




 English
English 中文
中文 Italian
Italian Português
Português Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Ms.Lizzy
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Çalışma Saatleri:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 2, 20255 DAKİKALIK OKUMA
Oct 2, 20255 DAKİKALIK OKUMA Oct 2, 20255 DAKİKALIK OKUMA
Oct 2, 20255 DAKİKALIK OKUMA5 eksenli köprülü kesme makinası ile güvenilir taş kesimi için bileşenleri, çalışma aralıklarını, reçeteleri, arıza belirtilerini ve PLC/fieldbus seçeneklerini öğrenin.
Mühendisler ve bakım ekipleri için güvenilir üretim, ekipmanın öngörülebilir performansına bağlıdır. 5 eksenli CNC köprülü kesme makinasının temel mimarisini, bileşenlerin çalışma aralıklarını ve olası arıza modlarını anlamak, kesintisiz çalışma süresini en üst düzeye çıkarmak ve kesim kalitesini sağlamak için kritik öneme sahiptir. Bu teknik rehber, DINOSAW WZQJ-5N modelini ayrıntılı olarak inceleyerek, etkili entegrasyon, kullanım ve bakım planlaması için gerekli bilgileri sunar.
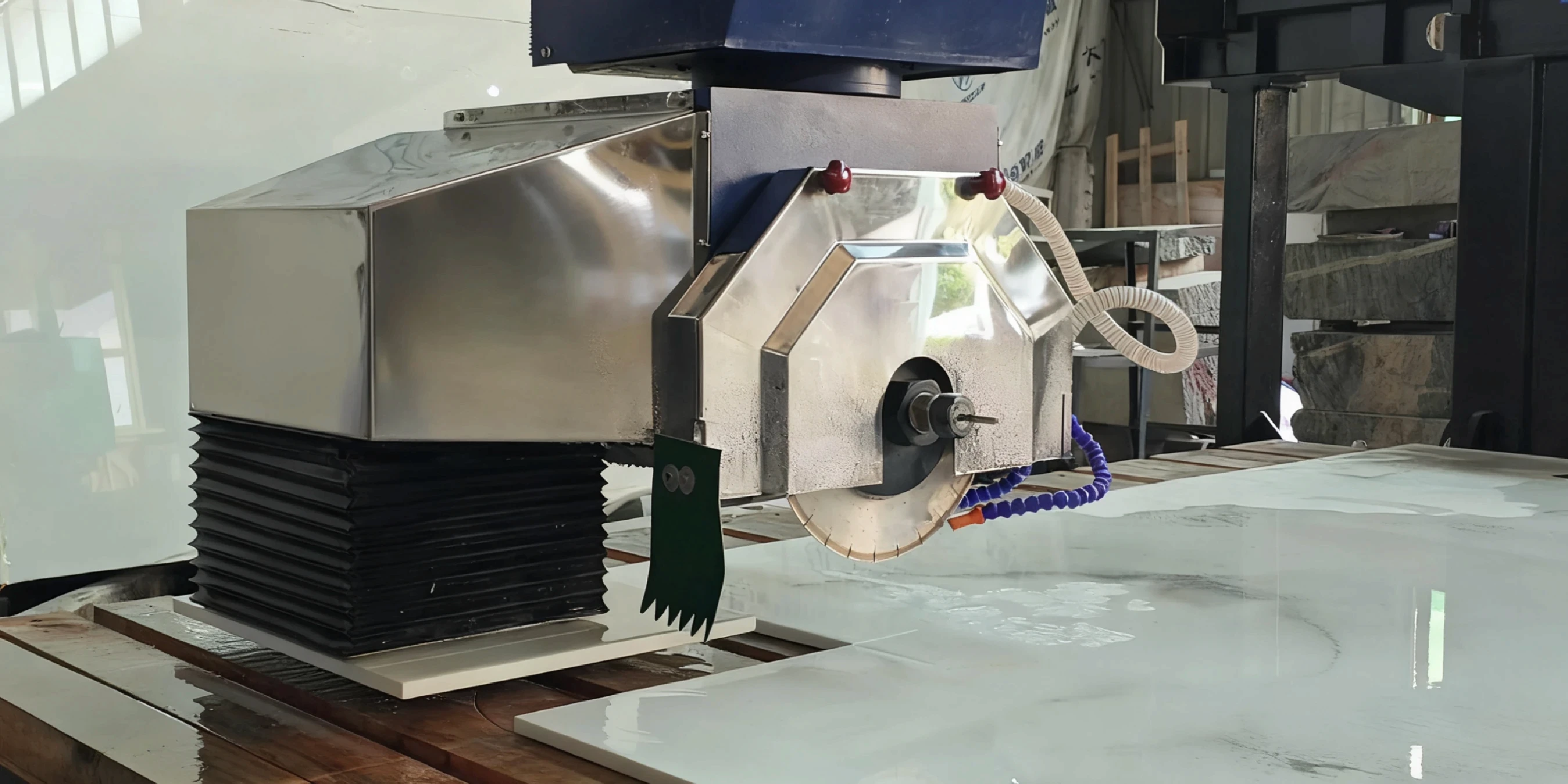
Makinenin tasarımı, 0–90° A ekseni eğimi ve 360° C ekseni dönüşüne sahip bir kafayı destekleyen monoblok köprü yapısı etrafında şekillenmiştir. Bu yapı, yüksek hassasiyetli 18,5 kW iş mili ile güçlendirilmiş olup, DDX CNC kontrol sistemi tarafından yönlendirilir ve DXF/DWG dosyalarını doğrudan içe aktarır. Entegre kamera yerleştirme, su soğutma sistemi ve vakum tabanlı malzeme taşıma sistemi gibi önemli alt sistemler de bulunmaktadır.

5 eksenli köprülü kesme makinası, mekanik, elektriksel ve yazılımsal bileşenlerin bir arada çalıştığı bütünleşik bir sistemdir. Yapısına dair daha detaylı bilgi için CNC Köprülü Kesme Makinasının Anatomisi rehberimize göz atabilirsiniz.

Her bir bileşenin çalışma sınırlarını bilmek, programlama ve bakım için hayati öneme sahiptir. Daha geniş bir pazar karşılaştırması için En İyi Taş CNC Makinası Türleri rehberimize bakabilirsiniz.
| Bileşen | Teknik Özellik / Aralık | Mühendislik Notu |
|---|---|---|
| İş Mili | Motor gücü: 18,5 kW (Ø600 mm bıçak modeli için) / 22 kW (Ø800 mm bıçak modeli için); Devir aralığı: bıçak üreticisinin tablosuna göre, sahada kalibre edilir. | Devir/dakika, bıçak çapı ve malzeme sertliğine uygun olmalı; aksi halde camlaşma veya aşırı aşınma oluşabilir. |
| Bıçak Çapı | Ø600 mm (23,6 inç) standart; Ø800 mm (31,5 inç) opsiyonel | Daha büyük bıçaklar, tek geçişte daha derin kesim sağlar; ancak ilerleme hızının ayarlanması gerekir. |
| Eksen Hareketleri | X: 3,2 m (126 inç); Y: 2,0 m (78,7 inç); Z: 0,45 m (17,7 inç) | Maksimum işlenebilir plaka boyutlarını ve kesim derinliğini tanımlar. |
| A Ekseni (Eğim) | 0–90° | Gönye kesimi ve açılı delme işlemlerini mümkün kılar. |
| C Ekseni (Dönüş) | 0–360° | Plakayı döndürmeden kavisli kesim ve profil oluşturmayı sağlar. |
| Vakumlu Taşıma | Maksimum emiş kapasitesi: 200 kg (≈ 440 lb) | Emiş bütünlüğü kritiktir. Contaları ve pompa basıncını düzenli olarak kontrol edin. |
| Kamera Sistemi | Lazer konumlamalı HD Kamera | Plaka kalınlığını ve takım boyutunu otomatik ölçerek yerleşimi optimize eder. |
| Takım Seçenekleri (Opsiyonel) | Freze takımı (5+1 eksen konfigürasyonu); Tipik freze ilerleme hızı: 0,8 m/dk (≈ 31,5 inç/dk) | Delme, kenar parlatma ve diğer frezeleme işlemleri için ek yetenekler kazandırır. |
| Taşıma Seçenekleri (Opsiyonel) | CAM entegre vakum emiş | Parçaların işlem sırasında güvenli şekilde yeniden konumlandırılmasını sağlar ve fazla kesimi önler. |
Not: Makine, seçilen opsiyonlara göre standart 5 eksenli kesme, 5+1 eksenli (freze takımlı) veya 5+2 eksenli (freze takımı ve vakum emişli) olarak yapılandırılabilir (üretici bildirimiyle).
Yaygın sorunların erken teşhisi, malzeme israfını ve maliyetli duruşları önleyebilir.
5 eksenli köprülü kesme makinası, modern dijital üretim süreçlerine entegre olacak şekilde tasarlanmıştır.
Optimal ayarlar, malzeme özelliklerine göre değişir ve ASTM standart test yöntemleriyle doğrulanabilir. Aşağıdaki değerler, sahada iyileştirilecek muhafazakar başlangıç noktalarıdır.

Kuvarsta Ø600 mm bıçak için güvenli devir aralığı, bıçak ve malzemeye göre değişir; bıçak tedarikçisinin tablosuna bakın ve yanma veya çatlamayı önlemek için ayarlayın. Çok yüksek devirde çalışmak reçinenin yanmasına ve bıçağın erken aşınmasına, çok düşük devirde ise çatlamalara neden olabilir.
Takım telafisi, bıçağın çapı ve aşınmasını dikkate alarak takım yolunu otomatik olarak ayarlar. Gönye kesimlerinde, kesim noktasının programlanan hatta tam olarak kalmasını sağlar ve manuel ayara gerek kalmadan sıkı ve hassas birleşimler elde edilir.
Evet, opsiyonel arayüz kitiyle; makina, OPC UA üzerinden veri noktalarını paylaşabilir. Bu sayede çevrim süreleri, hata kodları ve malzeme kullanımı gibi temel üretim metrikleri, fabrika genelinde SCADA veya MES sistemine kaydedilebilir ve analiz edilebilir.
Kırılgan malzemeler olan seramiklerde bol ve sürekli soğutucu akışı çok önemlidir. Hedef, kesim bölgesinin her iki tarafında da tam taşkınlık sağlamaktır; akışı, talaş anında temizlenene ve buhar oluşmayana kadar artırın. Bu, NIOSH'un silika tozu bastırma için önerdiği temel bir kontrol önlemidir.
Kalibrasyon, makinenin HMI kontrol paneli üzerinden, yönlendirmeli bir prosedürle yapılır. Genellikle eksenlerin bilinen referans noktalarına taşınması veya sıfır pozisyonlarının ayarlanması için bir kalibrasyon aparatı kullanılır. Düzenli kalibrasyon, makinenin üretici tarafından bildirilen ±0,05 mm hassasiyetini korumak için gereklidir.
Köşe çatlakları genellikle yoğunlaşmış gerilmeden kaynaklanır. Bu, radyussuz keskin 90 derece takım yolu, yön değiştirirken çok hızlı ilerleme veya yetersiz soğutma sonucu oluşabilir. Köşelerde küçük bir yarıçaplı takım yolu kullanmak ve ilerleme hızını azaltmak bu sorunu azaltır. Bu iş için köprülü kesme makinası tercihinin diğer teknolojilere göre avantajları, Köprülü Kesme Makinası ve 5 Eksenli CNC Kesme Makinası Yatırım Rehberimizde detaylandırılmıştır.
 Türkçe
Türkçe
Kolay Çözüm Alın
Çevrim İçi Sohbet
Merhaba, ben Lizzy, Dinosaw’dan (Robot Değilim). Hangi makine (model) ile ilgileniyorsunuz? Lütfen şimdi WhatsApp ile bize ulaşın
Merhaba 👋 Size nasıl yardımcı olabiliriz?