




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Sra. Lizzy
Olá, aqui é a Lizzy da Dinosaw Machine (não sou um robô). Qual máquina (modelo) você está buscando? Fale conosco diretamente pelo WhatsApp.
Horário de Atendimento:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Oct 2, 20255 MIN DE LEITURA
Oct 2, 20255 MIN DE LEITURA Oct 2, 20255 MIN DE LEITURA
Oct 2, 20255 MIN DE LEITURAEntenda os componentes, faixas de operação, receitas, sinais de falha e opções de PLC/fieldbus para corte confiável de pedra com uma serra ponte de 5 eixos.
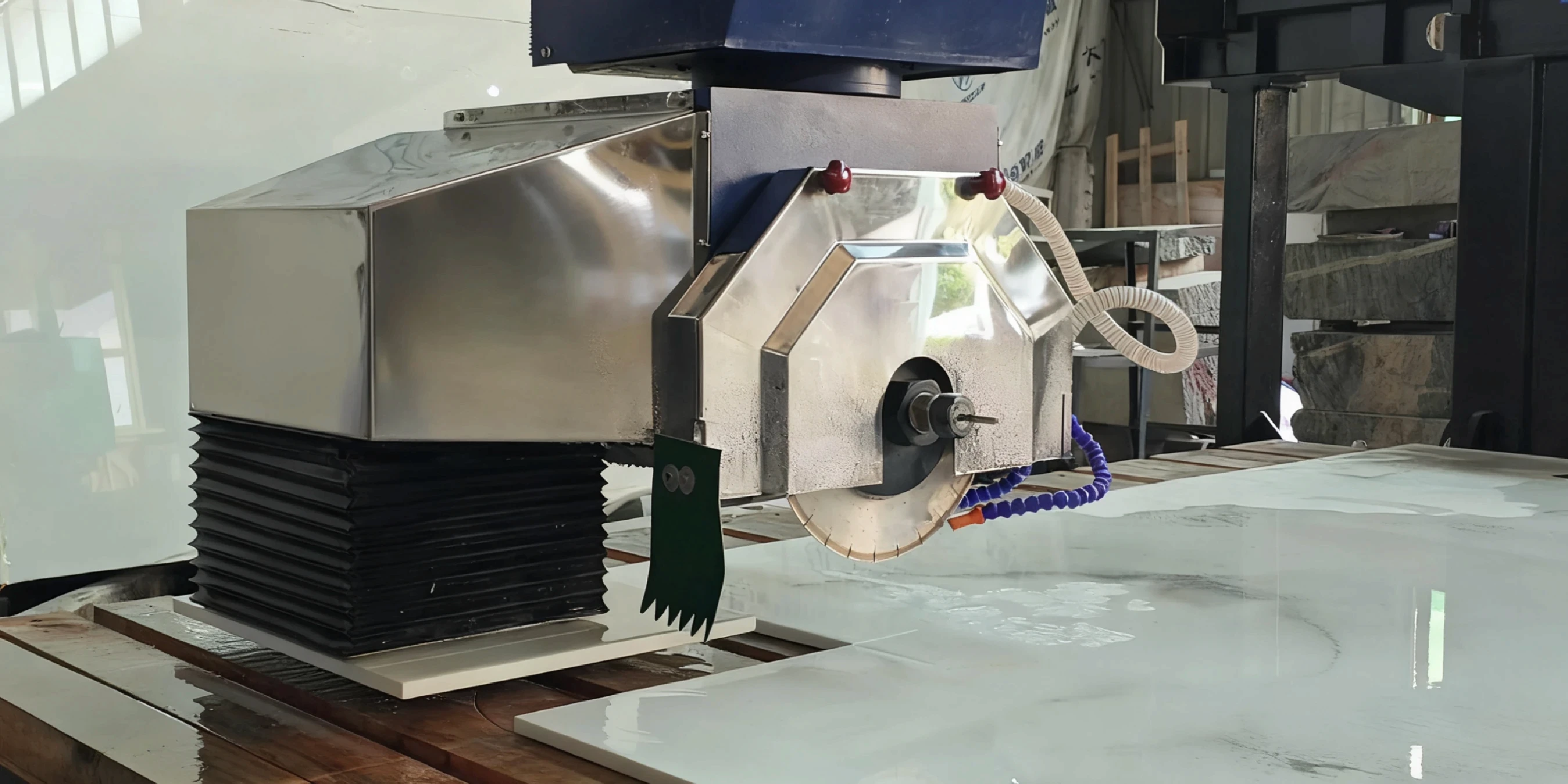
Para engenheiros e equipes de manutenção, a produção confiável depende do desempenho previsível dos equipamentos. Compreender a arquitetura central, as faixas de operação dos componentes e os modos potenciais de falha de uma serra ponte CNC de 5 eixos é fundamental para maximizar o tempo de atividade e garantir a qualidade do corte. Este guia técnico detalha a DINOSAW WZQJ-5N, fornecendo as informações necessárias para integração, operação e planejamento de manutenção eficazes.
O design da máquina é centrado em uma estrutura de ponte monobloco que suporta um cabeçote com inclinação do eixo A de 0–90° e rotação do eixo C de 360°. Isso é acionado por um spindle de alta precisão de 18,5 kW e guiado pelo sistema de controle CNC DDX, que importa arquivos DXF/DWG diretamente. Os principais subsistemas incluem aninhamento por câmera integrada, sistema de refrigeração por água e sistema de manuseio de materiais por vácuo.

A serra ponte de 5 eixos é um sistema coeso onde componentes mecânicos, elétricos e de software trabalham em conjunto. Uma análise mais aprofundada de sua estrutura está disponível em nosso guia Anatomia de uma Serra Ponte CNC.

Compreender os limites operacionais de cada componente é vital para programação e manutenção. Para uma comparação mais ampla do mercado, consulte nosso guia sobre os Melhores Tipos de Máquinas CNC para Pedra.
| Componente | Especificação / Faixa | Nota de Engenharia |
|---|---|---|
| Spindle | Potência do motor: 18,5 kW (modelo para disco Ø600 mm) / 22 kW (modelo para disco Ø800 mm); Faixa de RPM: conforme gráfico do fabricante do disco, calibrado no local. | O RPM deve corresponder ao diâmetro do disco e à dureza do material para evitar vitrificação ou desgaste excessivo. |
| Diâmetro do Disco | Ø600 mm (23,6 pol) padrão; Ø800 mm (31,5 pol) opcional | Discos maiores permitem cortes mais profundos em uma única passada, mas exigem ajuste da velocidade de avanço. |
| Cursos dos Eixos | X: 3,2 m (126 pol); Y: 2,0 m (78,7 pol); Z: 0,45 m (17,7 pol) | Define as dimensões máximas da chapa e profundidade de corte. |
| Eixo A (Inclinação) | 0–90° | Permite cortes em meia-esquadria e furação em ângulo. |
| Eixo C (Rotação) | 0–360° | Permite cortes curvos e perfilamento sem girar a chapa. |
| Manuseio a Vácuo | Capacidade máxima de sucção: 200 kg (≈ 440 lb) | A integridade da sucção é crítica. Verifique regularmente as vedações e a pressão da bomba. |
| Sistema de Câmera | Câmera HD com posicionamento a laser | Mede automaticamente a espessura da chapa e o tamanho da ferramenta para otimização do aninhamento. |
| Opções de Ferramentas (Opcional) | Ferramenta de fresagem (configuração 5+1 eixos); Avanço típico de fresagem: 0,8 m/min (≈ 31,5 pol/min) | Adiciona capacidades de furação, polimento de bordas e outras operações de fresagem. |
| Opções de Manuseio (Opcional) | Sucção a vácuo integrada ao CAM | Permite reposicionamento seguro das peças durante o processo e ajuda a evitar cortes excessivos. |
Nota: A máquina pode ser configurada como serra padrão de 5 eixos, serra 5+1 eixos (com ferramenta de fresagem) ou serra 5+2 eixos (com ferramenta de fresagem e sucção a vácuo), dependendo das opções selecionadas (segundo o fabricante).
O diagnóstico precoce de problemas comuns pode evitar desperdício de material e paradas onerosas.
A serra ponte de 5 eixos foi projetada para integrar-se a fluxos de trabalho de fabricação digital modernos.
As configurações ideais variam conforme as propriedades do material, que podem ser verificadas usando métodos de teste padrão ASTM. A seguir, pontos de partida conservadores a serem refinados no local.

A faixa segura de RPM para um disco Ø600 mm em quartzo varia conforme o disco e o material; consulte o gráfico do fornecedor do disco e ajuste para evitar queimar ou lascar. Operar com RPM muito alto pode causar queima da resina e desgaste prematuro do disco, enquanto RPM muito baixo pode causar lascamento.
A compensação da ferramenta ajusta automaticamente o caminho da ferramenta para considerar o diâmetro e o desgaste do disco. Para cortes em meia-esquadria, isso garante que o ponto de corte permaneça exatamente na linha programada, resultando em juntas precisas e justas sem ajustes manuais.
Sim, com o kit de interface opcional; a máquina pode expor pontos de dados via OPC UA. Isso permite registrar métricas-chave de produção como tempos de ciclo, códigos de erro e uso de material em um sistema SCADA ou MES de toda a fábrica para análise.
Um fluxo generoso e consistente de refrigerante é fundamental para cortar materiais frágeis como cerâmica. O objetivo é garantir inundação total da zona de corte em ambos os lados do disco; aumente o fluxo até que os detritos sejam removidos instantaneamente e não haja formação de vapor. Esta é uma medida de controle fundamental recomendada pelas práticas seguras de trabalho da NIOSH para supressão de poeira de sílica.
A calibração é realizada usando o painel de controle HMI da máquina, seguindo um procedimento guiado. Normalmente envolve mover os eixos para pontos de referência conhecidos ou usar um dispositivo de calibração para definir as posições zero. A calibração regular é essencial para manter a precisão de ±0,05 mm relatada pelo fabricante.
Trincas nos cantos geralmente são causadas por concentração de tensão. Isso pode resultar de um caminho de ferramenta reto de 90 graus sem raio, avanço muito rápido ao mudar de direção ou refrigeração insuficiente. Usar um caminho de ferramenta com pequeno raio nos cantos e reduzir a velocidade de avanço pode mitigar isso. A decisão de usar uma serra ponte em vez de outras tecnologias para esse trabalho é detalhada em nosso guia de investimento Serra Ponte vs. Serra CNC de 5 Eixos.
 Português
Português
Obtenha uma Solução Fácil
Atendimento Online
Olá, aqui é a Lizzy da Dinosaw Machine (não sou um robô). Qual máquina (modelo) você está buscando? Fale conosco diretamente pelo WhatsApp.
Olá 👋 Como podemos ajudar?