Una guida esecutiva per scalare la conversione da blocco a lastra. Approfondimenti sintetici su leve di valore, roadmap pilota e limiti di rischio per i tagliablocchi multilama.
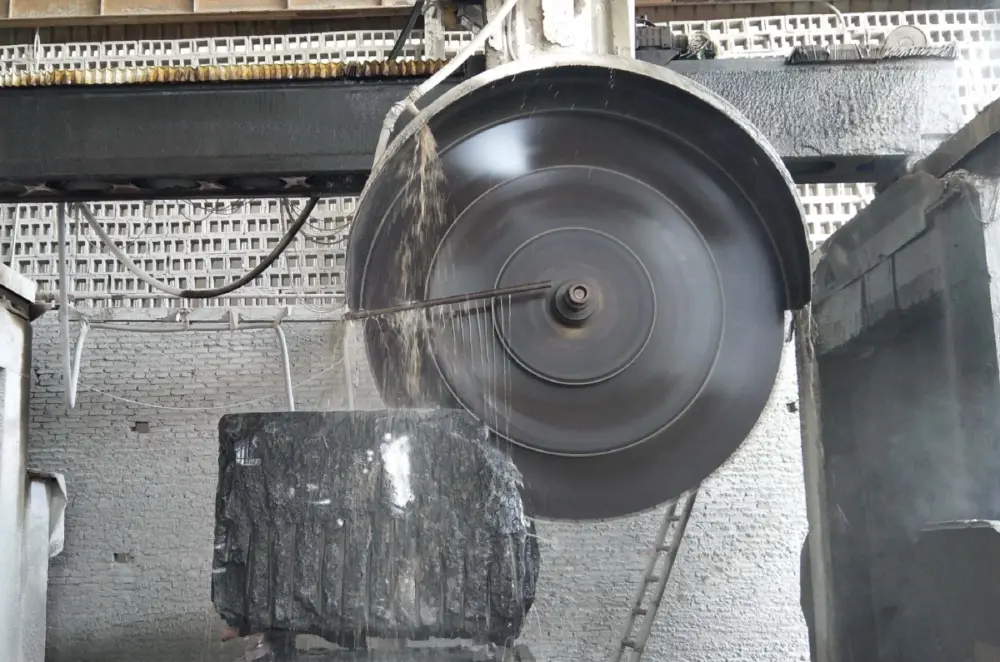
Tesi - Un tagliablocchi multilama, stabilizzato da un telaio a trave in ghisa e sollevamento preciso a colonne guida, trasforma diversi blocchi di granito/marmo in pacchi di lastre prevedibili con maggiore produttività e tolleranze più strette (secondo il produttore). Questa guida esecutiva sintetizza leve di valore, una roadmap pratica per l'implementazione e i confini di rischio.
Richiedi un piano pilota: metriche, criteri di accettazione e passi di standardizzazione per i diametri dei tuoi blocchi attuali.

Sintesi Esecutiva
- Aumento della Produttività: Una configurazione multilama (fino a 32 lame) esegue più tagli in un solo passaggio, aumentando significativamente la produzione giornaliera a un minimo di 300 m² e fino a 500 m² (secondo il produttore).
- Focus sull'Efficienza: Per il taglio iniziale dei blocchi, il valore principale è la produzione grezza e la velocità, rendendolo uno strumento potente per cave e piazzali ad alto volume.
- Prevedibilità Logistica: Pacchi di lastre standardizzati da tagli programmati permettono spedizioni affidabili e puntuali, riducendo la congestione in piazzale.
- La Decisione: Si tratta di un upgrade per la scala. Se il collo di bottiglia è la velocità di conversione da blocco a lastra, specialmente dove la produzione grezza è prioritaria, un pilota di 90 giorni può validare il ROI.
Modello di Valore (Ottica Business)
- Produttività (Output Giornaliero): Un tagliablocchi multilama con fino a 32 lame supera le linee monolama. Obiettivo: raggiungere una produzione giornaliera ≥300 m² con picchi fino a 500 m² (secondo il produttore).
- Economia delle Lame (Costo per m³): Avanzamento più stabile e routine di QA robuste allungano la vita delle lame. Obiettivo: ridurre il costo per metro cubo ottimizzando gli intervalli di cambio lama e riducendo i fermi.
- Prevedibilità Logistica: Pacchi standardizzati da cicli programmati riducono rilavorazioni e ritardi nelle spedizioni. Obiettivo: migliorare il tasso di spedizioni puntuali (secondo necessità).
- Consistenza delle Lastre (Secondaria): Pur essendo secondaria rispetto alla produttività nei tagli iniziali, la tolleranza delle lastre può essere gestita per allinearsi alle esigenze a valle.
Piano di Implementazione 90 Giorni (Pilota → Standardizza → Scala)
- Giorni 1–7 (Installazione & Formazione): Installa la macchina, verifica alimentazione/acqua, forma gli operatori sulle SOP e esegui tagli di calibrazione su blocchi di prova.
- Giorni 8–30 (Esecuzione Pilota): Esegui il pilota su 1–2 fasce di diametro scelte (es. Φ1800/Φ2000). Registra tutti i KPI chiave: output giornaliero, tempi di fermo e allarmi.
- Giorni 31–60 (Standardizzazione): Analizza i dati del pilota. Formalizza le checklist di manutenzione e finalizza le procedure di QA focalizzate sulla consistenza dell'output.
- Giorni 61–90 (Replicazione & Governance): Scala il processo standardizzato alle restanti fasce di diametro. Stabilisci revisioni mensili di governance e replica il successo in altri piazzali.

Criteri di Accettazione (Livello Esecutivo)
- Output Giornaliero: Raggiungere un output giornaliero target di ≥300 m² per le fasce di diametro pilota, con picchi fino a 500 m² (secondo il produttore).
- Eventi di Blocco/Allarme: Dimostrare che blocchi e allarmi sono gestiti secondo le SOP, minimizzando l'impatto sul flusso produttivo.
- KPI Logistici: Dimostrare una riduzione dei tempi di inattività dei caricatori e un miglioramento nelle spedizioni puntuali per gli SKU pilota (valutato secondo necessità).
- Tolleranza delle Lastre & Uptime: Da valutare in base alle esigenze specifiche a valle, non come criterio primario di accettazione per il taglio iniziale.
Registro dei Rischi (Principali)
- Qualità di Alimentazione/Acqua: Fornitura instabile può causare guasti elettrici e raffreddamento insufficiente. Mitigazione: Verificare la stabilità della fornitura e installare protezioni da sovratensione e filtri adeguati.
- Allineamento & Banda di Manutenzione: Mancanza di controlli di routine porta a deviazioni. Mitigazione: Implementare checklist obbligatorie giornaliere/settimanali e formare il personale sui controlli di gioco delle colonne guida.
- Sicurezza, DPI & Conformità: La mancata conformità comporta rischi di sanzioni e incidenti. Mitigazione: Applicare l'uso di DPI, protezioni macchina e normative locali su polveri/fanghi.
- Tempi di Attesa Ricambi: Tempi lunghi per lame o cuscinetti possono fermare la produzione. Mitigazione: Stabilire scorte di sicurezza per i ricambi critici in base all'uso storico e ai tempi di consegna dei fornitori.
- Lacune nella Formazione: Operazione impropria aumenta il rischio di blocchi e scarsa qualità. Mitigazione: Certificare gli operatori su SOP, protocolli di blocco e procedure di cambio.
Governance & Dashboard
- Sponsor Esecutivo: Revisiona trimestralmente output e metriche di costo per m³, e il ROI complessivo del pilota. Prende decisioni di scalabilità.
- Responsabile Operativo: Revisiona mensilmente analisi degli scarti, spedizioni puntuali e produttività. Gestisce SOP e aggiornamenti formativi.
- Responsabile Manutenzione: Revisiona settimanalmente eventi di blocco/allarme e checklist. Gestisce il programma di manutenzione e l'inventario ricambi.
Riferimenti Incrociati (Da Leggere)
- Applicazioni & Casi: Gli upgrade multilama aumentano la produttività giornaliera e riducono gli scarti stabilizzando spaziatura e obiettivi di taglio; vedi l'articolo Applicazioni & Casi sopra.
- Principi Tecnici: Architettura (trave in ghisa, sollevamento a colonne guida), fasce di velocità mandrino (es. 455/408/327/287 r/min) e regole di spaziatura; vedi l'articolo Principi Tecnici sopra.
- Selezione & Confronto: Albero decisionale (precisione vs retrofit; finitura marmo; fasce di diametro) e confronto sollevamento neutro; vedi l'articolo Selezione & Confronto sopra.
- Guida O&M: SOP, Top-10 troubleshooting, programma di manutenzione, sicurezza; vedi l'articolo O&M sopra.
Quando si discutono specifiche o ordini, fai riferimento alla pagina Tagliablocchi multilama in modo naturale nei documenti di acquisto.

Domande Frequenti
Cosa Deve Includere un Piano Pilota?
- Fasce di diametro scelte e spessore target delle lastre per famiglia SKU.
- Finestre KPI di accettazione: output giornaliero (m²), intervalli di cambio lama, KPI logistici.
- Controlli di rischio: DPI, sicurezza elettrica, gestione refrigerante/fanghi, gate QA.
Come Dimostrare Rapidamente il ROI?
- Confronta pilota vs baseline su output giornaliero (m²), scarti, tempi di inattività dei caricatori e rilavorazioni.
- Monitora costo per m³ e vita delle lame; registra i tempi di fermo per causa per informare la manutenzione, non come KPI primario.
Come Quantificare il ROI per il Management?
- Δ Produttività: Quantifica l'aumento di output giornaliero dal pilota rispetto al baseline (es. da X a ≥300 m²).
- Δ Costo per m³: Calcola la riduzione dei costi operativi, considerando vita delle lame, energia e manodopera.
- Δ Impatto dei Fermi: Misura la riduzione dell'impatto dei fermi non programmati sull'output, più che la % di uptime.
Nota: Usa un confronto diretto pilota-baseline su 30 giorni per un business case credibile.
Colonne Guida vs Sollevamento a Slitta - Sintesi Esecutiva?
- Colonne guida: Maggiore precisione per multilama e pietre dure; minore deviazione.
- Slitta: Più adatta a retrofit ma richiede QA di allineamento più rigoroso; scegliere in base a tolleranza e budget.
Cosa Cambia nella Governance Dopo la Standardizzazione?
- Fissa la spaziatura per SKU; formalizza le SOP; aggiungi audit mensili su rpm/spaziatura.
- Usa analytics su blocchi/allarmi per ottimizzare avanzamento e finestre di manutenzione.
Quali Metriche Inserire nei Dashboard Esecutivi?
- Produttività (m² giornalieri), costo per m³.
- Spedizioni puntuali, tasso di rilavorazione, intervalli di cambio lama, incidenti di sicurezza.




 English
English 中文
中文



 Sep 18, 20256 MINUTI DI LETTURA
Sep 18, 20256 MINUTI DI LETTURA
 Italian
Italian
