



 English
English 中文
中文



Sig.ra Lizzy
Ciao, sono Lizzy di DINOSAW (non sono un robot). Quale macchina (modello) ti interessa? Contattaci subito su WhatsApp
Orari di Apertura:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 10, 20255 MIN DI LETTURA
Oct 10, 20255 MIN DI LETTURA Oct 10, 20255 MIN DI LETTURA
Oct 10, 20255 MIN DI LETTURAGuida passo-passo alla manutenzione del tornio per pietra, dalla calibrazione delle ruote guida alla risoluzione degli allarmi. Impara a verificare l'usura degli utensili diamantati e a gestire il controllo della polvere.
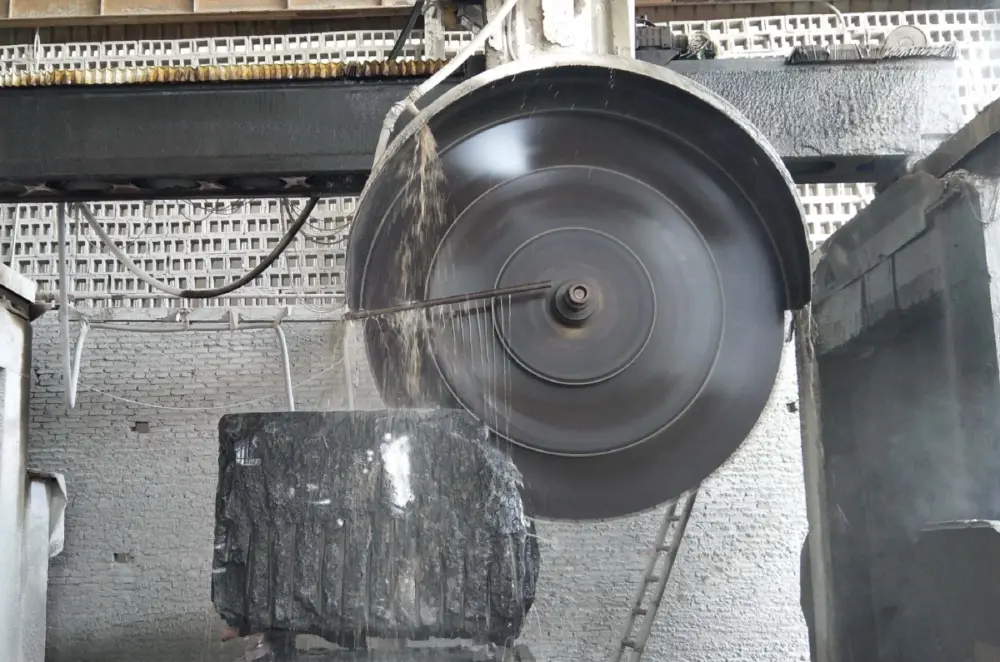
Un tornio CNC per pietra ben mantenuto è sinonimo di profitto. Per mantenere la precisione stabile e ridurre i tempi di fermo, routine disciplinate sono imprescindibili. Questa guida offre a operatori e squadre di manutenzione Procedure Operative Standard (SOP), diagrammi di flusso per la risoluzione dei problemi e programmi di manutenzione preventiva per il tuo tornio per pietra.
Seguendo questi passaggi potrai prolungare la vita dei componenti critici, garantire la sicurezza dell'operatore e mantenere la qualità dei pezzi che i tuoi clienti si aspettano.
Richiedi il nostro PDF con la checklist di manutenzione settimanale/mensile.
La costanza è fondamentale. Applica queste SOP per standardizzare le operazioni e ridurre gli errori.
Prima di iniziare, esegui un'ispezione visiva della macchina, controllando eventuali perdite o componenti allentati. Sul CNC, carica il programma corretto; sul PLC, seleziona la ricetta giusta. Durante il cambio produzione, assicurati che il nuovo pezzo sia ben bloccato e centrato, e che l'utensile corretto sia installato.
La calibrazione regolare è essenziale per la precisione. Include la misurazione della lunghezza utensile e, soprattutto, la calibrazione delle ruote guida per garantire la correttezza del percorso di taglio. Segui il programma di lubrificazione per tutte le guide e le parti mobili, utilizzando il lubrificante specificato dal produttore.

Quando si presentano problemi, un approccio strutturato alla risoluzione consente di risparmiare tempo. Ecco i sintomi e le soluzioni più comuni:
| Sintomo | Causa potenziale | Diagnosi & Azione |
|---|---|---|
| Vibrazioni / Battiti | Utensile usurato; bloccaggio non sicuro; velocità/avanzamento errati. | Ispeziona/sostituisci utensile diamantato. Verifica che il pezzo sia ben fissato. Riduci i giri/min e regola l'avanzamento. Vedi [Comprendere le vibrazioni]. |
| Finitura superficiale scadente | Utensile smussato; parametri errati; refrigerante insufficiente. | Sostituisci l'utensile. Aumenta i giri/min/diminuisci l'avanzamento per la passata di finitura. Controlla ugelli di refrigerante e polvere. |
| Inaccuratezza dimensionale | Errore compensazione usura utensile; guide allentate. | Rimisura gli offset utensile. Controlla le guide per eventuali giochi e regola se necessario. |
| Slittamento mandrino | Pressione di serraggio errata; ganasce sporche. | Regola la pressione idraulica. Pulisci le ganasce e la superficie del pezzo. |
| Allarme CNC (Fine corsa asse) | Programmazione errata; finecorsa difettoso. | Controlla il G-code per movimenti fuori area. Muovi manualmente l'asse fuori dal finecorsa e testa il funzionamento dell'interruttore. |
| Guasto I/O PLC | Cablaggio allentato; sensore/attuatore difettoso. | Verifica la schermata diagnostica PLC per localizzare il guasto. Controlla collegamenti di cablaggio e sensori/attuatori. |
| Guasto flusso refrigerante | Filtro o ugelli ostruiti; pompa guasta. | Pulisci filtro e ugelli. Controlla motore e girante della pompa. |
| Errore comunicazione HMI | Cavo Ethernet/seriale allentato; conflitto indirizzo IP. | Ricollega i cavi di comunicazione. Riavvia HMI e controllore. Controlla le impostazioni di rete. |
| Deriva parametri | Modifiche non autorizzate; picco di tensione durante la scrittura. | Ricarica da un backup parametri valido. Implementa livelli di controllo accessi. |
| Guasto interblocco di sicurezza | Interruttore porta disallineato; pulsante di emergenza difettoso. | Controlla la chiusura porta e l'allineamento dell'interruttore. Testa il circuito di emergenza per la continuità. |
| Il motore principale non parte | Direzione automatica a fine corsa; relè termico scattato | Verifica se è stato raggiunto il fine corsa; resetta il relè termico; controlla il segnale di direzione automatica. |
| Il motore di sollevamento sale ma non scende | Errore segnale fibra/finecorsa; contaminazione | Verifica il segnale fibra/finecorsa; pulisci le fibre ottiche; controlla il cablaggio. |
| Il ciclo automatico si ferma dopo il primo taglio | Segnale conteggio pezzi anomalo | Controlla il sensore di conteggio; verifica il cablaggio degli impulsi; sostituisci il sensore se instabile. |
| Allarme inverter (VFD) | Sovraccarico; lubrificazione insufficiente; cuscinetti danneggiati; parametri errati | Controlla il carico esterno; verifica lubrificazione e cuscinetti mandrino; controlla i parametri dell'inverter secondo manuale; sostituisci l'inverter se danneggiato. |
| Display acceso ma nessuna operazione | Fusibile bruciato; tensione ingresso/uscita anomala | Controlla e sostituisci i fusibili; verifica che le tensioni di alimentazione e PSU di controllo siano nei limiti. |
| Display acceso, altre funzioni OK, ma display testa non funziona | Segnale di ingresso alla testa allentato; modulo testa guasto | Ricollega i connettori; verifica la continuità dei cavi segnale; sostituisci il display testa se confermato guasto. |
Gli operatori esperti condividono spesso suggerimenti preziosi:
"Ascolta sempre la tua macchina; un cambio di suono è il primo segnale di un problema."
"Usa un comparatore per controllare la concentricità dopo il bloccaggio di un nuovo pezzo, non fidarti solo del mandrino."
"Per una profilatura profonda, eseguila in più passate leggere anziché in un unico taglio pesante per ridurre sollecitazioni e usura utensile."
"Tieni un registro delle impostazioni per i diversi tipi di pietra; risparmia ore di tentativi." .

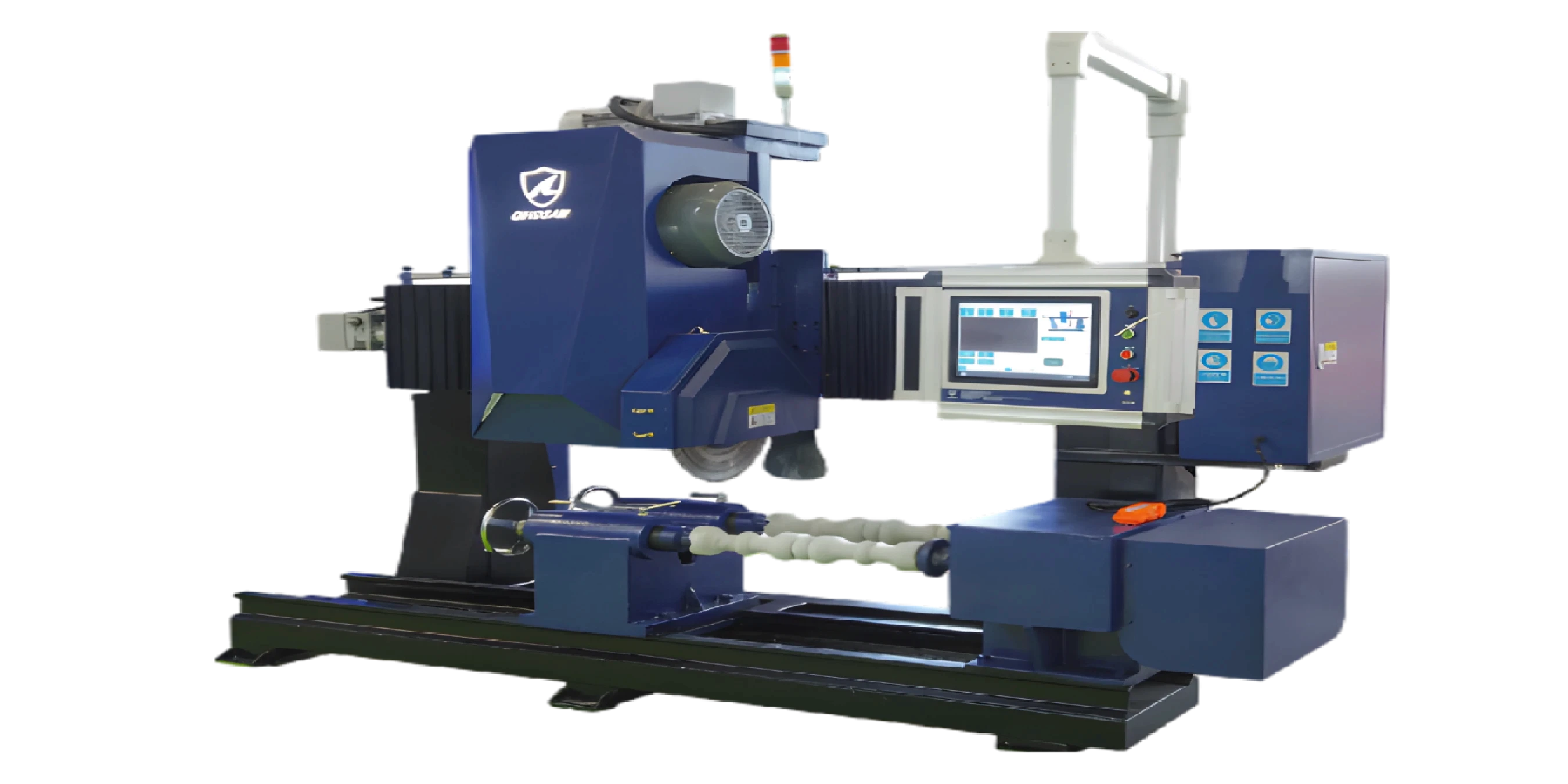
Se incontri un problema che non riesci a risolvere, il nostro team di supporto è a disposizione. Contattaci per una diagnosi remota o per fissare una visita di assistenza per la tua fresatrice a ponte a taglio bidirezionale.
Esegui controlli rapidi delle condizioni prima di iniziare qualsiasi lavorazione.
Esegui sempre il backup prima di apportare modifiche e conserva una copia fuori macchina.
Un setup corretto richiede di verificare l'appoggio del pezzo, il bloccaggio sicuro e un adeguato supporto.
Utilizza sia l'ispezione visiva che il monitoraggio CNC.
È necessario combinare Dispositivi di Protezione Individuale (DPI) obbligatori e un efficace sistema di taglio ad acqua.
 Italian
Italian
Soluzione Facile e Veloce
Chat Online
Ciao, sono Lizzy di DINOSAW (non sono un robot). Quale macchina (modello) ti interessa? Contattaci subito su WhatsApp
Ciao 👋 Come possiamo aiutarti?