



 English
English 한국어
한국어





Lizzy 客服
您好,我是大鲨鱼机械的 Lizzy(真人在线)。想了解哪款设备?请直接通过微信联系我们。
 Sep 9, 20255分钟阅读
Sep 9, 20255分钟阅读 Sep 9, 20255分钟阅读
Sep 9, 20255分钟阅读完整的石材磨机设备选型指南。对比工业级与车间设备的参数、电力需求、安全标准。包含专家技术建议。
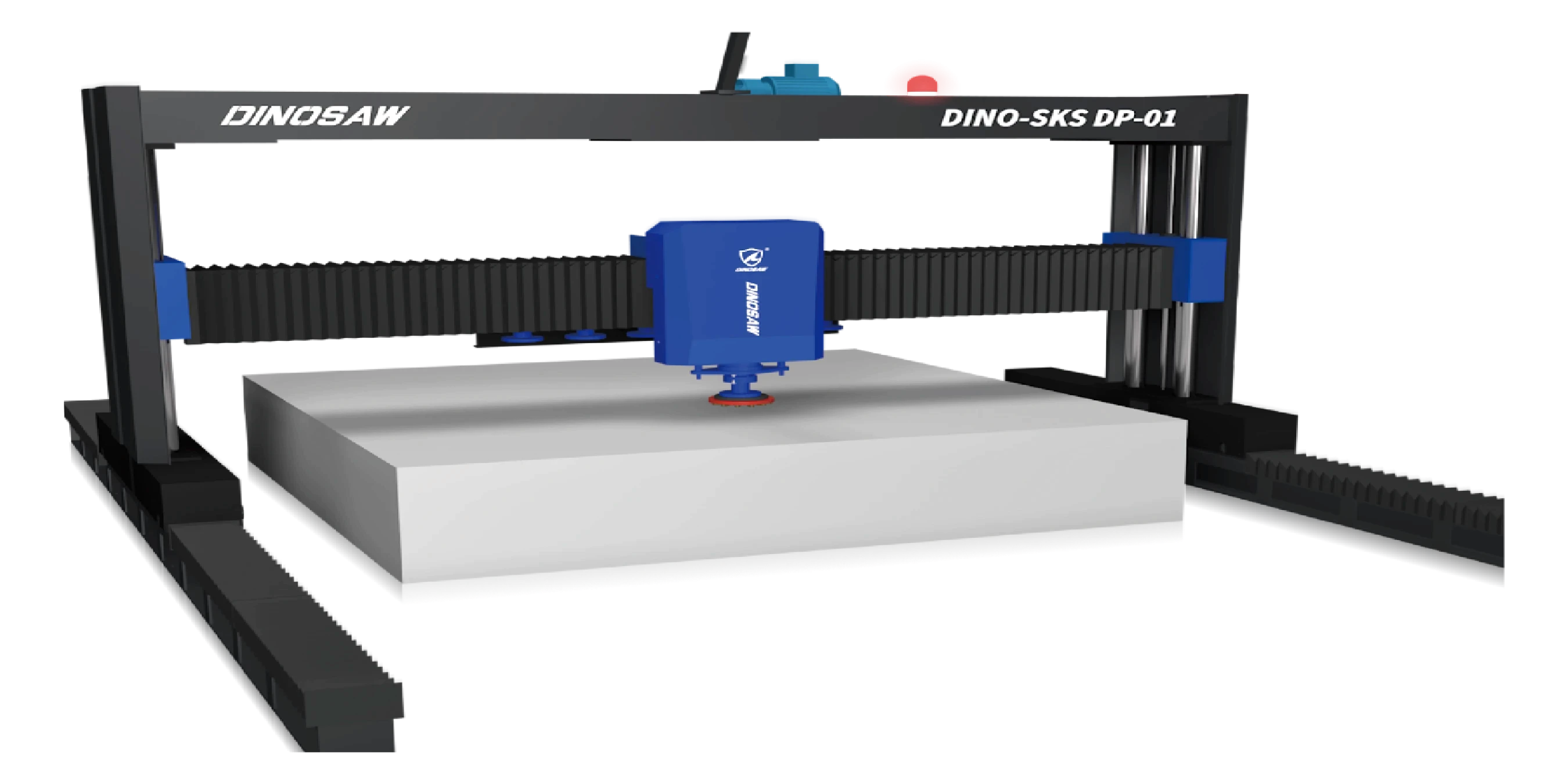
选择合适的石材磨机设备,关键在于三个因素:产量、加工石材类型以及工作空间布局。本指南为您提供每种场景下所需的具体参数,帮助您避开技术术语的困扰,轻松选对设备。首先要了解:工业生产需配备15-50马力系统以实现连续生产,而车间项目则使用1-10马力设备即可满足需求。选错设备不仅浪费时间和金钱,还可能带来安全合规风险。我们将根据您的实际需求,分解成简单的决策树。无论是新建厂房还是设备升级,读完本指南,您都能明确采购目标。
技术咨询服务:不确定石材磨削项目的最优参数?我们的设备专家可通过微信为您提供一对一技术咨询。


玻璃与石材组合:双材料设备可在切换材料时自动调整参数。
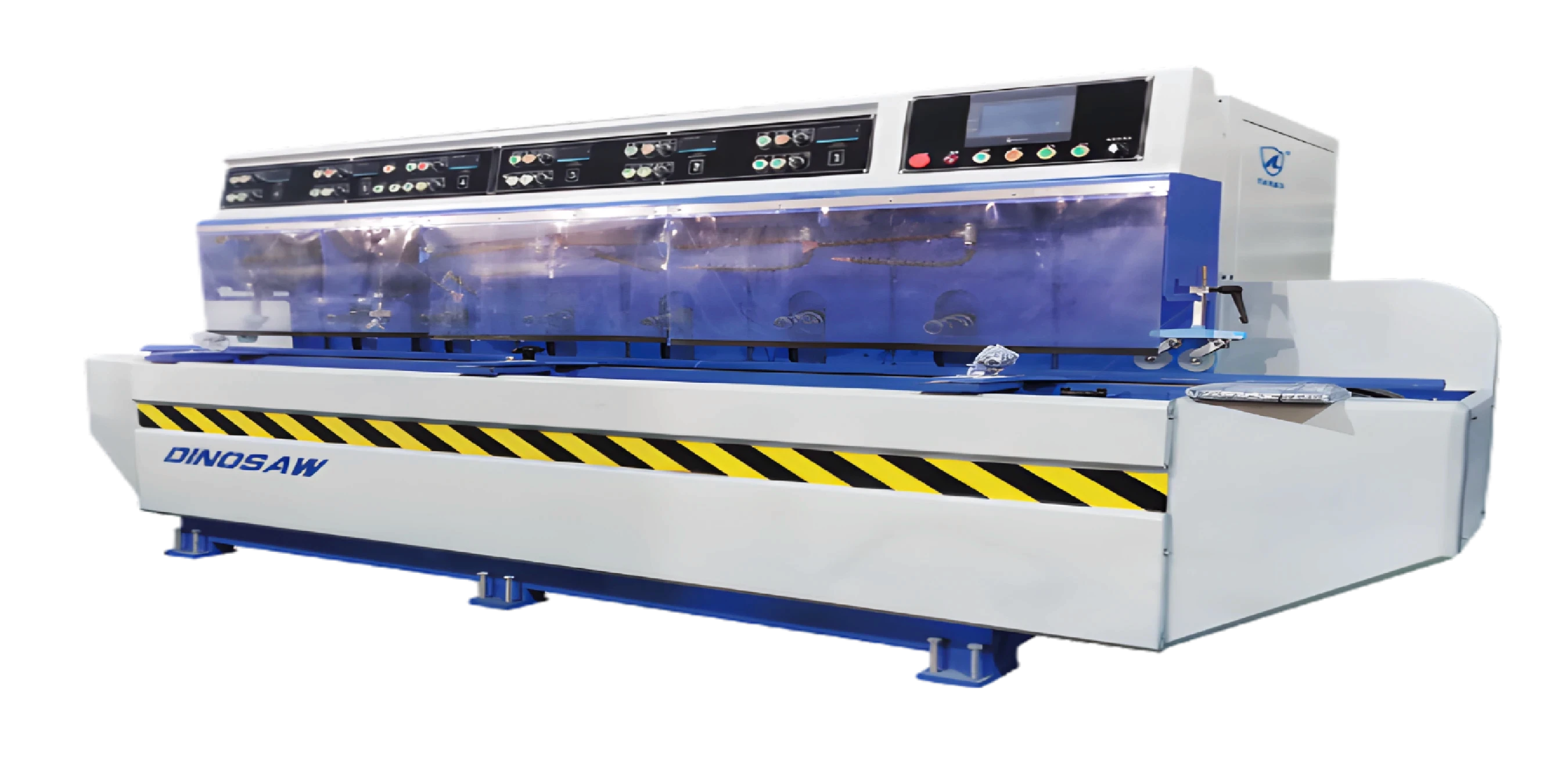
推荐高端倒边系统,高效兼容多种材料。
边缘加工的刀具寿命优化依赖于正确的金刚石磨轮选择与修整。金属结合剂磨轮适用于直边长寿命加工,树脂结合剂磨轮则适合装饰型材的高表面质量。定期修整和校准磨轮可保持切削效率,防止表面缺陷。
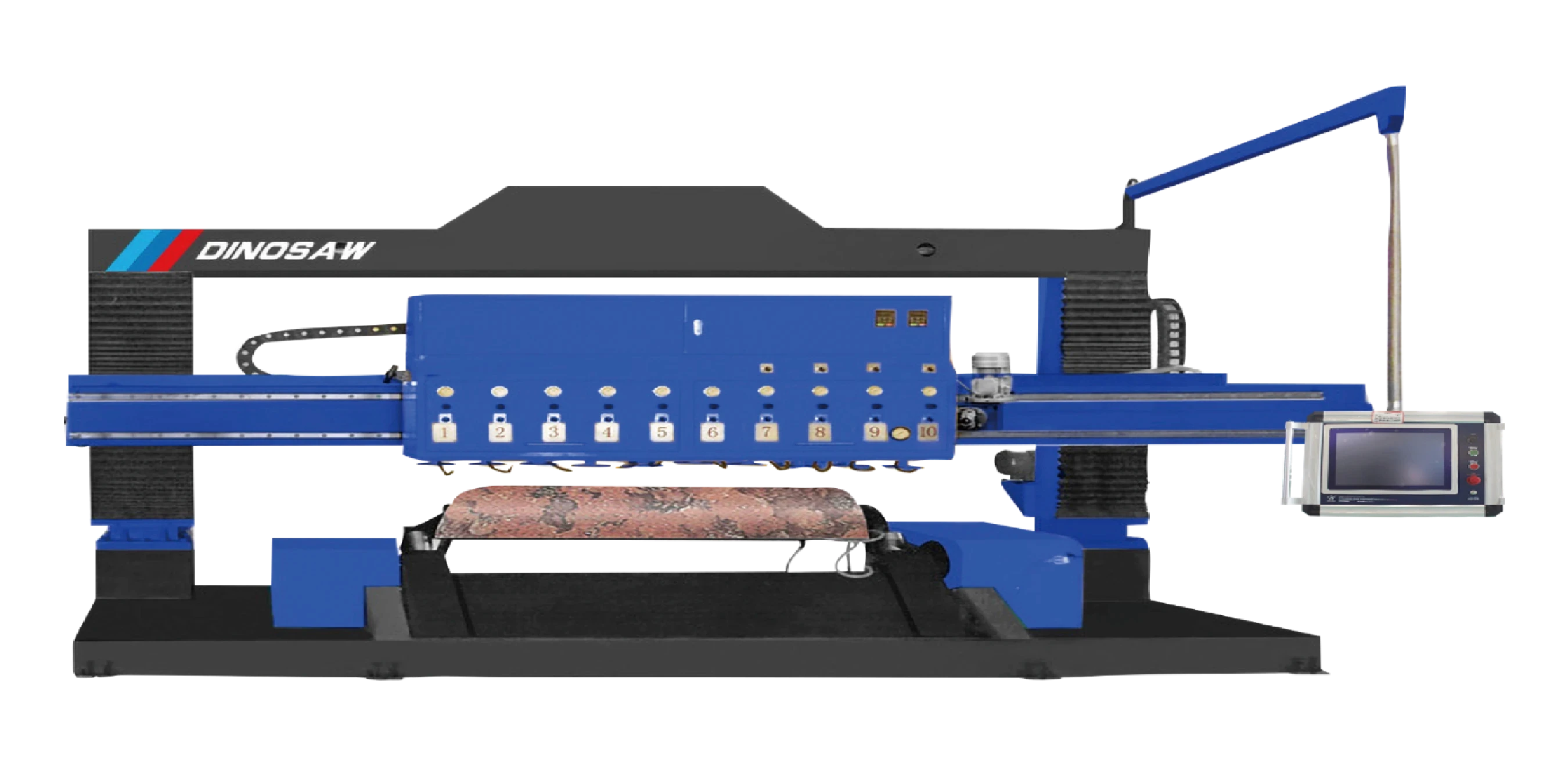

曲面质量控制需采用专用测量技术与设备,确保非平面表面的尺寸精度。数字扫描与测量系统可为复杂几何体提供完整的质量数据,确保设计与安装要求达标。
未来扩产应在初期选型时考虑,尤其是电力基础、场地需求及与自动化搬运系统的集成能力。模块化设计可灵活扩容,无需整体更换系统。
准备升级石材加工能力?通过微信咨询,获取个性化设备推荐及有竞争力的报价。
工业应用通常需15-50马力磨削系统。具体功率取决于材料硬度、产量及工艺。花岗岩加工需25-50马力以实现连续作业,大理石及软石用15-25马力即可。行业建议电机容量预留20-30%,以适应负载波动,保证高峰期稳定运行。
金属结合剂适合硬质材料,树脂结合剂适合软石。金属结合剂寿命长、切削力强,适用于花岗岩和人造石。其锋利度持久,耐高压磨削。树脂结合剂表面效果佳,切削温和,适合大理石、石灰石及耐酸石材。冷却方式也需考虑,金属结合剂必须水冷,防止烧结和效率下降。
硅尘控制与OSHA合规是首要安全要求。结晶硅暴露需低于\(50 \mu g / m^{3}\),需配备99.9%过滤效率的集尘系统及水冷装置抑制粉尘。安全防护罩须符合OSHA 1926.303标准,磨轮转速不得超标,操作员需佩戴呼吸防护并接受安全培训。定期空气质量监测和设备维护确保持续合规。
工业系统具备更高功率、自动化和连续作业能力。车间设备(1-10马力)适合间歇性、小批量生产,工业设备(15-50马力)则适合大批量、连续生产。工业设备配备自动换刀、机器人操作及集成质控系统,车间设备则更注重灵活性和成本效益。投资差异一般为车间系统5-15万美元,工业自动化20-50万美元。
自动参数控制与正确刀具选择是关键。CNC磨削系统可针对不同石材自动调整压力、速度与进给。连续校准系统监测厚度变化,实时修正,保证±0.5mm精度。正确的磨轮修整、定期校准及工艺参数记录可实现可复制的高品质。先进系统还可存储材料档案,针对不同石材品种和等级优化工艺。
回报周期一般为18-36个月,视产量而定。自动化系统可降低40-60%人工成本,产能提升200-300%。质量提升将返工率从5-8%降至2%以下,稳定产出可实现高端定价。能效提升15-25%,降低运营成本,安全合规也降低保险与责任风险。总拥有成本应综合考虑产能提升、质量改善及管理成本降低。
 中文
中文您好 👋 需要什么帮助?