




 English
English 中文
中文 Italian
Italian Türkçe
Türkçe Español
Español Deutsch
Deutsch العربية
العربية Tiếng Việt
Tiếng Việt Français
Français Русский
Русский



Sra. Lizzy
Olá, aqui é a Lizzy da Dinosaw Machine (não sou um robô). Qual máquina (modelo) você está buscando? Fale conosco diretamente pelo WhatsApp.
Horário de Atendimento:8:30am-20:30pm
WhatsApp: +86 198-5901-3937
 Nov 9, 2024LEITURA DE 90 MIN
Nov 9, 2024LEITURA DE 90 MIN Nov 9, 2024LEITURA DE 90 MIN
Nov 9, 2024LEITURA DE 90 MINEste Manual do Usuário da Serra de Fio Diamantado CNC fornece instruções importantes para operação segura, manutenção e especificações técnicas. Siga estas orientações para garantir o uso eficiente e seguro da máquina. Para suporte técnico ou necessidades de serviço, entre em contato conosco na Dinosaw Machine.
Obrigado por adquirir a DINOSAW Serra de Fio CNC. Antes de utilizar a máquina, leia este guia para garantir uma operação segura e adequada.
Este manual cobre tudo o que você precisa saber para montagem, uso e transporte seguros da máquina. Inclui detalhes sobre produção, processamento e configuração da máquina.
Também contém arquivos de operação, instruções dos dispositivos de controle e uma lista de dados técnicos. Consulte esta lista para quaisquer arquivos de dados adicionais.
Siga as instruções cuidadosamente para evitar acidentes e esteja atento ao ambiente de operação para evitar riscos.
Se precisar de suporte técnico, entre em contato conosco.
Os direitos autorais e arquivos relacionados pertencem à Dinosaw Machinery Technology Co., Ltd. Qualquer alteração, fotocópia ou cópia deste manual deve ser autorizada por nossa empresa. Reservamo-nos o direito de atualizar documentos técnicos e corrigir quaisquer erros.
Observe que, devido a atualizações técnicas, pode haver pequenas divergências entre este manual e a máquina real. Se estas não afetarem o desempenho, você ainda pode utilizar este manual, e o atualizaremos conforme necessário.
Antes de utilizar este sistema de controle, leia atentamente este manual da Serra de Fio CNC antes de realizar operações relacionadas.
Leia cuidadosamente os requisitos de operação do sistema da máquina e de segurança do usuário, e tome as precauções necessárias. Se o usuário tiver outras necessidades, entre em contato conosco.
Há risco potencial ao operar e realizar manutenção em equipamentos automáticos. O usuário deve trabalhar com atenção para evitar lesões pessoais. Mantenha distância segura do equipamento em funcionamento, utilize o teclado do painel ou a caixa de controle manual para operar o equipamento.
Cuidado com choque elétrico e realize a instalação do equipamento de acordo com os procedimentos e especificações. Não toque nos cabos ou fios quando o interruptor estiver ligado. Somente técnicos podem abrir o equipamento. O usuário deve desligar imediatamente o interruptor de energia quando ocorrer um problema, caso contrário, pode causar lesão pessoal ou dano ao equipamento.
Verifique se a tensão de alimentação está correta (AC220V ± 15%).
Quando a faixa de tensão for excedida, deve-se adicionar uma fonte de alimentação estabilizada AC para garantir o funcionamento normal do sistema de controle sem danos.
Para áreas onde a alimentação não é padronizada (como compartilhamento de fio terra ou ausência de fio neutro), deve-se usar transformador de isolamento para converter AC380V trifásico ou bifásico em AC220V bifásico, a fim de garantir o funcionamento normal do sistema de controle, melhorar a confiabilidade do sistema e garantir a segurança do operador.
Para ambientes de trabalho sem para-raios, dispositivos de proteção contra raios devem ser instalados para garantir a segurança do sistema.
A temperatura ambiente de trabalho do sistema de controle é de 0-50℃. Quando a temperatura for superior a 50℃, o sistema pode funcionar de forma anormal ou até travar. Quando a temperatura for muito baixa (abaixo de zero), o monitor LCD apresentará exibição anormal.
A umidade relativa deve ser controlada entre 0-85%.
Ao trabalhar em ambientes de alta temperatura, alta umidade e gases corrosivos, medidas de proteção especiais devem ser tomadas.
Evite que poeira, pó metálico e outros detritos entrem no sistema de controle.
A entrada/saída de energia 24V do sistema não pode ser usada como fonte de alimentação para outros dispositivos. Quando esta energia não está conectada e o botão de emergência e limites estão ativados, o sistema ficará no estado de emergência e limite.
A fiação do sistema para o driver do motor deve usar fio blindado de boa qualidade.
É estritamente proibido conectar ou desconectar qualquer plugue de conexão com o sistema energizado.
As linhas de entrada/saída do sistema devem ser conectadas de forma confiável.
Todas as partes do sistema de controle devem estar bem aterradas para garantir o funcionamento normal do sistema, melhorar a confiabilidade e garantir a segurança do operador.
O fio terra deve ter seção maior que 4 mm², e a distância até o ponto de aterramento deve ser a menor possível.
O terra do 24V DC (polo negativo) deve ser desconectado do terra.
Mantenha o sistema de controle isolado do ambiente externo para evitar que poeira, pó metálico e outros detritos entrem no sistema, o que pode causar mau funcionamento, danificar componentes e reduzir a vida útil do sistema.
A tela LCD (frágil) do sistema de controle deve ser protegida: mantenha-a longe de objetos cortantes, evite que objetos atinjam a tela. Não use os dedos para apontar, desenhar ou bater na tela; quando a tela estiver empoeirada e precisar de limpeza, limpe suavemente com papel macio ou algodão.
O sistema pode usar um pen drive, mas ele não faz parte da configuração padrão e deve ser providenciado pelo usuário.
Os diversos cabos e fios de conexão do sistema não estão incluídos na configuração padrão, e os usuários devem informar previamente quando necessário.
É fornecido gratuitamente apenas um "Manual Conciso de Uso" com o produto.
Não há cobertura de garantia para danos ao sistema devido ao não cumprimento das instruções de segurança.
O sistema é o núcleo do sistema de controle numérico, devendo ser operado conforme os requisitos de funcionamento do sistema.
Ao ligar a energia do sistema, ele inicializa automaticamente na tela inicial do software de controle. Em seguida, ligue o interruptor de energia.
Não ligue ou desligue a energia do sistema frequentemente, pois isso pode causar danos ao sistema de controle ou à fonte de alimentação.
Após finalizar a operação, ao desligar o sistema de controle, desligue primeiro a energia do driver e depois a energia do sistema de controle para evitar mau funcionamento do motor devido a interferências.
Após iniciar o sistema, entre no software de controle para garantir que os diversos parâmetros estejam corretos antes de operar as funções.
Durante a operação automática do sistema, evite usar teclas estranhas no painel do sistema operacional, pois podem ocorrer erros imprevisíveis.
Os operadores devem passar por treinamento rigoroso antes de operar. O sistema requer operador profissional. Outras pessoas estão estritamente proibidas de ligar o sistema e abrir os quadros elétricos, etc.
Ao operar o sistema, deve-se pressionar o botão correspondente. Ao pressionar, utilize o dedo indicador ou médio. Não pressione com as unhas, pois isso pode danificar a máscara da tecla e prejudicar o uso.
Na primeira vez, o operador deve compreender o funcionamento correto da função correspondente antes de operar. É estritamente proibido operar ou alterar parâmetros desconhecidos.
Para problemas durante a operação, o serviço de consulta telefônica está disponível a qualquer momento.
Mantenha o sistema de controle isolado do ambiente externo para evitar funcionamento anormal, danos aos componentes e redução da vida útil devido à entrada de poeira, pó metálico e outros detritos.
A tela LCD (frágil) do sistema de controle deve ser protegida: mantenha-a longe de objetos cortantes; evite que objetos atinjam a tela; não use os dedos para apontar, desenhar ou bater na tela; quando a tela estiver empoeirada e precisar de limpeza, limpe suavemente com papel macio ou algodão.
Quando houver anormalidade no sistema, desligue a energia antes de reparar o hardware ou conexão de soquete correspondente.
Operadores sem treinamento rigoroso ou unidades e indivíduos não autorizados não podem abrir o sistema de controle para manutenção, sob risco próprio. Em caso de falha, entre em contato com nossa empresa.
Período de garantia: doze meses a partir da data de envio.
Âmbito da garantia: durante o período de garantia, qualquer falha que ocorra sob condições de operação conforme os requisitos de uso.
Durante o período de garantia, todos os custos de reparo de falhas fora do escopo da garantia devem ser pagos pelo cliente.
Fora do período de garantia, todos os custos de reparo devem ser pagos pelo cliente.
As seguintes condições não estão cobertas pela garantia:
Qualquer falha humana ou acidental em desacordo com os requisitos de uso;
Danos causados por conectar ou desconectar o sistema energizado;
Danos causados por desastres naturais, fatores irresistíveis, etc.;
Danos causados por desmontagem, modificação, reparo não autorizados, etc.
Se houver qualquer inconsistência entre este manual e as funções do sistema, prevalecerão as funções do software do sistema.
As funções do sistema de controle podem ser alteradas ou aprimoradas (atualizadas) sem aviso prévio.
Este sistema de controle foi especialmente projetado para corte de perfis em pedra com serra de fio. Permite cortes bidimensionais, com a roda guia coordenada automaticamente ou girando separadamente. O objetivo final do design é facilitar o uso e proporcionar uma interface homem-máquina mais humanizada.
Painel touch industrial de alto desempenho, controlador de interpolação especial, processamento anti-interferência, software potente, método de processamento preciso, permitindo fixação de posição do sistema de controle com maior exatidão. O peso equivalente pode ser controlado a 1μ. A velocidade máxima pode atingir 500mm/m (sob peso equivalente de 1μ). O ajuste de subida e descida torna o funcionamento do equipamento mais suave e estável, e exibe a posição dinâmica do equipamento de corte com precisão (precisão de 1μ). A função de gráficos dinâmicos permite verificar a trajetória gráfica de todo o processo de corte.
A serra de fio está equipada com CLCD 1024*768, teclado de operação touch totalmente fechado, motor servo AC para acionamento e interface elétrica de controle de máquina-ferramenta 24V. Este sistema se destaca por suas funções avançadas, boa confiabilidade, alta precisão, baixo ruído, fácil operação, tamanho reduzido, leveza, etc.
Instrução da janela principal do sistema de controle

A barra de título inclui o nome do sistema, número da versão e mensagens de aviso (quando houver múltiplos alarmes, os mais antigos serão exibidos sequencialmente, os demais não aparecerão se estiverem fora do alcance).
A barra de menu inclui botões de manual, automático, programa, bloqueio de tela, configuração e ajuda.
A área de informações de processamento exibirá informações do trabalho em processamento (velocidade de processamento, velocidade linear, tempo de processamento, tempo restante estimado para este segmento e tempo restante estimado para todo o processamento).
A área de operação é composta pela área de operação da máquina à esquerda e pela área de operação de comandos à direita.

Função "Clique para ver alarmes recentes": Após o sistema da serra de fio ser iniciado, ele registrará problemas anormais durante esta operação e o horário do problema, facilitando a solução de anomalias do equipamento a qualquer momento.
Painel touch industrial de 14 polegadas
Controlador de movimento dedicado (saída de sinal: +5V TTL, saída diferencial)
Interface de entrada/saída (32 entradas com isolamento óptico, 9 saídas com isolamento óptico)
Interface para pen drive
Gabinete totalmente fechado
Driver de passo (subdivisão) ou driver de motor servo do eixo X
Driver de passo (divisão) ou driver de motor servo do eixo Y
Driver de passo (subdivisão) ou driver de motor servo do eixo A
Driver de passo (divisão) ou driver de motor servo do eixo B
Driver de passo (divisão) ou driver de motor servo do eixo C
Unidade mínima programável 0,001mm
Tamanho máximo de programação ±99999,999mm
Raio máximo de arco 400000,000mm
Limite de velocidade de movimento rápido por ponto 9000mm/min (quando o pulso equivalente é 0,001mm)
Limite de velocidade máxima de processamento 9000mm/min (quando o pulso equivalente é 0,001mm)
Frequência máxima de saída de pulso 150KHz
Número de eixos de controle 5 eixos (X, Y, A, B, C)
Número de eixos vinculados Reta de dois a quatro eixos, arco (arco no plano XY)
Engrenagem eletrônica Numerador: 1-65535, Denominador: 1-65535
Funções principais do sistema Processamento de programa, processamento de parâmetros, gerenciamento de programa, manual, configuração, autoteste, simulação, etc.
Menu e dicas totalmente em chinês Alternância entre chinês e inglês
Edição de texto multilinha em tela cheia Comprimento máximo editável de 32K bytes
Gerenciamento de programa Ler programa, salvar programa, novo programa, excluir programa, ler pen drive, gravar pen drive, ler DXF, etc.
Número máximo de segmentos por arquivo 1000 linhas, comprimento máximo 32K bytes.
Capacidade máxima do programa do usuário 2M
Configuração: Podem ser configurados diversos parâmetros de controle relacionados ao processamento e operação.
Por meio de configuração adequada dos parâmetros, o efeito do processamento pode ser otimizado.
Upload e download de programa: Através da interface USB do sistema, o programa atual pode ser transferido para o pen drive para armazenamento, e o programa de processamento do pen drive pode ser baixado como programa atual.
Pré-visualização de programa: É possível observar o contorno do programa na lista de arquivos para facilitar a seleção.
Processamento anti-interferência exclusivo na entrada: Filtro digital em todos os 32 pontos de entrada para tornar a entrada estável e confiável.
Função de configuração de porta de entrada/saída: Qualquer porta de entrada/saída pode ser especificada (a mesma porta de saída não pode ter mais de uma função).
Manual: funções de operação manual: movimento por ponto, processamento de comando de linha única, retorno ao zero, configuração de coordenadas, etc.
Edição: edição de programa, leitura, gravação e exclusão, leitura e gravação em pen drive, placas padrão, geração de programa gráfico DXF, etc.
Automático: gráficos, segmento único, seleção de segmento, ponto de interrupção, recuo, retorno ao ponto inicial, simulação, etc.
Parâmetros: Configuração de parâmetros relacionados ao processamento, autoteste, etc.
Manual: Exibe este manual de instruções embutido no sistema de controle.
Exibição de menu: exibição gráfica dinâmica torna a operação intuitiva e conveniente.
Multi-idiomas: Chinês, Inglês, Russo, Espanhol. (Outros idiomas disponíveis sob consulta.)
Programação de várias placas padrão: facilita o processamento e a programação de peças convencionais.
Pausa no processamento: Permite recuar e retomar após a pausa.
Exibição da trajetória gráfica de processamento: exibição dinâmica da trajetória central durante o processamento atual.
Simulação gráfica: simulação dinâmica, exibição gráfica rápida e precisa do processo de processamento (sem saída de sinal)
Engrenagem eletrônica: A relação de engrenagem eletrônica pode ser configurada livremente para se adequar a várias estruturas mecânicas. Nota: A relação é melhor quando numerador ≤ denominador.
Processamento de ponto de interrupção: se houver interrupção de energia durante o processamento, ou saída após a suspensão, o processamento pode ser continuado no ponto original.
Janela principal: Clique no botão <Manual> para acessar a tela de operação manual (página principal padrão).
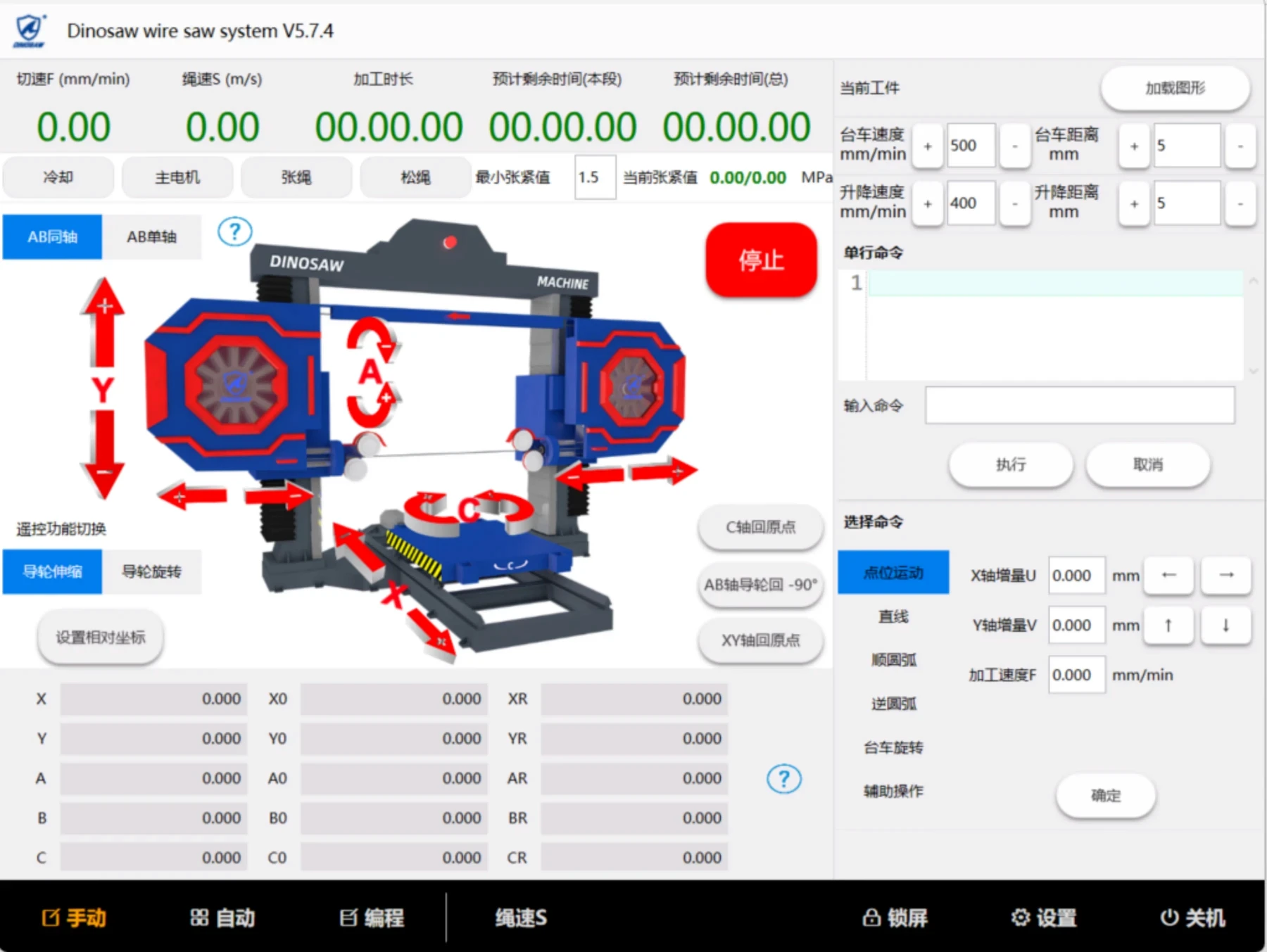

Resfriamento: controla o ligar e desligar da água de resfriamento (quando ligado, o status é verde)
Motor principal: controla o ligar e desligar do motor principal (em operação, o status é verde)
Tensionar cabo: tensiona a serra de fio
Afrouxar cabo: afrouxa a serra de fio
Valor de tensão: define o limite inferior da pressão da serra de fio durante a manutenção automática da pressão
Configuração de parâmetros
Defina a velocidade de deslocamento (mm/min) do carro (eixo X), plataforma elevatória (eixo Y) e a distância de deslocamento (mm) por clique
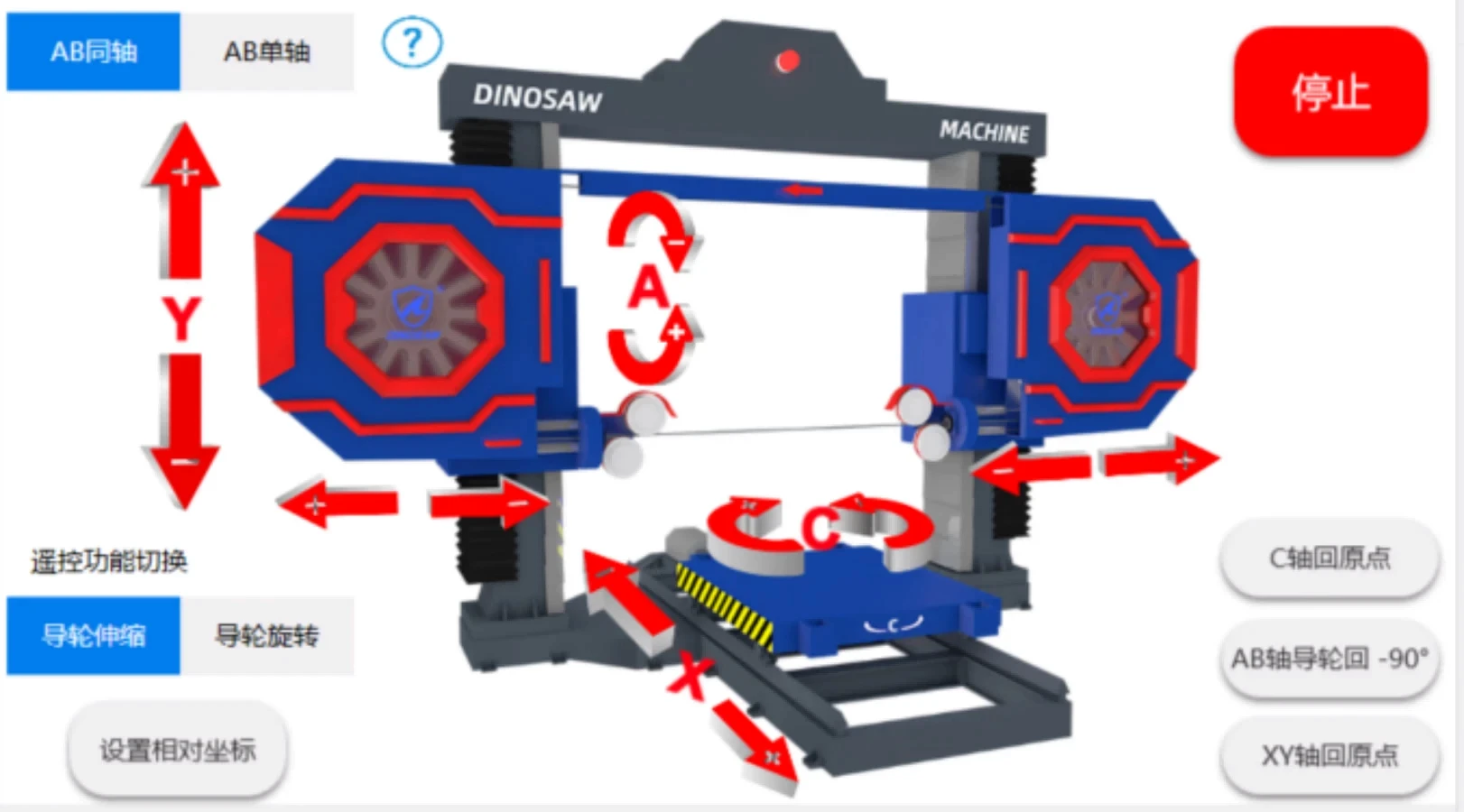
Clique em cada botão de eixo (X,Y,A,C,Z1,Z2) para mover cada eixo nas direções positiva ou negativa. Enquanto mantiver a tecla pressionada, o equipamento continuará se movendo. Ao soltar, o equipamento desacelera e para suavemente.
Descrição das teclas:
X +, X-: move o eixo X nas direções positiva e negativa.
Y +, Y-: move o eixo Y nas direções positiva e negativa.
A +, A-: Move os eixos AB simultaneamente, ou apenas o eixo A nas direções positiva e negativa, dependendo do estado AB coaxial/AB eixo único.
C +, C-: Gira o eixo C no sentido horário e anti-horário.
Z1 +, Z1-: Move a haste telescópica da roda guia esquerda para a esquerda e direita.
Z2 +, Z2-: Move a haste telescópica da roda guia direita para a direita e esquerda.
AB coaxial / AB eixo único: Alterna o estado de movimento do eixo AB. Quando o eixo A opera de forma coaxial, os dois eixos se movem juntos. Quando opera em eixo único, apenas o eixo A se move.
Retorno ao zero do eixo C: gira o eixo C até a origem definida
Retorno ao zero dos eixos XYAB: move os eixos XYAB até a origem definida
Parar: para imediatamente o movimento de cada eixo
Definir coordenadas relativas: Define a posição atual da cabeça da ferramenta como a posição relativa correspondente.
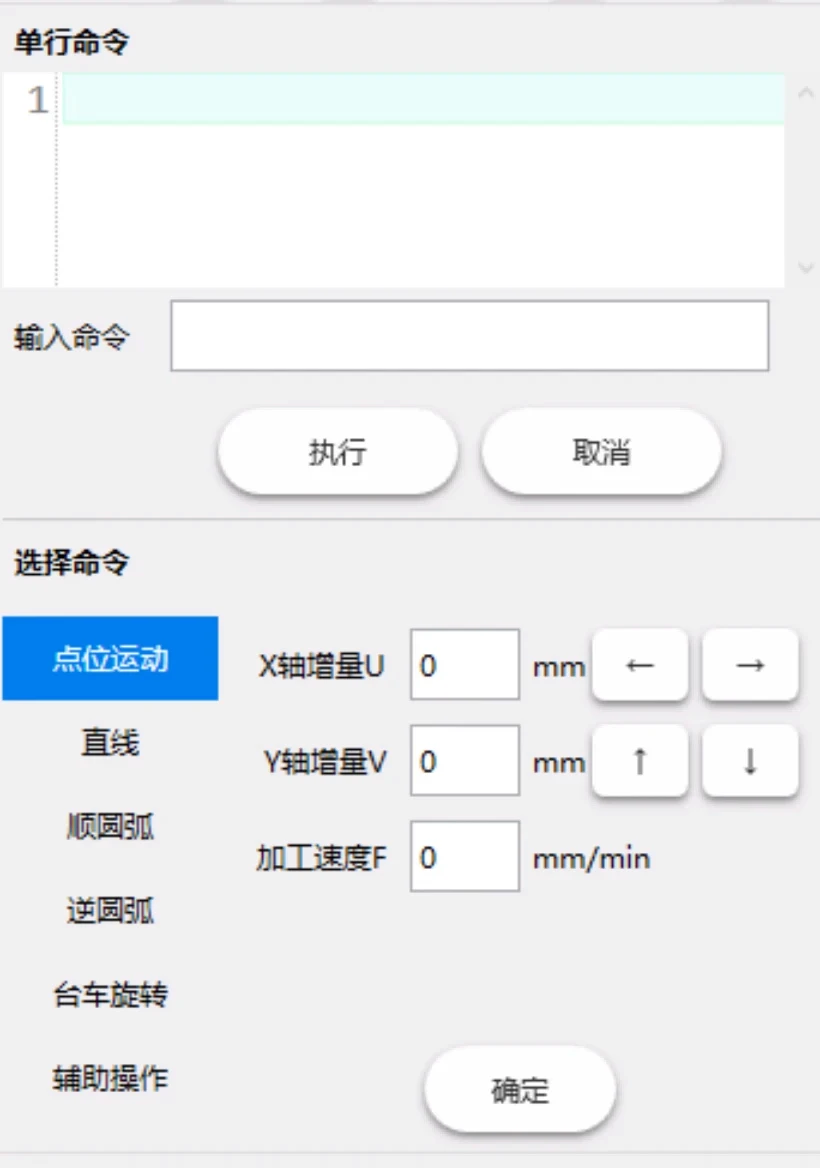
O comando de segmento único controla o movimento da máquina. Quando a execução não for concluída, o próximo segmento pode ser inserido, mas não será executado. Deve ser executado após a conclusão do segmento anterior. Cancelar durante a execução.
Comando de seleção: Gera rapidamente comandos para controlar a máquina, incluindo movimento por ponto, linha reta, arco horário, arco anti-horário, rotação do carro e operações auxiliares. Insira os parâmetros correspondentes e clique em OK para gerar o comando correspondente.
Clique no botão de configuração de coordenadas para abrir a interface de configuração de coordenadas.
Insira os valores atuais das coordenadas de cada eixo e clique em confirmar.
descrição dos botões
X +, X-, Y +, Y-, A +, A-, C +, C- podem ser manipulados através dos pontos de entrada. Esta função só é válida no modo manual. Durante a operação, uma, duas ou três direções podem ser pressionadas simultaneamente, mas as direções positiva e negativa do mesmo eixo não podem ser pressionadas ao mesmo tempo.
O controle manual da caixa de controle externa é controlado pelo status AB coaxial/AB eixo único do sistema.
Atualmente, há interruptores de limite instalados no sistema. Quando os eixos X, Y, Z1 e Z2 atingem o ponto limite, eles param de se mover. Neste ponto, é possível mover para trás para sair do ponto limite. O eixo angular da roda guia (eixo A, eixo B) e a rotação do carro (eixo C) são controlados de forma infinita devido ao eixo de rotação. Atenção especial deve ser dada à operação.
Janela principal: Clique no botão <Auto> para acessar a tela de operação automática.
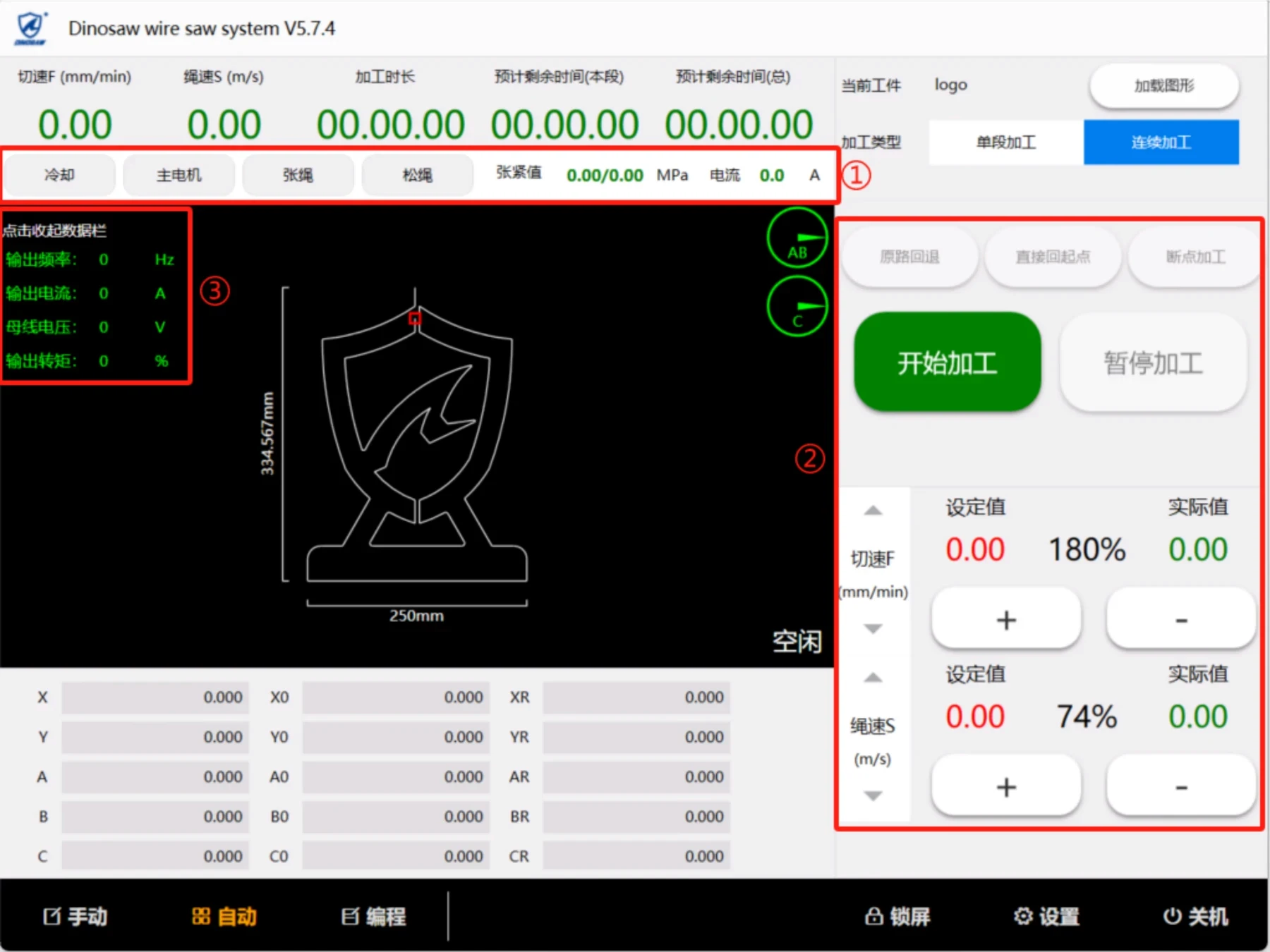
Durante o processamento automático, os gráficos de processamento podem ser pré-visualizados e exibidos dinamicamente.
①Área de avanço do fuso: inclui resfriamento de água (válvula solenóide externa para controlar a válvula de água), ligar e desligar o motor principal, controle de tensionamento e afrouxamento do cabo. Ao mesmo tempo, são exibidos o valor de tensão em tempo real da estação hidráulica e a corrente do motor principal.
②Área de operação de função automática: inclui ajuste de teste de velocidade de corte, velocidade do cabo, início e parada do processamento, recuo pelo caminho original, etc.
③Barra de status do fuso: pode monitorar em tempo real a frequência de saída, corrente de saída, tensão do barramento, torque de saída e outros parâmetros-chave do motor principal, facilitando a observação do desempenho do motor e o suporte pós-venda.
Clique no botão <Carregar Gráfico> para abrir a interface de seleção de gráfico
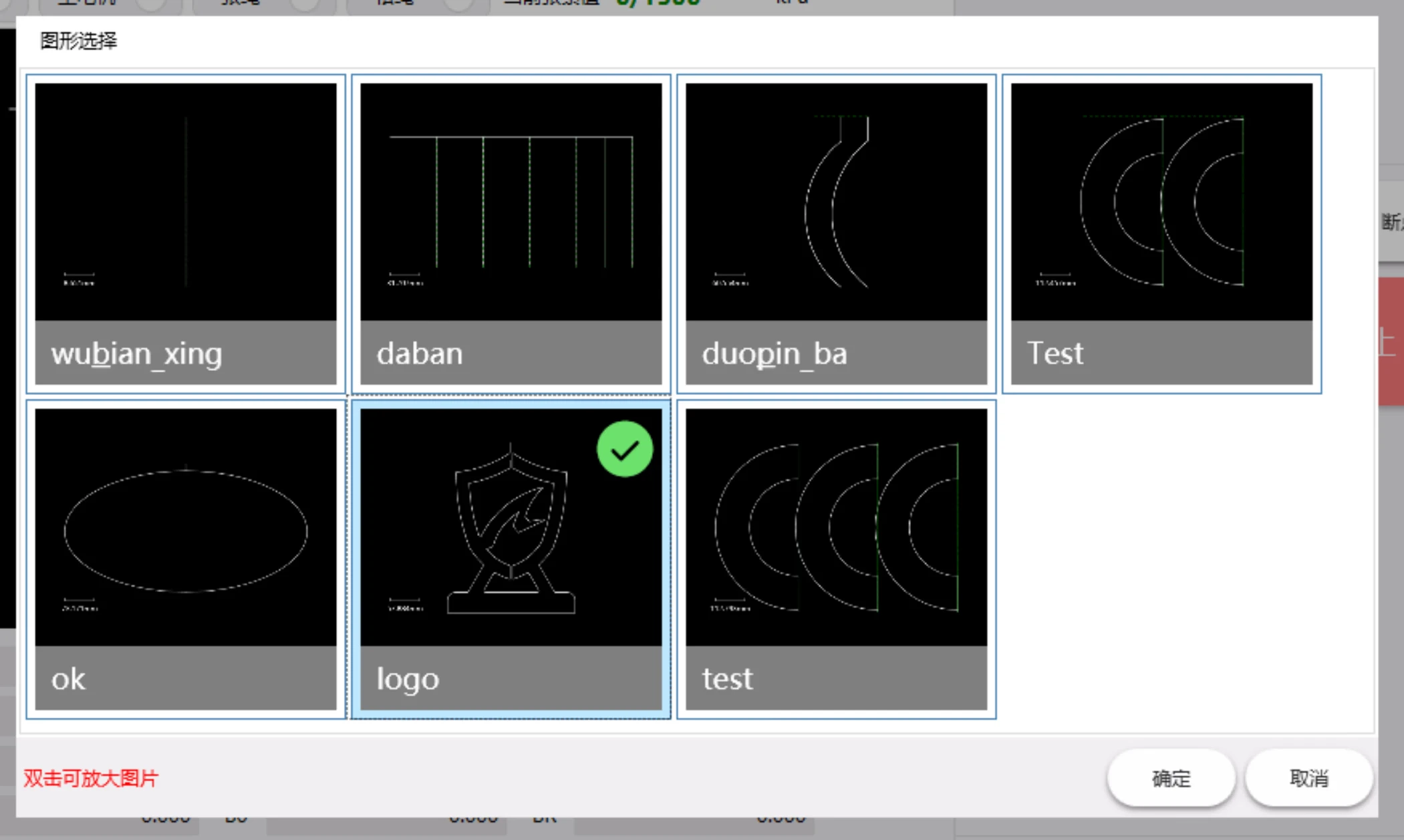
Selecione o gráfico e clique em OK para concluir a operação.

Resfriamento: controla o ligar e desligar da água de resfriamento
(quando ligado, o status é verde)
Motor principal: controla o ligar e desligar do motor principal (em operação, o status é verde)
Tensionar cabo: tensiona a serra de fio
Afrouxar cabo: afrouxa a serra de fio

Alterne entre processamento de segmento único e processamento contínuo.
No status de processamento de segmento único (este botão está azul), após cada linha de programa ser executada, entra em estado de parada de segmento, aguardando até que a tecla "Iniciar" seja pressionada para continuar.

Iniciar: Inicia/continua o processamento automático.
Parar: Para o processamento automático.
Recuar pelo caminho original: Após o processamento automático ser pausado, se for necessário recuar, pressione este botão. Após recuar um segmento, o sistema entra automaticamente em parada de segmento. Para continuar recuando, pressione novamente.
Retornar diretamente ao ponto inicial: Após o processamento ser concluído, ou após pausa ou parada de segmento, esta função pode ser usada para retornar cada eixo ao ponto inicial do processamento pela menor distância.
Processamento de ponto de interrupção: Se houver interrupção de energia durante o processamento, ou saída após a suspensão, para continuar o processamento no ponto original, pressione este botão para entrar no modo de processamento de ponto de interrupção. Clique novamente para cancelar o modo.
Após acessar a tela principal do processamento automático, é possível alternar para o estado de exibição gráfica e verificar se o gráfico está correto e se é o gráfico a ser processado para confirmar se deve ser realizado o processamento.
Se houver mensagem de erro na área de exibição auxiliar ao entrar no modo automático, acesse a função "programação" para corrigir conforme o tipo de erro e a linha do programa, e então entre no modo "automático" para processar.
Se o desenho e o projeto estiverem incorretos, acesse a função "programação" para corrigir e então entre em "automático" para processar.
O ângulo da roda guia exibido deve corresponder ao ângulo real. Os ângulos das duas rodas guia estão normais e corretos?
F +: aumento multiplicador de velocidade, aumenta rapidamente após pressionar por mais de meio segundo, até 200%
F-: redução multiplicadora de velocidade, diminui rapidamente após pressionar por mais de meio segundo, mínimo 0%
S +: aumento multiplicador de RPM, aumenta rapidamente após pressionar por mais de meio segundo, até 200%
S-: redução multiplicadora de RPM, diminui rapidamente após pressionar por mais de meio segundo, mínimo 0%
É necessário processamento de segmento único? (Executa parada após cada segmento de programa, aguardando para iniciar.)
É necessário processar a partir do ponto de interrupção? (Esta função não pode ser usada quando não há ponto de interrupção correto ou o programa foi alterado.)
Ao usar pela primeira vez, configure parâmetros de processamento adequados em parâmetros.
Janela principal: Clique em <Iniciar> para iniciar o processamento automático. Durante o processamento automático, será suspenso ao encontrar M00.

Quando precisar alterar a velocidade de processamento, clique nas teclas "+" e "-" para aumentar ou diminuir o valor multiplicador de velocidade.
Quando precisar alterar a velocidade do cabo, clique nas teclas "+" e "-" para aumentar ou diminuir o valor multiplicador de velocidade para alterar a velocidade linear.
Nota: A faixa de ajuste é 2 vezes o valor máximo definido.
Durante o processamento automático, pressione "Parar" para desacelerar e interromper o processo, exibindo pausa para entrar no estado de pausa.
No estado de pausa, pressione "recuar pelo caminho original" para entrar no recuo do processamento. Pressione "Iniciar" para continuar o processamento.
Exibição de coordenadas: X, Y, A, B, C são coordenadas absolutas da máquina.
XO, YO, AO, BO e C0 são as coordenadas absolutas do programa. (Apenas as coordenadas absolutas do programa podem ser zeradas.)
XR e YR são as coordenadas residuais do segmento atual, e a quantidade residual de usinagem deste segmento.
Exibição do programa: segmento atual em execução, exibido em verde.
Segmentos pendentes para execução, exibidos em branco.
Exibição de velocidade: valor definido de velocidade, relacionado à velocidade F no programa.
Taxa de multiplicação de velocidade atual, relacionada ao uso de F +, F-
A velocidade atual está relacionada ao valor definido, taxa de multiplicação e processo de aceleração/desaceleração.
Exibição de RPM: valor definido de RPM, relacionado à velocidade S no programa
Taxa de multiplicação de RPM atual, relacionada ao uso de S +, S-
O RPM atual está relacionado ao valor definido, taxa de multiplicação e RPM máximo do motor.
Tempo de processamento: Calculado desde o pressionamento de "Iniciar" até a conclusão do processamento.
Tempo de atraso: Contagem regressiva, com precisão de 1 segundo
Status de I/O: exibição do status atual de entrada/saída
Exibição de alarme: informações atuais de alarme, a exibição muda a cada meio segundo
Exibição de Pausa/Parada de segmento: "Parar" é exibido após entrar em parada de segmento, e "Pausa" após entrar em pausa. Este estado também será exibido ao sair do modo automático.
Janela principal: clique no botão <programa> para acessar a tela de operação de programação
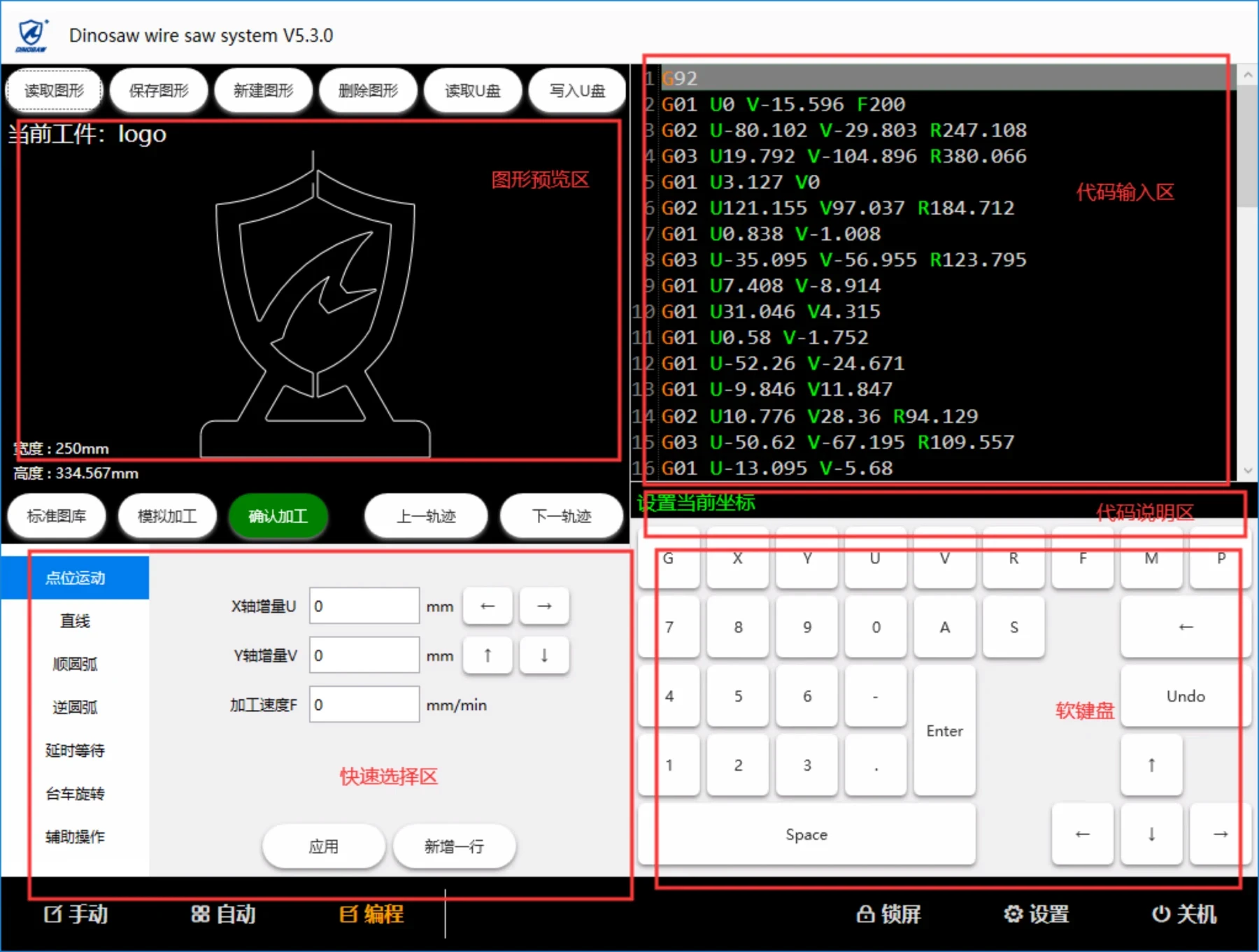
Esta janela é usada para inserir ou editar o código do programa. Ao entrar nesta janela, o programa gráfico atual é exibido. Para salvar as alterações no disco, utilize o recurso de salvar gráficos.
Ler gráficos: selecione um gráfico para ler da lista.
Salvar gráficos: salva o conteúdo atual com o nome do arquivo atual (ou salva se for dado um novo nome).
Novo gráfico: limpa o conteúdo atual e cria novo gráfico.
Excluir gráfico: exclui o gráfico atual.
Ler pen drive: escolha ler arquivo DXF ou TXT do pen drive para a área de programa atual.
Gravar pen drive: grava a área de programa atual no pen drive.
Trilha anterior: alterna a trilha atual para a primeira trilha
Próxima trilha: alterna a trilha atual para a próxima trilha
teclas numéricas 0-9, ponto decimal ". ", sinal negativo "-", espaço, enter, teclas de caracteres G U V R F M P A,
Teclas de movimentação do cursor: cima "↑", baixo "↓", esquerda "←", direita "→",
Desfazer (Undo),
Tecla de apagar (←-),
As teclas para cima e para baixo movem a linha do cursor, para cima até a primeira linha de instruções; para baixo até a última linha; as teclas esquerda e direita movem a coluna do cursor, esquerda até o início da linha (primeiro caractere à esquerda) e, continuando, até o final da linha anterior; direita até o final da linha e, continuando, para a próxima linha;
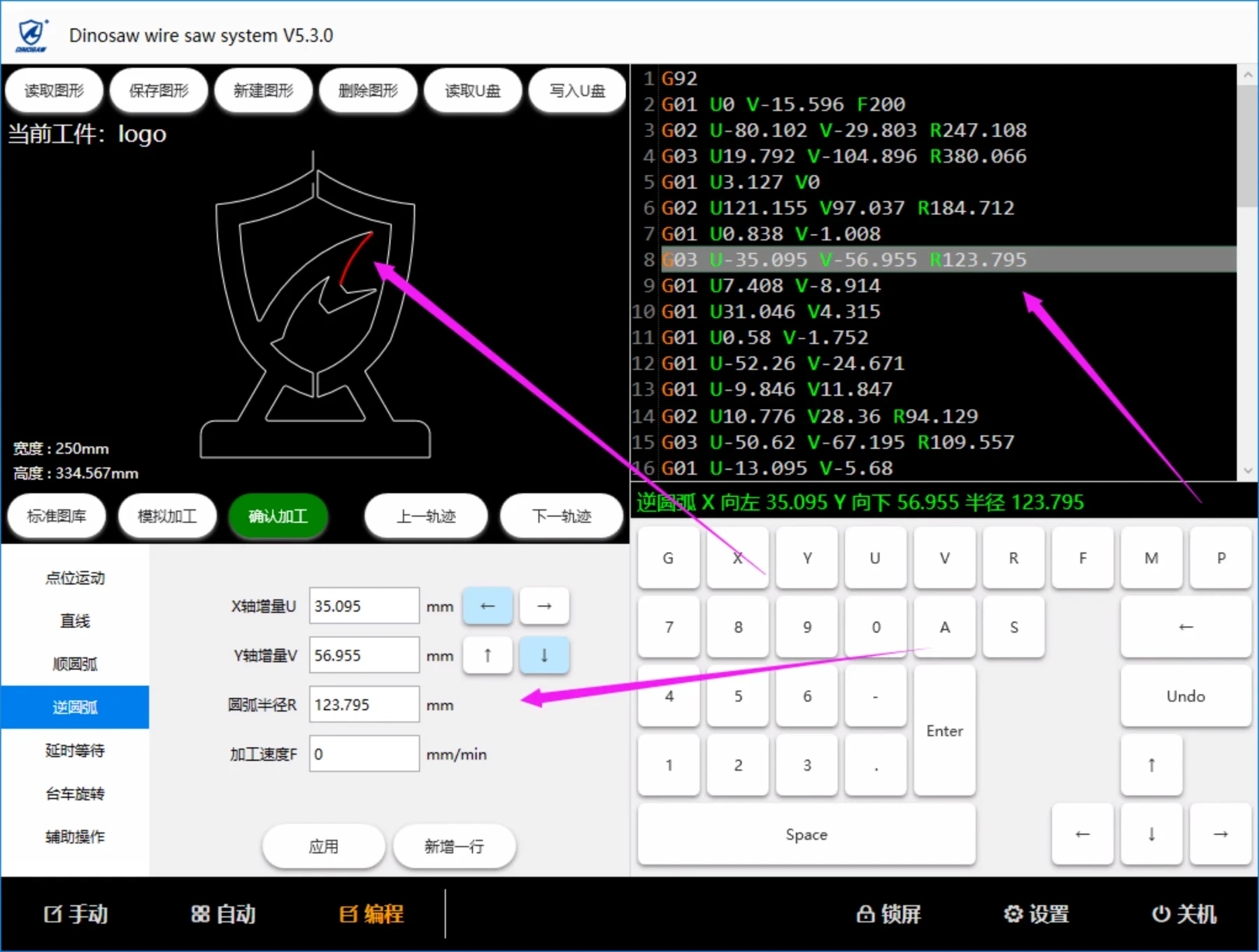
Na área de pré-visualização gráfica, o segmento correspondente será destacado conforme as instruções da linha atual, e os parâmetros da linha atual serão preenchidos automaticamente na área de seleção rápida na parte inferior, conforme ilustrado abaixo.
Pressione a tecla Desfazer uma vez para desfazer uma ação anterior na área de entrada de código.
Mova o cursor para o início da linha, pressione "enter" para inserir uma nova linha acima da linha atual.
 Português
Português
Obtenha uma Solução Fácil
Atendimento Online
Olá, aqui é a Lizzy da Dinosaw Machine (não sou um robô). Qual máquina (modelo) você está buscando? Fale conosco diretamente pelo WhatsApp.
Olá 👋 Como podemos ajudar?