Guida ingegneristica alle tagliablocchi multilama. Comprendi architettura, sistemi di sollevamento di precisione, gamme di velocità del mandrino (rpm) e mitigazione dei guasti per granito e marmo.
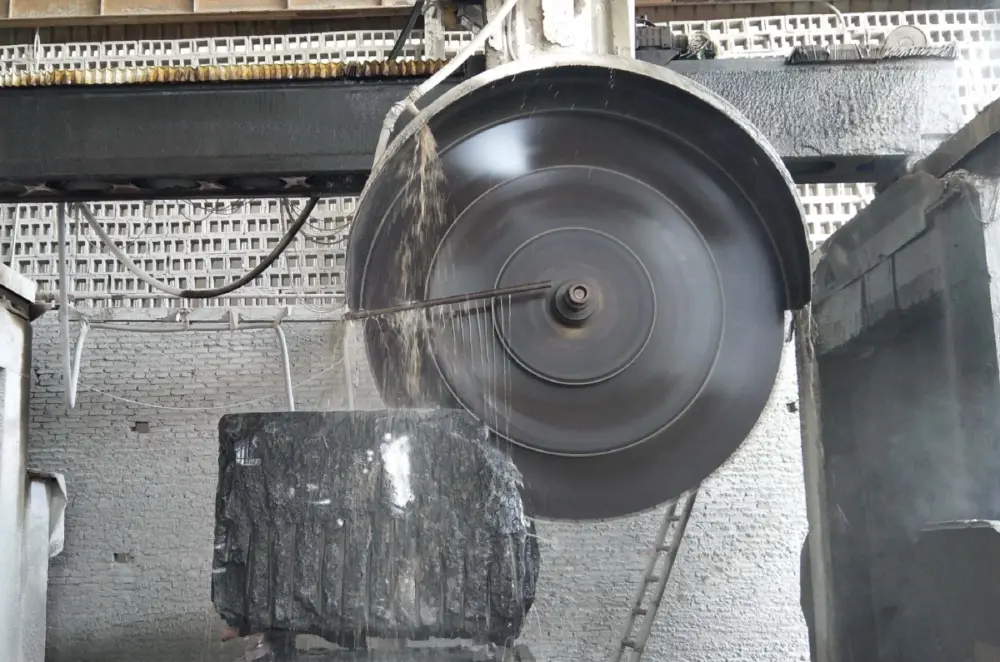
Cos'è questo sistema - Una fresatrice a ponte per blocchi di pietra configurata come tagliablocchi multilama per la conversione ad alta produttività da blocco a lastra.
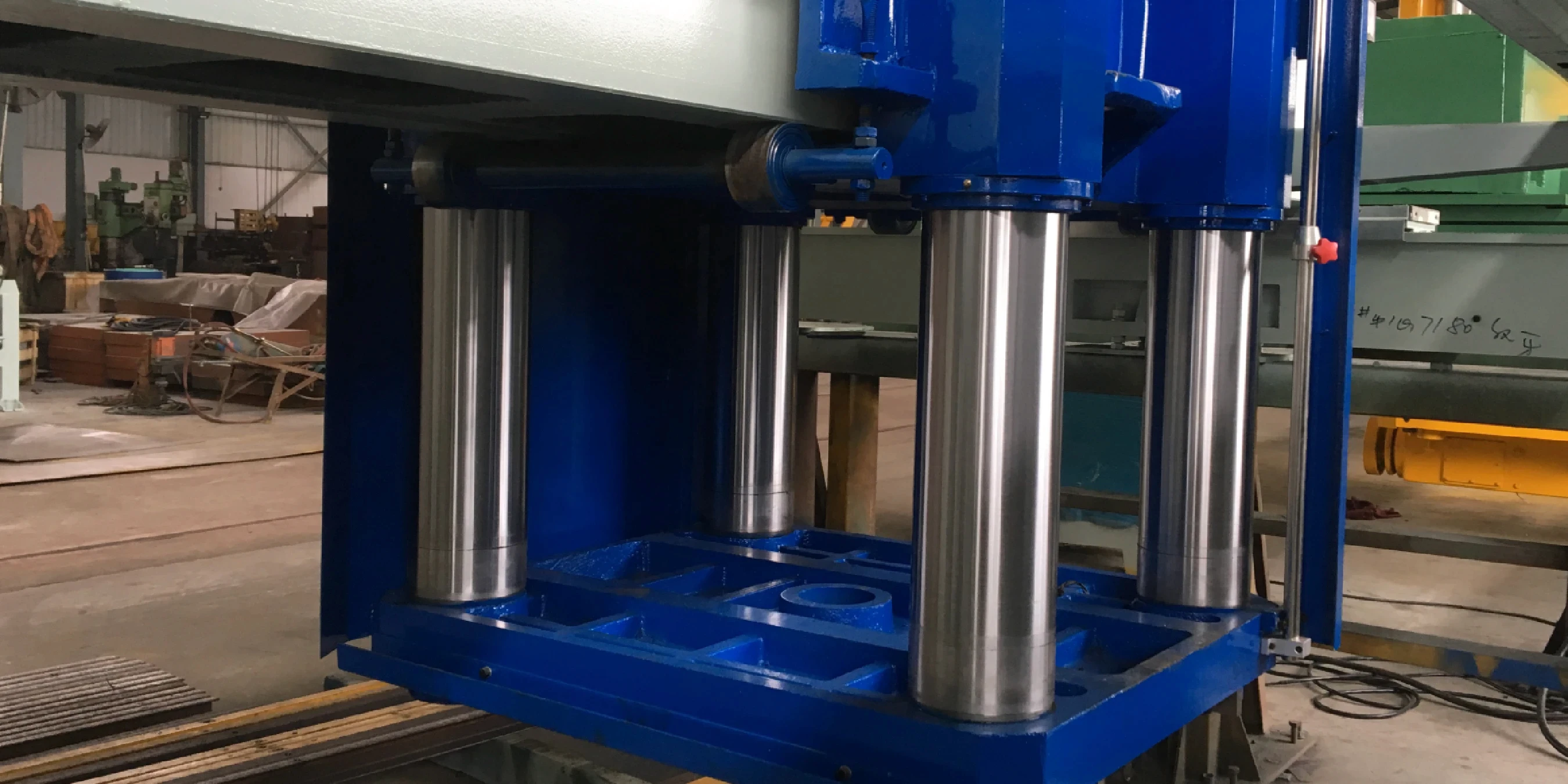
Il sistema di sollevamento a colonne guida DINOSAW è lo standard (disponibile sollevamento a slitta personalizzato), abbinato a una traversa in ghisa rigida per la stabilità strutturale e la precisione di taglio, anche su pietre dure (dato dichiarato dal produttore).
Richiedi una scheda parametri su misura per il diametro della lama, lo spessore desiderato della lastra e la configurazione del kerf.

Panoramica Architetturale
- Traversa in ghisa: Elevata rigidità, smorzamento delle vibrazioni; mantiene stabilità e tolleranza di taglio su granito/marmo (dato dichiarato dal produttore). Per il comportamento dei materiali e il contesto di lavorazione, vedi Soluzioni per Identificazione & Lavorazione della Pietra.
- Sistema di sollevamento: Sollevamento a colonne guida (standard) con movimento verticale preciso; sollevamento a slitta opzionale su richiesta.
- Trasmissione mandrino: Motore → pulegge a V → riduttore → mandrino principale; controllo velocità tramite diametri delle pulegge e rapporto del riduttore.
- Lubrificazione: Grasso semifluido (000/00) sulle colonne guida; lubrificazione automatica disponibile per il tipo a slitta; indicatori dell'olio per l'ispezione.
- Controllo & sicurezza: Pannello touch HMI, rilevamento corrente/tensione; riduzione automatica dell'avanzamento in caso di blocco lama (dato dichiarato dal produttore); illuminazione interna.
- Protezione superfici: Sabbiatura e rivestimenti antiruggine sulle parti esposte.
Principi Parametrici e Range Esempio
1) Velocità Mandrino (rpm) vs. Diametro Lama
La velocità del mandrino deve essere adeguata al diametro della lama e allo spessore della lastra. Esempi di range dichiarati dal produttore:
- Φ1650: base lastra 3,5–4,5 mm (≈0,14–0,18 in) → 455 o 408 giri/min; 5,5 mm (≈0,22 in) → 455 giri/min.
- Φ1800 / Φ2000: 4,0–4,5 mm (≈0,16–0,18 in) → 455 giri/min; ≥5,5 mm (≈0,22 in) → 408 giri/min.
- Φ2200: 408 giri/min (tutti gli spessori).
- Φ2500: 327 giri/min (tutti gli spessori).
- Φ2800: 287 giri/min (tutti gli spessori).
Nota: I valori effettivi dipendono dal tipo di pietra (granito vs marmo), avanzamento, specifiche lama e rapporto riduttore; verificare con prove in loco.
2) Calcolo della Velocità (per Riferimento)
Velocità mandrino ≈ velocità motore × (diametro puleggia motore ÷ diametro puleggia mandrino) ÷ rapporto riduttore.
- Motore tipico: 6 poli ≈ 980 giri/min.
- Rapporto riduttore tipico: ≈ 1,5.
Esempio: 980 × (250 ÷ 500) ÷ 1,5 ≈ 326 giri/min (esemplificativo).
3) Spaziatura Multilama e Kerf
- Imposta la spaziatura delle lame a partire dallo spessore desiderato della lastra + larghezza kerf; mantieni la spaziatura costante per famiglie SKU (marmo).
- La precisione delle colonne guida aiuta a mantenere l'allineamento verticale, riducendo deviazioni e kerf irregolari.
- Opzioni lunghezza sospensione (dato produttore): 400 mm (slitta standard), 400 mm (colonne guida standard), 500 mm (opzionale per entrambi).
Per il taglio di forme complesse o metodi alternativi, consulta la nostra Guida Segatrice a Filo Diamantato CNC come approccio complementare.

Guasti & Mitigazione
- Oscillazione/vibrazione lama: Cause - cuscinetti usurati, pulegge disallineate, rpm/avanzamento errati. Mitigazione - ispeziona cuscinetti, riequilibra pulegge, adatta rpm al diametro; riduci avanzamento.
- Deviazione/kerf irregolare: Cause - gioco nel sollevamento, usura lama, spaziatura incoerente. Mitigazione - verifica gioco colonne guida, sostituisci lame, reimposta spaziatura; controlli QA.
- Surriscaldamento/bruciature: Cause - rpm/avanzamento eccessivi, lubrificazione/raffreddamento scarsi. Mitigazione - abbassa rpm o avanzamento; controlla lubrificazione e raffreddamento.
- Stallo/blocco avanzamento: Cause - inclusioni/venature dure, avanzamento aggressivo. Mitigazione - attiva rallentamento automatico su corrente; avanza a step; pre-scansione della faccia blocco.
- Anomalie elettriche: Cause - alimentazione o cablaggio instabili. Mitigazione - verifica alimentazione; ispeziona quadro; usa protezioni da sovratensione; mantieni la messa a terra.
Compatibilità
- Integrazione PLC/drive: I/O digitali/analogici standard; supporto per protocolli industriali (es. OPC UA/Profinet se applicabile).
- Fissaggi e protezioni: Morsetti/protezioni configurabili; assicurare spazio per diametri Φ1650–Φ2800. Per confrontare famiglie di macchinari e punti di forza dei fornitori, esplora Top Brand per il Taglio della Pietra.
- Supporti operatore: Illuminazione interna; pannello touch visualizza corrente/tensione; controlli wireless opzionali (dato produttore).
Impostazioni Iniziali
Usare solo come orientamento; finalizzare tramite prove e controlli QA.
- Granito, Φ1800–Φ2000: Avvia a 455 giri/min per lastre 4,0–4,5 mm; se ≥5,5 mm avvia a 408 giri/min; avanzamento: evitare picchi di corrente; spaziatura secondo spessore desiderato.
- Marmo, Φ1650: Avvia 408–455 giri/min in base alle esigenze di finitura; mantieni spaziatura costante per famiglie SKU.
- Magazzino misto (export yard): Pianifica per fasce di diametro (Φ1650/Φ1800/Φ2000/Φ2200/Φ2500/Φ2800); mantieni rpm nei range indicati; standardizza kerf per facilitare la finitura successiva.
Tutti gli esempi parametrici sopra sono dati dal produttore o derivati da configurazioni tipiche; confermare in loco.
Domande Frequenti
Come scelgo i giri mandrino in base al diametro lama?
- Usa fasce di diametro: es. Φ1800–Φ2000 → 455 giri/min (4,0–4,5 mm), ≥5,5 mm → 408 giri/min; Φ2500 → 327 giri/min; Φ2800 → 287 giri/min (dato produttore).
- Valida in loco rispetto a durezza pietra, avanzamento e rapporto riduttore.
Qual è la formula per stimare i giri del tagliablocchi?
Giri mandrino ≈ velocità motore × (puleggia motore ÷ puleggia mandrino) ÷ rapporto riduttore. Esempio con 6 poli ~980 giri/min e rapporto ~1,5 → ~326 giri/min.
Colonne guida vs slitta - quale è più precisa?
- Colonne guida: Guida verticale più precisa, minori deviazioni; ingrassaggio (000/00) e controlli gioco di routine.
- Slitta: Adatta per alcuni retrofit; richiede più manutenzione di allineamento e ispezione binari.
Come imposto la spaziatura multilama?
- Definisci lo spessore desiderato della lastra.
- Considera il kerf della lama.
- Mantieni spaziatura costante per famiglie SKU; controlli QA in uscita.
Quali sono i segnali tipici di guasto e le mitigazioni?
- Oscillazione/vibrazione lama → controlla cuscinetti/pulegge, adatta rpm al diametro, riduci avanzamento.
- Deviazione/kerf irregolare → verifica gioco sollevamento, sostituisci lame, reimposta spaziatura.
- Surriscaldamento → abbassa rpm/avanzamento; controlla lubrificazione/raffreddamento.
- Stallo/blocco avanzamento → attiva rallentamento automatico su corrente; avanza a step; pre-scansione faccia blocco.
Come stimare l'avanzamento senza surriscaldare?
- Monitora picchi di corrente; riduci avanzamento o rpm se si verificano.
- Assicura erogazione costante di refrigerante su tutte le lame.
- Prova piccoli aggiustamenti in base a durezza pietra e stato lama.




 English
English 中文
中文



 Sep 17, 20254 MIN DI LETTURA
Sep 17, 20254 MIN DI LETTURA
 Italian
Italian
