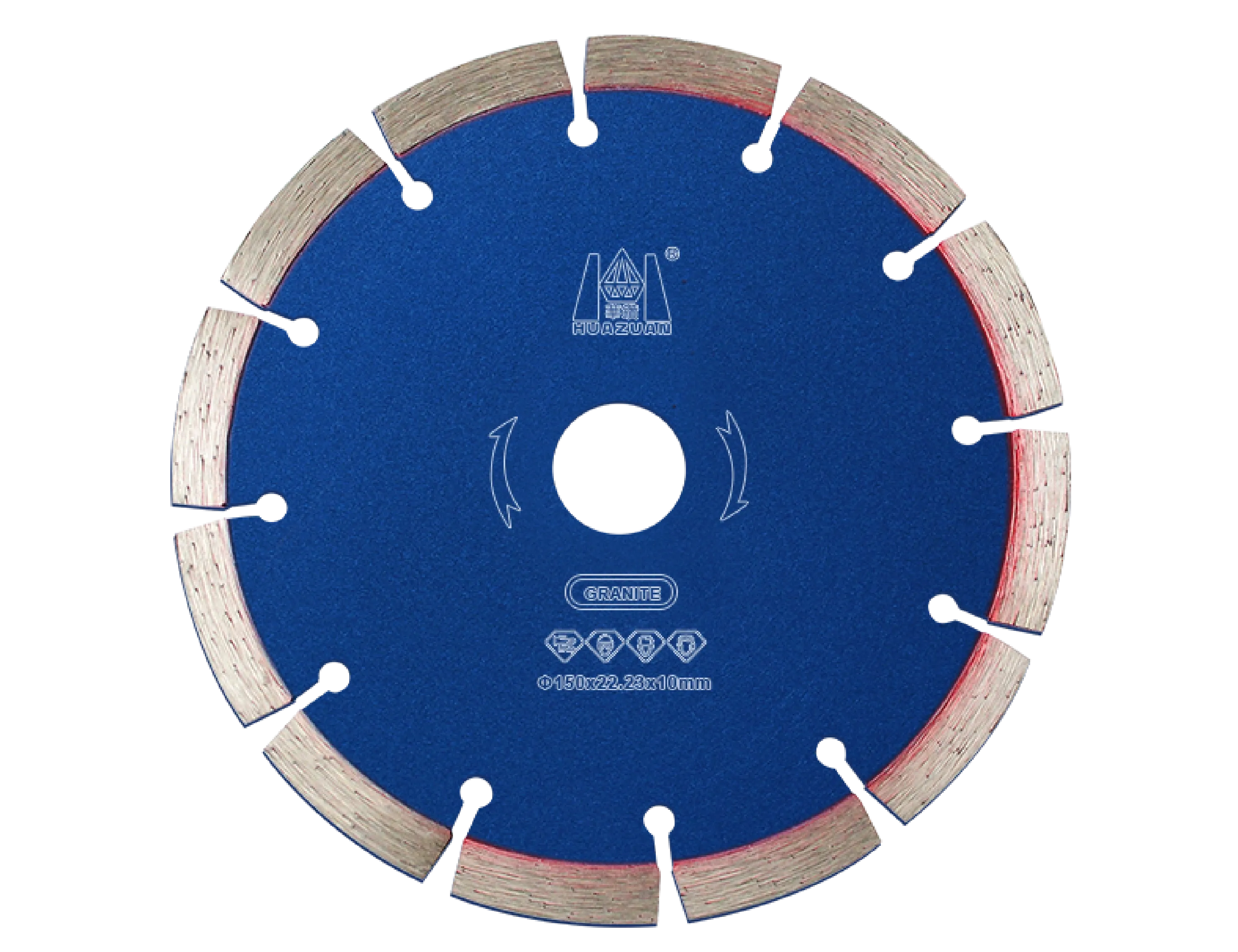
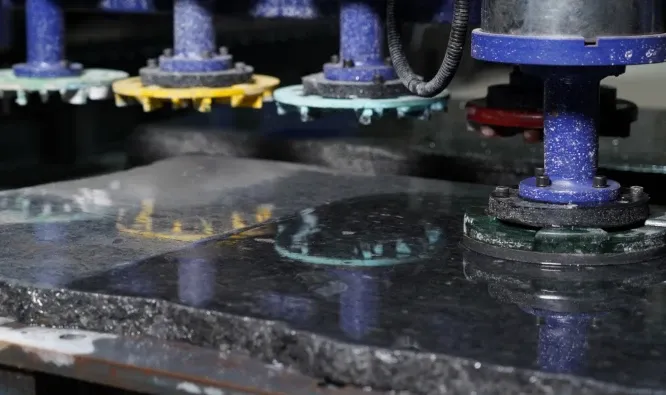
Đĩa cắt là công cụ dạng máy mài góc và máy cắt bàn nhỏ (đường kính thường từ 100–230mm), được phân biệt với lưỡi cưa lớn bởi thiết kế mỏng hơn, thiết bị nhẹ hơn và độ di động cao. Bảng dưới đây so sánh sáu sản phẩm đĩa cắt của Dinosaw theo môi trường ứng dụng.
Sản phẩm | Kiểu viền / Phân đoạn | Độ cứng vật liệu (Mohs) | Khô / Ướt | Máy đề xuất | Kịch bản tối ưu |
|---|---|---|---|---|---|
Đĩa cắt phân đoạn cho bê tông & vật liệu xây dựng | Viền phân đoạn | 4–6 (bê tông, gạch, khối, đá) | Khô hoặc ướt | Máy mài góc, máy cắt bàn, máy cắt sàn | Cắt bê tông tổng hợp; phá dỡ; chẻ khối xây dựng; sử dụng tại công trường xây dựng |
Đĩa cắt Turbo liên tục nung kết | Viền turbo liên tục | 5–7 | Khô hoặc ướt | Máy mài góc, máy cắt cầm tay | Cắt đá granite và đá cứng dạng tấm; gia công nhanh với bề mặt nhẵn |
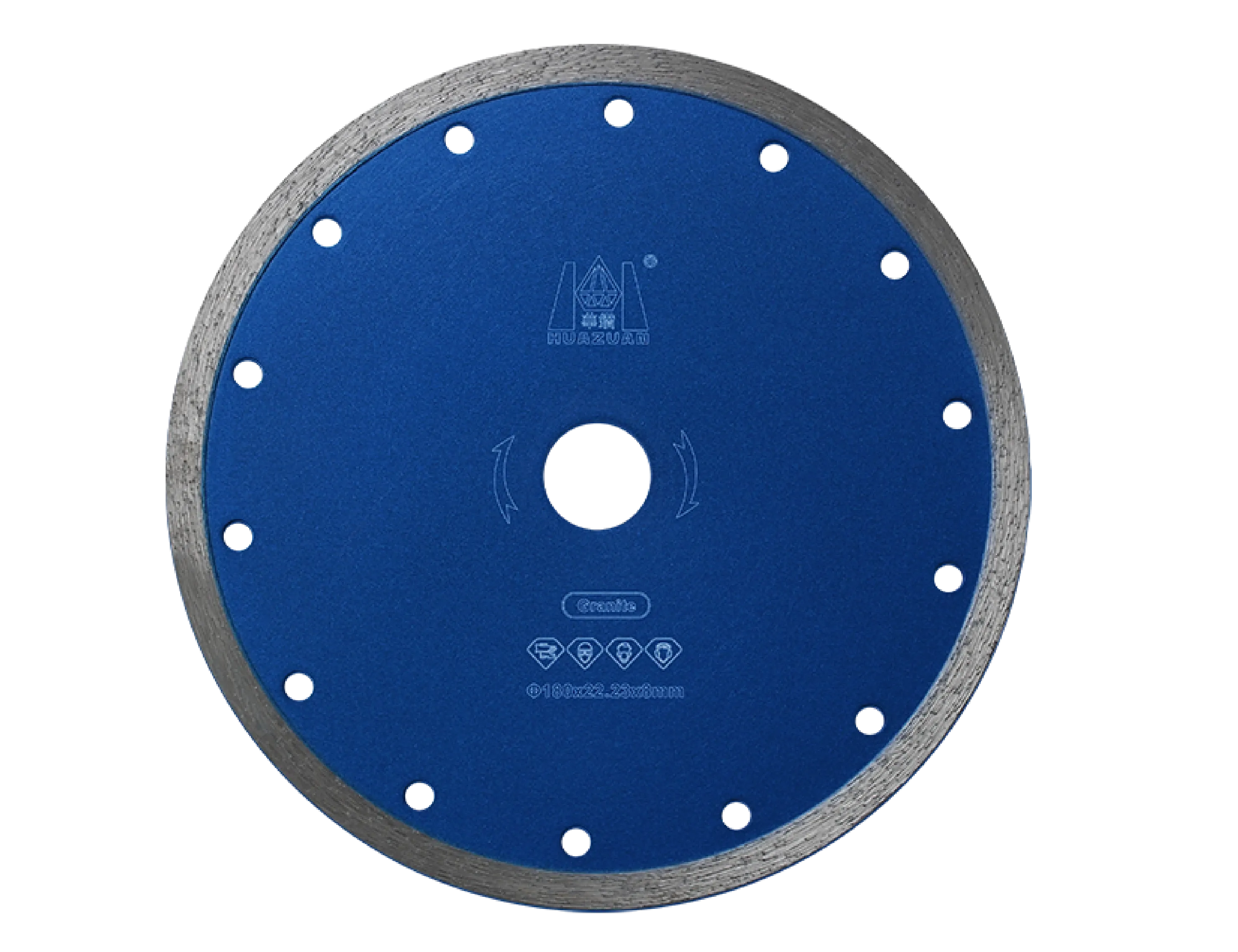
Đĩa cắt viền liên tục nung kết cho gạch | Viền liên tục nhẵn | 6–8 | Ướt (ưu tiên) | Máy cắt gạch, máy mài góc | Gạch ốp tường ceramic; gạch tráng men; bề mặt nhạy nứt yêu cầu cạnh cắt sạch |
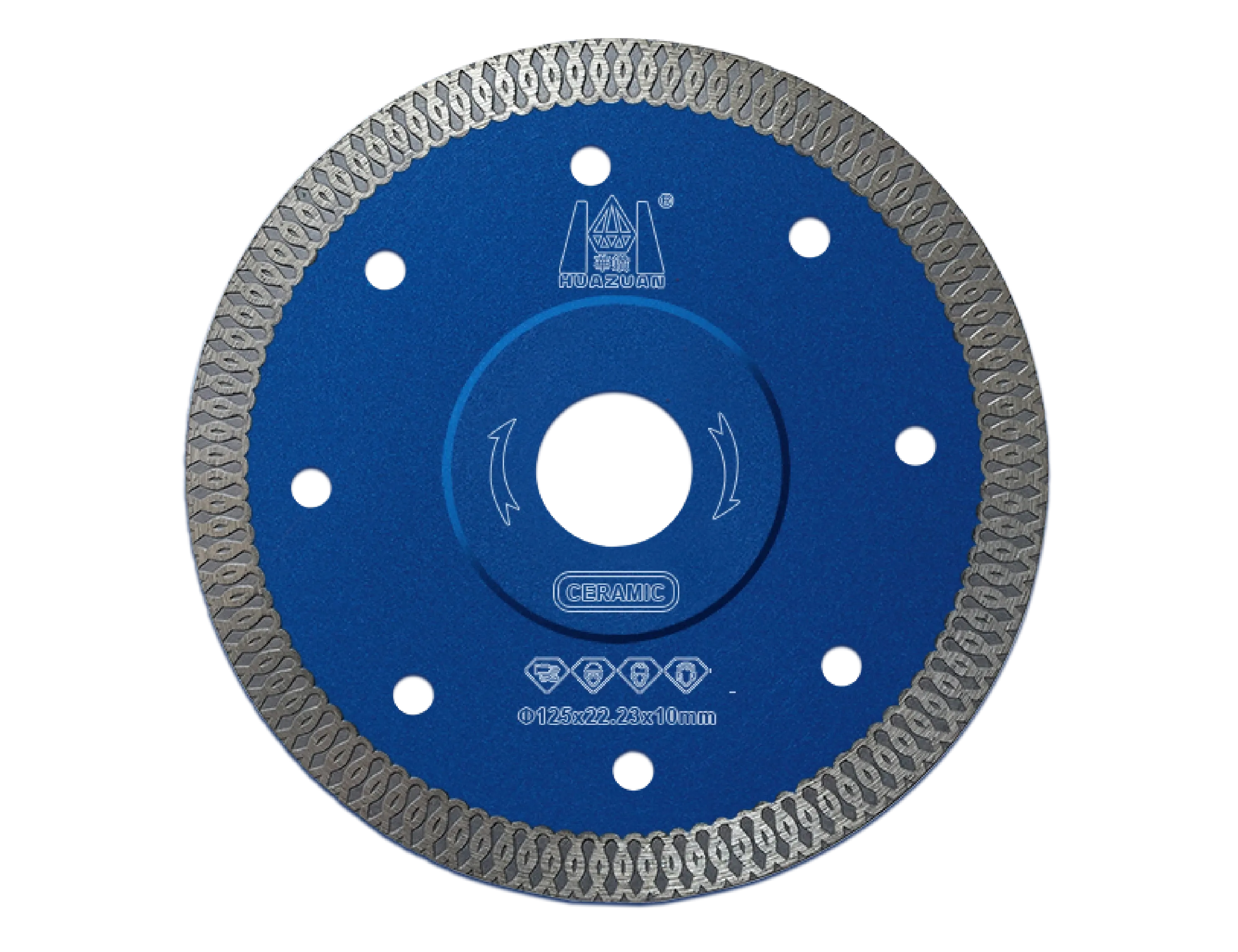
Đĩa cắt Turbo lưới siêu mỏng cho đá porcelain | Turbo lưới siêu mỏng | 7–8 | Ướt (ưu tiên) | Máy mài góc, máy cắt gạch | Porcelain nguyên khối; gạch siêu mỏng (≤6mm); cạnh cắt siêu sạch không nứt vỡ |
Đĩa cắt Turbo phân đoạn vát nung kết | Turbo phân đoạn vát | 5–7 | Khô hoặc ướt | Máy mài góc | Loại bỏ vật liệu nhanh trên đá granite, đá cứng; giải phóng mảnh vụn khi cắt hẹp |
Đĩa cắt phân đoạn T | Phân đoạn T | 4–6 (bê tông, nhựa đường) | Khô | Máy mài góc, máy cắt sàn | Cắt sàn bê tông; thi công đường; sửa chữa nhựa đường; môi trường nhiều mảnh vụn |
Lưu ý kỹ thuật về lựa chọn đĩa cắt
Quyết định chính giữa các loại đĩa là kiểu viền: viền phân đoạn giải phóng mảnh vụn mạnh nhưng cho cạnh cắt thô; viền liên tục tạo vết cắt sạch không nứt vỡ nhưng cần làm mát ướt để tránh tăng nhiệt; viền turbo cân bằng cả hai. Tại công trường xây dựng nơi làm mát ướt không khả thi, đĩa phân đoạn và phân đoạn T phù hợp cho cắt khô. Đối với gạch và porcelain tại xưởng, viền liên tục hoặc lưới siêu mỏng kèm nước luôn là lựa chọn tối ưu.
Xác nhận đường kính tối đa của đĩa (chuẩn là 100mm, 115mm, 125mm, 230mm), tốc độ trục (RPM) và khả năng lắp phụ kiện ướt. Tất cả đĩa cắt của Dinosaw đều tuân thủ tiêu chuẩn an toàn EN 13236. Tốc độ vận hành tối đa được ghi trên mỗi đĩa — tuyệt đối không vượt quá và luôn kiểm tra tốc độ RPM của đĩa lớn hơn tốc độ không tải của máy.
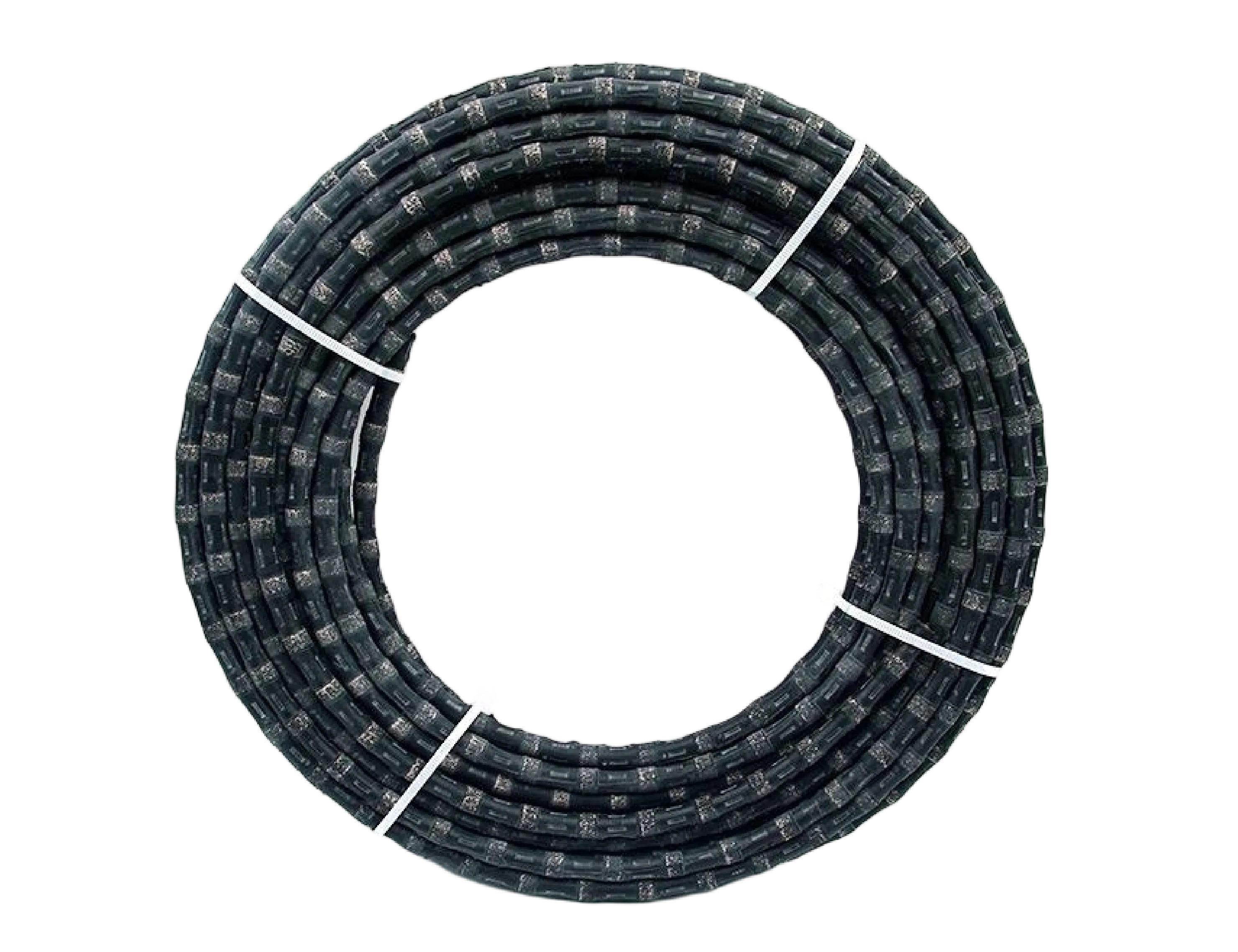
Máy cưa dây kim cương cấu thành từ cáp thép gắn hạt kim cương tại các khoảng đều nhau. Đây là thiết bị chủ lực cho khai thác đá khổ lớn và cắt phá dỡ, nhờ vết cắt siêu hẹp (0.5mm với dây 0.35mm), không gây dao động kết cấu và có khả năng cắt sâu cũng như đa hình dạng không giới hạn. Lựa chọn dây tùy thuộc vật liệu, máy cưa và mục đích (sản xuất đá quy chuẩn hoặc phá dỡ).
Sản phẩm | Phương thức liên kết hạt kim cương | Độ cứng vật liệu (Mohs) | Khô / Ướt | Máy đề xuất | Kịch bản tối ưu |
|---|---|---|---|---|---|
Máy cưa dây kim cương mạ điện & hàn chân không | Mạ điện / hàn chân không | 4–7 (đá cẩm thạch, đá granite, đá vôi, đá nhân tạo) | Ướt | Máy cưa dây, máy cầm tay | Cắt tạo hình chính xác tại mỏ; cắt cong bán kính nhỏ; sản phẩm đá gia hình |
Dây kim cương cắt bê tông cốt thép | Liên kết kim loại nung kết cùng hạt thép | Bê tông + cốt thép | Ướt | Máy cưa dây thủy lực | Phá dỡ; cắt cầu và hạ tầng; tháo gỡ nhà máy điện hạt nhân; cắt bê tông cốt thép |
Máy cưa dây kim cương cho đá cẩm thạch | Liên kết mềm nung kết; phân bố kim cương mịn | 3–4 | Ướt | Máy cưa dây nhiều sợi, máy cưa dây mỏ đá | Xẻ vuông khối đá cẩm thạch; sản xuất tấm; khai thác mỏ đá; đá cao cấp với hao tổn tối thiểu (0.5mm) |
Máy cưa dây kim cương cho đá granite | Liên kết cứng nung kết; tỷ lệ kim cương cao | 6–7 | Ướt | Máy cưa dây nhiều sợi, máy cưa dây mỏ đá | Cắt băng ghế tại mỏ đá granite; xẻ khối; ren dây thông qua lỗ khoan DTH |
Lưu ý kỹ thuật về dây
Đường kính dây, khoảng cách hạt, và độ cứng liên kết hạt phải phù hợp với đường kính bánh đà và tốc độ vận hành của máy cưa dây. Dinosaw cung cấp dây theo chiều dài tuỳ chỉnh với thông số hạt phù hợp từng dòng máy. Đối với máy cưa dây nhiều sợi (Dinosaw và bên thứ ba), dây đường kính thấp tới 0.35mm dùng cho sản xuất tấm siêu mỏng — không thay thế được cho dây chuẩn mỏ đá. Quý khách lưu ý cung cấp dòng máy và loại đá mục tiêu khi đặt hàng.
Trong khai thác mỏ, máy khoan DTH tạo các lỗ vào và ra cho dây. Dòng búa khoan đáy lỗ QKZ90 (lỗ Φ65–90mm) được thiết kế đồng bộ với cỡ dây cưa mỏ đá của Dinosaw. Điều này cho phép quy trình tổng thể — khoan lỗ, luồn dây, vận hành máy cưa dây — sử dụng hệ thống tích hợp từ một nhà cung cấp, loại trừ rủi ro không đồng bộ kích thước giữa lỗ và dây. Đây là lợi thế về hậu cần và chất lượng mà các nhà cung cấp sản phẩm đơn lẻ không thể đáp ứng.
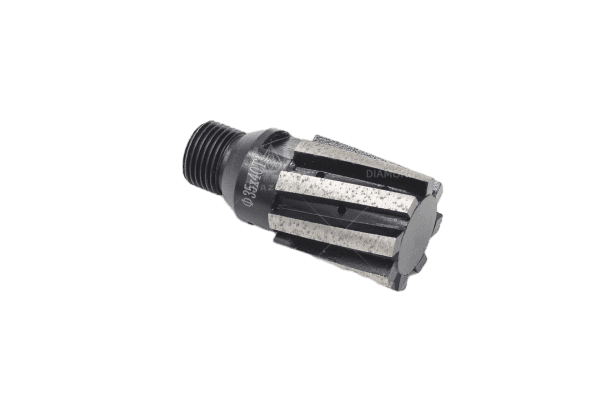
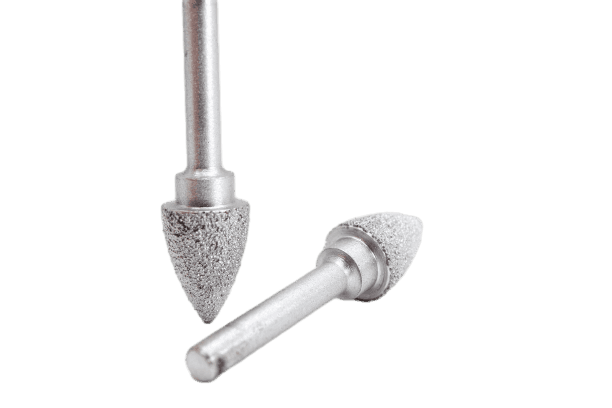
Dinosaw Machine cung cấp một dòng sản phẩm mũi khoan lõi đơn (Mũi khoan lõi đá khô/ướt) với nhiều đường kính và hai chế độ khoan. Bản đối chiếu dưới đây không so sánh từng model, mà liên kết các tình huống ứng dụng với cấu hình tối ưu—loại lớp liên kết, chế độ khoan và loại máy phù hợp.
Ứng dụng | Vật liệu | Khuyến nghị lớp liên kết | Tình huống tối ưu |
|---|---|---|---|
Khoan lỗ mặt bàn (chậu rửa, vòi nước, thiết bị) | Đá granite, đá cẩm thạch, đá thạch anh, đá nhân tạo | Liên kết đá nung kết (cứng) / Liên kết nhựa (mềm) — khoan ướt | Nhà máy sản xuất số lượng lớn; Máy khoan CNC; Cạnh lỗ không mẻ là yếu tố quan trọng |
Khoan mẫu lõi & lỗ dẫn mỏ đá | Đá granite, đá cẩm thạch, đá basalt, đá vôi | Liên kết nung kết cứng; mật độ kim cương cao | Kết hợp với máy khoan DTH hoặc máy khoan dạng cổng; lấy mẫu địa kỹ thuật |
Khoan xây dựng (neo, ống dẫn, HVAC) | Bê tông cốt thép, gạch khối, gạch nung | Liên kết nung kết cường lực; viên thép cho cốt thép | Máy khoan tại công trường, máy khoan cầm tay; bắt buộc xuyên qua cốt thép |
Khoan kính & vật liệu đặc biệt | Kính, gạch men, đá porcelain, đá nhân tạo | Mạ điện hạt mịn / liên kết hàn chân không | Máy CNC hoặc máy khoan bàn; tốc độ vòng quay thấp + làm mát liên tục là bắt buộc |
Lưu ý về cấu hình
Tuổi thọ mũi khoan lõi thay đổi đáng kể tùy vào độ cứng vật liệu và hiệu quả làm mát: đá cẩm thạch và đá vôi mềm — lên tới 1.200 mét tuyến tính cho mỗi mũi trong điều kiện nhà máy tối ưu; đá granite cứng — 200–500 mét tuyến tính. Đây chỉ là phạm vi tham khảo. Dinosaw cung cấp dịch vụ nạp lại đoạn mũi: Mũi khoan lõi đã mòn có thể gửi về để thay thế đoạn cắt với chi phí thấp hơn so với thay trọn mũi, rất phù hợp cho các nhà máy vận hành sản lượng lớn sử dụng mũi đường kính lớn.
Kích thước đường kính mũi khoan phải phù hợp với đường kính lỗ cần thi công, không phải năng lực máy. Kích thước tham khảo: lỗ vòi tiêu chuẩn 35mm; lỗ chậu rửa bếp bắt đầu từ 60mm; mẫu lõi mặt bàn 50–100mm; lỗ dẫn mỏ đá DTH 65–90mm; cột kiến trúc lên tới 600mm (cần máy khoan dạng cổng). Đường kính trên 150mm, bắt buộc dùng máy khoan bàn hoặc máy khoan dạng cổng—máy khoan cầm tay không đủ độ ổn định và mô-men xoắn cho đường kính này.
Danh mục này tổng hợp các dụng cụ dành cho bốn quá trình phụ hoàn thiện bề mặt và cạnh đá. Các bảng so sánh dưới đây được tổ chức theo quá trình phụ, không phải theo tên sản phẩm, bởi việc chọn đúng dụng cụ đòi hỏi Quý khách phải xác định vị trí ứng dụng trong quy trình gia công, chứ không chỉ dựa vào mã sản phẩm.
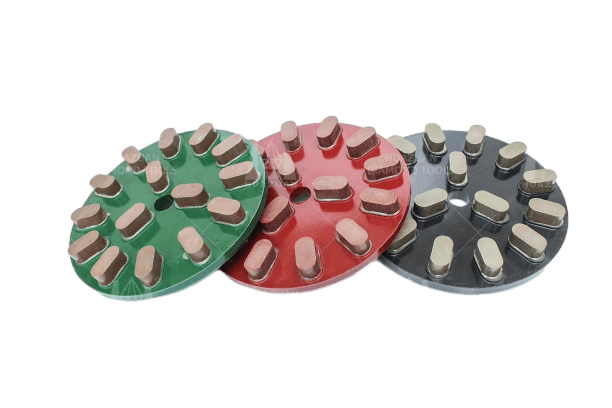
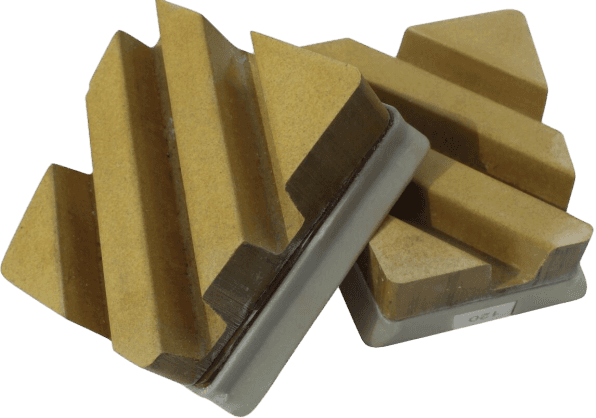
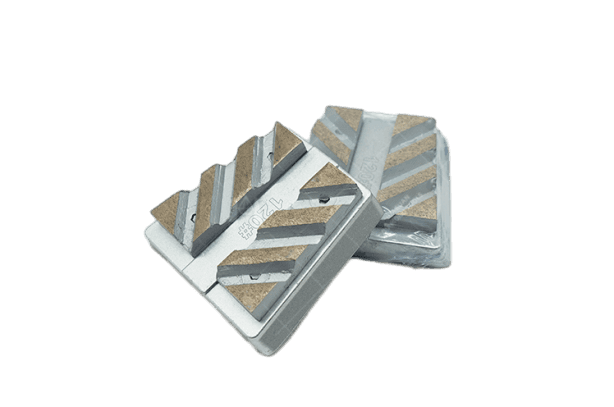
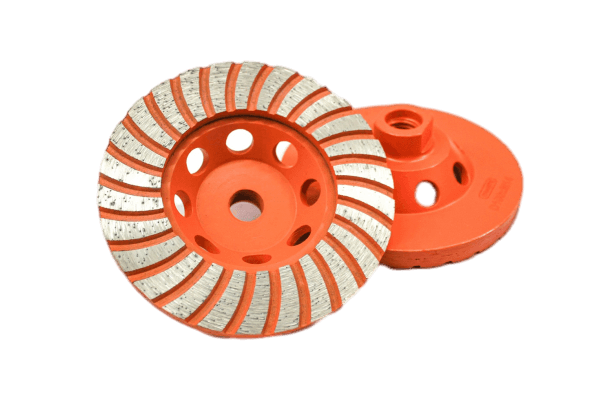
Mài bề mặt là giai đoạn đầu sau cắt — xử lý sai lệch độ dày, loại bỏ vết cắt bằng máy cưa, chuẩn bị mặt đá cho công đoạn đánh bóng. Dụng cụ áp dụng cho dây chuyền đánh bóng liên tục hoặc máy mài độc lập.
Sản phẩm | Chất kết dính | Dải độ nhám | Khô / Ướt | Thiết bị khuyến nghị | Ứng dụng tối ưu |
|---|---|---|---|---|---|
Đĩa mài cốc kim cương | Chất kết dính kim loại | 16–120 nhám | Ướt hoặc khô | Máy mài góc, máy mài sàn, máy mài cạnh | San phẳng bề mặt tấm; phục hồi phẳng sàn; vát cạnh; loại bỏ lớp phủ epoxy |
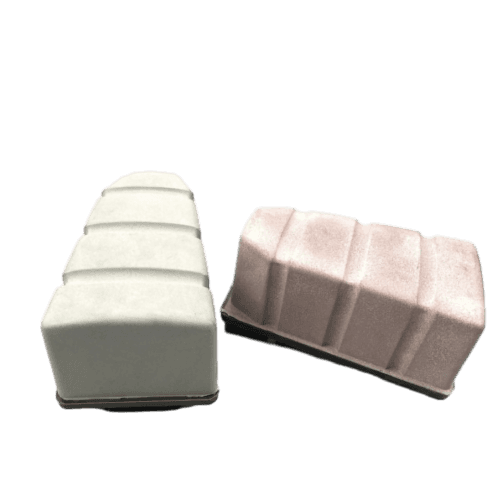
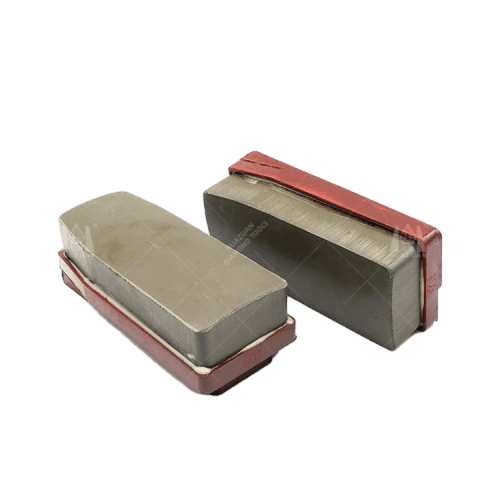
Fickert kim cương kết dính kim loại | Chất kết dính kim loại | 24–120 nhám | Ướt | Dây chuyền đánh bóng liên tục, máy hiệu chuẩn tự động | Hiệu chuẩn số lượng lớn tấm đá; mài bề mặt đá granite; loại bỏ vật liệu dư chuẩn bị đánh bóng |
Fickert kim cương kết dính nhựa | Chất kết dính nhựa | 120–400 nhám | Ướt | Dây chuyền đánh bóng liên tục | Mài chuyển đổi giữa loại bỏ vật liệu và đánh bóng; loại bỏ vết trầy trên tấm đá cẩm thạch & granite |
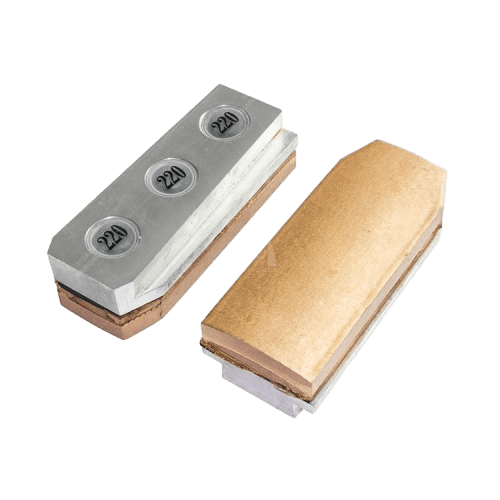
Frankfurt kim cương kết dính kim loại | Chất kết dính kim loại | 24–80 nhám | Ướt | Máy hiệu chuẩn đánh bóng | Hiệu chỉnh tấm đá cẩm thạch và granite; chuẩn hóa độ dày trước đánh bóng |
Abrasive magnesite & tổng hợp | Magnesite / hợp chất tổng hợp | Trung bình–mịn | Ướt | Dây chuyền đánh bóng liên tục | Tăng sáng đá cẩm thạch; giai đoạn đánh bóng chuyển tiếp giữa mài và hoàn thiện cuối |
Đĩa mài kết dính kim loại/nhựa | Chất kết dính kim loại hoặc nhựa | Thô–trung bình | Ướt hoặc khô | Máy mài góc, máy mài bề mặt | Mài bề mặt phẳng; loại bỏ khuyết tật; hoàn thiện trước dây chuyền đánh bóng |
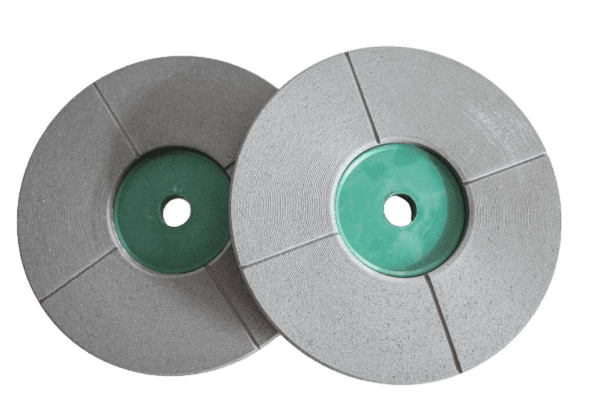
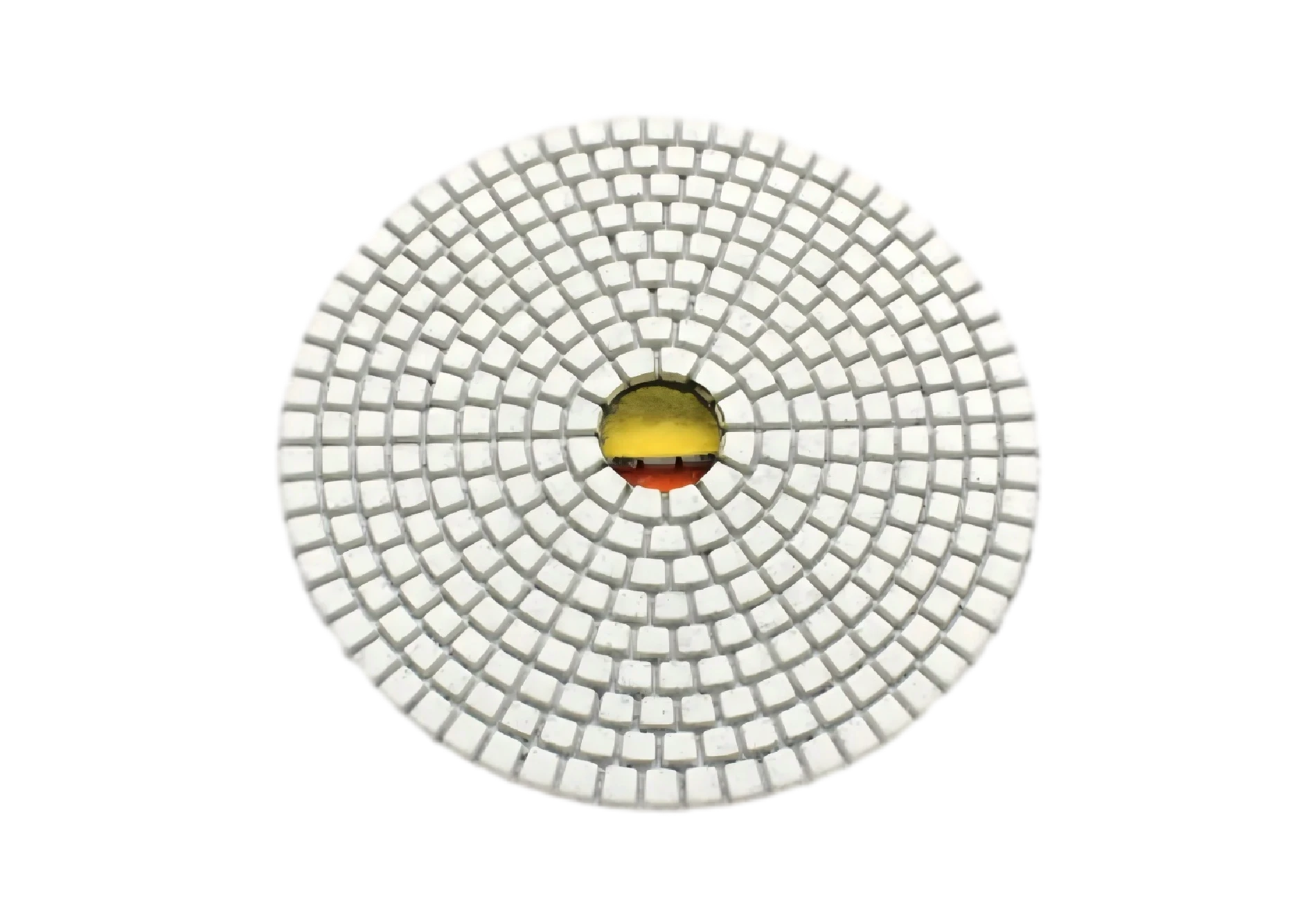
Đánh bóng diễn ra sau mài, yêu cầu tiến trình độ nhám có hệ thống từ thô tới mịn. Dãy tiêu chuẩn 7 bước (50# → 100# → 200# → 400# → 800# → 1500# → 3000# + Buff) được sử dụng để tạo hiệu ứng gương cho đá granite và đá cẩm thạch. Chuỗi rút gọn (3 bước, 5 bước) thích hợp cho đá mềm hoặc khi tấm đã được hoàn thiện cần chỉ tăng bóng cuối.
Sản phẩm | Chất kết dính | Độ nhám / Giai đoạn | Khô / Ướt | Thiết bị khuyến nghị | Ứng dụng tối ưu |
|---|---|---|---|---|---|
Pad đánh bóng kim cương (kết dính nhựa) | Chất kết dính nhựa | 50# → 3000# + Buff | Ướt (ưu tiên) hoặc khô | Máy đánh bóng cầm tay, máy đánh bóng tấm tự động, máy đánh bóng cạnh | Dãy nhám toàn diện cho granite, cẩm thạch, thạch anh; chuỗi 7 bước tạo bóng gương; hoàn thiện bóng cạnh |
Frankfurt kim cương kết dính nhựa | Chất kết dính nhựa | 200–3000 nhám | Ướt | Dây chuyền đánh bóng liên tục, máy tự động | Các giai đoạn đánh bóng cuối cho tấm đá cẩm thạch và đá vôi; tinh chỉnh độ bóng cho đá mềm |
Đĩa đánh bóng | Chất kết dính nhựa | 400–3000 nhám | Ướt | Máy đánh bóng cầm tay, máy cầu đánh bóng | Hoàn thiện bóng bề mặt; đánh bóng bia mộ & công trình tưởng niệm; mảnh đá tùy chỉnh nhỏ |
Bàn chải kim cương tạo hiệu ứng cổ | Vật liệu linh hoạt nung kết | Thô–trung bình | Ướt | Máy bàn chải, máy mài góc | Tạo bề mặt giả cổ/chất da cho granite & cẩm thạch; hoàn thiện bề mặt sàn và tường |
Dụng cụ tạo hình cạnh cho phép tạo các mẫu cạnh và khoét lỗ đặc trưng cho sản phẩm cuối cùng — cạnh bầu, cạnh sóng, cạnh vát, cạnh đổ thác của mặt bàn; khoét lỗ chậu rửa; vát cạnh sàn. Những dụng cụ này sử dụng trên máy tiện CNC, máy đánh bóng cạnh và máy mài góc.
Sản phẩm | Chất kết dính | Vật liệu | Khô / Ướt | Thiết bị khuyến nghị | Ứng dụng tối ưu |
|---|---|---|---|---|---|
Bánh mài tiện mẫu kim cương | Nung kết / hàn chân không | Đá granite, cẩm thạch, thạch anh, ceramic | Ướt | Máy đánh bóng cạnh, máy tiện CNC | Gia công mẫu cạnh mặt bàn (bầu, sóng, vát, đổ thác); tạo hình tự động chuỗi sản xuất |
Dao tiện CNC kim cương | Nung kết (đá cứng) / hàn chân không (đá mềm) | Granite, cẩm thạch, thạch anh, thủy tinh, ceramic | Ướt | Máy tiện CNC, máy đánh bóng cạnh, máy mài góc | Tạo mẫu cạnh; xử lý mép ghép; cắt rãnh; tuổi thọ cao hơn 50 lần so với carbide trên đá granite |
Bánh mài tròn CNC khoét lỗ chậu rửa kim cương | Nung kết | Granite, cẩm thạch, đá tổng hợp | Ướt | Máy cưa cầu CNC, máy tiện CNC | Gia công khoét lỗ chậu và lavabo; tiền tiện mẫu lỗ mặt bàn; chế tạo CNC tự động |
Dao ngón CNC cắt lỗ bên trong kim cương | Nung kết | Granite, cẩm thạch, thạch anh, ceramic | Ướt | Máy tiện CNC, máy cưa cầu | Gia công lỗ vòi; bo góc bên trong; khởi đầu cắt lỗ; thay thế máy cưa nhỏ cho đá cứng |
Dụng cụ khắc được dùng trên máy khắc CNC phục vụ lettering công trình tưởng niệm, điêu khắc nổi, chế tác họa tiết trang trí 2D/3D và sản phẩm thiết kế cá nhân. Lựa chọn chất kết dính — nung kết cho granite, hàn chân không cho cẩm thạch — quyết định chất lượng nét khắc và tuổi thọ dụng cụ khi thi công chi tiết.
Sản phẩm | Chất kết dính | Vật liệu | Khô / Ướt | Thiết bị khuyến nghị | Ứng dụng tối ưu |
|---|---|---|---|---|---|
Dao khắc CNC kim cương | Nung kết nhám mịn / hàn chân không | Granite, cẩm thạch, đá vôi, ceramic | Khô hoặc ướt | Máy khắc CNC | Khắc chữ bia mộ; điêu khắc nổi; tạo hoạ tiết trang trí 2D/3D; khắc công trình tưởng niệm |
Dao tiện CNC kim cương | Hàn chân không nhám mịn | Cẩm thạch, đá vôi, đá mềm | Khô hoặc ướt | Máy tiện CNC, máy khắc | Khắc chữ tỉ mỉ; hoạ tiết kiến trúc; chế tác bề mặt điêu khắc trên đá mềm |
Việc lựa chọn dụng cụ trong nhóm này phụ thuộc vào vị trí của quý khách trong trình tự gia công, chủng loại vật liệu đá và cấu hình máy móc. Hướng dẫn lựa chọn nhanh dưới đây liên kết các thao tác phổ biến với dụng cụ phù hợp. Chi tiết logic lựa chọn theo từng phân đoạn gia công được trình bày bên dưới.
| Nhiệm vụ gia công của quý khách | Dụng cụ sử dụng | Thông số quan trọng |
|---|---|---|
| San phẳng & hiệu chỉnh bề mặt tấm đá | Fickert hợp kim hoặc Frankfurt liên kết kim loại → Fickert liên kết nhựa | Khởi đầu bằng hạt 24–80; tiến đến 200–400 trước trình tự đánh bóng |
| Đánh bóng gương cho mặt bàn đá granite | Đĩa đánh bóng kim cương — trình tự 7 bước nhựa (50# → 3000# + Buff) | Đánh bóng ướt; duy trì tốc độ RPM ổn định; thực hiện đầy đủ các bước hạt |
| Tạo hiệu ứng cổ / bề mặt da cho đá | Bàn chải cổ kim cương | Hạt thô; ướt hoặc khô; duy trì áp lực đều trên bề mặt |
| Gia công cạnh mặt bàn (bullnose, ogee, vát) | Bánh mài định hình hoặc mũi router kim cương | Chọn loại liên kết phù hợp với độ cứng đá: dạng nung kết cho granite/quartz, dạng hàn chân không cho marble |
| Cắt chậu rửa/basin (CNC) | Mũi khoan lỗ để tạo điểm vào → Bánh mài tang trống để định hình → Mũi router cho viền cạnh | Thực hiện toàn bộ các bước trên một hệ CNC; luôn sử dụng chế độ ướt |
| Khắc chữ bia tưởng niệm / khắc 2D-3D | Mũi khắc kim cương (máy khắc CNC) | Hạt nhỏ dạng hàn chân không cho marble; dạng nung kết cho granite; kiểm soát tốc độ cấp liệu là yếu tố then chốt |
| Mài sàn bê tông & chuẩn bị phủ bề mặt | Bánh mài cup kim cương (T-segment để loại bỏ lớp phủ; double-row để san phẳng) | Liên kết kim loại; chế độ khô hoặc ướt; chọn hạt phù hợp với chỉ số PSI của bê tông |
Hầu hết dụng cụ mài và đánh bóng của Dinosaw Machine được thiết kế với đế dán Velcro (hook-and-loop) hoặc ren M14 tiêu chuẩn. Đối với máy dây chuyền đánh bóng liên tục (định dạng Fickert / Frankfurt), quý khách vui lòng xác nhận số đầu mài và kích thước khay chứa phân đoạn. Đối với dụng cụ router CNC và dụng cụ khắc, hãy xác nhận taper trục, đường kính cán (thường 6mm hoặc 8mm cho mũi khắc), và tốc độ RPM tối đa. Dụng cụ của Dinosaw đã được kiểm tra trên máy mài & đánh bóng của Dinosaw và tương thích với hầu hết các thương hiệu máy khác trên thị trường. Nếu còn nghi vấn, quý khách vui lòng yêu cầu danh mục kiểm tra tương thích theo chủng loại và model máy.
Dinosaw Machine vận hành hai cơ sở sản xuất chuyên dụng: một dành cho thiết bị gia công đá và một dành cho dụng cụ kim cương. Điều này đảm bảo đội ngũ kỹ sư thiết lập thông số cắt cho các thiết bị của Dinosaw trực tiếp phối hợp với đội ngũ sản xuất dụng cụ. Nhà sản xuất OEM lưỡi cưa, nhà phân phối dụng cụ và các nhà máy gia công quy mô lớn có thể tiếp cận trực tiếp nguồn cung này.
Đối với các nhà máy xây dựng hoặc mở rộng dây chuyền gia công đá, Dinosaw Machine cung cấp thông số dụng cụ đồng bộ cho tất cả các bước: cắt, mài, đánh bóng, khoan — qua một đầu mối kỹ thuật duy nhất, giúp giảm chi phí điều phối giữa nhiều nhà cung cấp tiêu hao.
Chọn hệ thống CNC, công suất động cơ và mức tự động hóa theo nhu cầu để tối ưu hiệu suất.
Tùy chỉnh kích thước bàn, chiều dài ray và độ dày cắt phù hợp không gian xưởng, quy mô tấm đá.
Dịch vụ thương hiệu OEM với màu sắc máy và logo sản phẩm tùy chỉnh trên phần cứng & giao diện phần mềm.
 Tiếng Việt
Tiếng Việt
Nhận giải pháp dễ dàng
Trò chuyện trực tuyến
Xin chào, tôi là Lizzy từ Dinosaw (không phải robot). Quý khách quan tâm đến dòng Máy nào? Vui lòng liên hệ WhatsApp với chúng tôi ngay
Xin chào 👋 Quý khách cần hỗ trợ kỹ thuật gì?
 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Português
Português Español
Español Deutsch
Deutsch العربية
العربية Français
Français Русский
Русский 한국어
한국어